箔绕机技术协议
- 格式:docx
- 大小:40.67 KB
- 文档页数:5
第 页 共 5 页 序号 项 目 参 数 箔绕机技术协议
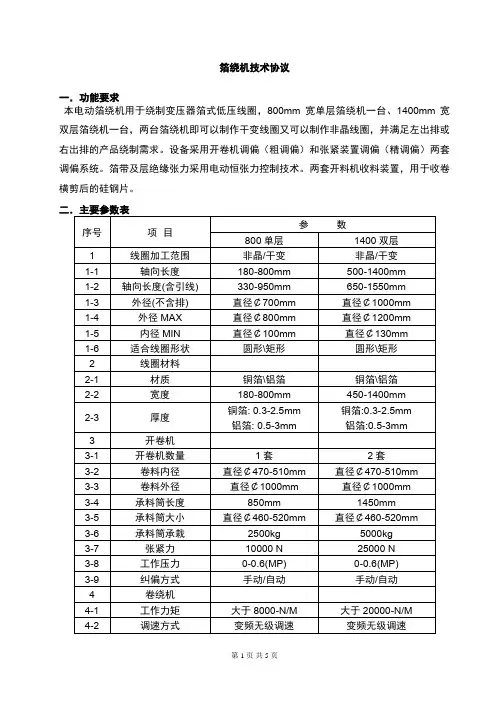
一.功能要求
本电动箔绕机用于绕制变压器箔式低压线圈, 800mm 宽单层箔绕机一台、1400mm 宽双层箔绕机一台,两台箔绕机即可以制作干变线圈又可以制作非晶线圈,并满足左出排或右出排的产品绕制需求。设备承受开卷机调偏〔粗调偏〕和张紧装置调偏〔精调偏〕两套调偏系统。箔带及层绝缘张力承受电动恒张力掌握技术。两套开料机收料装置,用于收卷横剪后的硅钢片。
二.主要参数表
1 线圈加工范围 800 单层
非晶/干变 1400 双层
非晶/干变
1-1 轴向长度 180-800mm 500-1400mm
1-2 轴向长度(含引线) 330-950mm 650-1550mm
1-3 外径(不含排) 直径¢700mm 直径¢1000mm
1-4 外径 MAX 直径¢800mm 直径¢1200mm
1-5 内径 MIN 直径¢100mm 直径¢130mm
1-6 适合线圈外形 圆形\矩形 圆形\矩形
2 线圈材料
2-1 材质
铜箔\铝箔
铜箔\铝箔
2-2 宽度 180-800mm 450-1400mm
2-3 厚度
3 开卷机 铜箔: 0.3-2.5mm
铝箔: 0.5-3mm 铜箔:0.3-2.5mm
铝箔:0.5-3mm
3-1 开卷机数量 1 套 2 套
3-2 卷料内径 直径¢470-510mm 直径¢470-510mm
3-3 卷料外径 直径¢1000mm 直径¢1000mm
3-4 承料筒长度 850mm 1450mm
3-5 承料筒大小 直径¢460-520mm 直径¢460-520mm
3-6 承料筒承栽 2500kg 5000kg
3-7 张紧力 10000 N 25000 N
3-8 工作压力 0-0.6(MP) 0-0.6(MP)
3-9 纠偏方式 手动/自动 手动/自动
4 卷绕机
4-1 工作力矩
大于 8000-N/M
大于 20230-N/M
4-2 调速方式 变频无级调速 变频无级调速 第 页 共 5 页
〔无级调速〕0- 〔无级调速〕0-
4-3 卷绕速度 15rpm(高张力时 0- 20rpm(高张力时 0-
30rpm) 10rpm)
4-4 主动方轴尺寸 70X70mm 70X70mm
5-1 焊接方式 TIG TIG
5-2 焊接速度 自动 0-1M/MIN 自动 0-1M/MIN
6-1 剪切方式 电动滚剪(1 套) 电动滚剪(2 套)
6-2 剪切速度 1.5M/MIN 1.5M/MIN
6-3 剪切影像 无 有
7 层绝缘 二套 二套
7-1 气胀轴外内径 ¢400mm、76mm ¢400mm、76mm
8 端绝缘装置
8-1 数量 左右各 4 套 左右各 6 套
8-2 内径 76mm 76mm
8-3 外径 ¢350mm ¢350mm
8-4 宽度 15-50mm 15-50mm
9 计数精度 0.1 匝 0.1 匝
10 纠偏装置 〔2 套〕 〔4 套〕
10-1 纠偏方式、精度 光电伺服系统±0.5mm 光电伺服系统±0.5mm
11 压毛装置 气动压毛〔1 套〕 气动压毛〔2 套〕
12 电气系统
12-1 掌握方式 PLC 自控 PLC 自控
13 卸料小车 1 套 1 套
三.设备主要组成
箔绕机由〔1 开卷机〕〔2 引料装置〕〔3 胀紧装置〕〔4 压毛,除尘装置〕〔5 剪切装置〕
〔6 端绝缘开卷装置〕〔7 卷绕机〕〔8 焊接装置〕〔9 层绝缘开卷装置〕〔10 纠偏装置〕〔11压毛装置〕〔12 电气掌握装置〕等组成。
3.1 开卷机
单层一套,双层二套,前后配置,集中掌握。作为箔带的开卷机构,除了起支撑卷料、放料作用外,同时具有电动伺服自动纠偏的随动功能。要求电动恒张力。
3.2 卷绕机
卷绕机位于设备的右前方,输出转矩通过卷绕轴实现线圈的绕制。主轴卷绕时,启动、停车加速度的斜率设置合理,并配置了制动功能,提高了设备的操作性。承受大功率驱动
自动刹车电机,充裕的储藏功率。
3.3 箔带剪切机构
单层一套,双层二套,分别掌握。要求电动滚剪。
3.4 自动焊接装置
本焊接装置满足箔带与引线的焊接。为了适应搭接焊、端头焊的需要,焊接架可在 第 页 共 5 页 0-60°范围内任意调整〔手动〕。上钳口可摇摆下压,下钳口依据需要可以更换。自动焊接机构的机座安装在卷绕机主轴箱上,焊接夹具、焊枪、及自动行走系统均可在机座上左右运行。但完成焊接工序后,焊接机构退移至右侧,空出卷绕位置,便于卷绕操作。焊枪安装在行走小车上,焊枪可调整到各种位置以适应不同的焊接形式。焊机焊接装置带有无极调速开关调整焊机电流,不必在焊机上调整。
3.5 层绝缘开卷装置
层绝缘开卷装置是支撑绝缘料卷并使绝缘材料在卷绕时产生胀力的机构。
3.6 端绝缘开卷装置
此系统由架在箔绕机上端的导杆架、放料架和摇摆滑架所组成。放料架可在导杆架上左右自由移动,每侧放料架上各有放料盘。
3.7 主机架
主机架为一个框架构造,由厚钢板经精加工后,组合相关构件拼装而成,保证设备的机械强度。
除主要装置外还包括:箔料引导系统、去毛装置、调偏检测装置、层绝缘切割装置、压辊压紧机构、绕线轴支撑架等。
3.8 电控系统
电控系统:人机界面承受彩色液晶显示,触摸屏操作,通过触摸屏可以直接输入需要绕制产品的型号、技术参数并显示设定张力等工艺参数,可在 PLC 中储存所绕制线圈的参数,需绕制时直接调出所需程序。具有自动停车掌握功能,计数准确牢靠,有断电记忆功能。设定张力与实际误差≤5%。变频器承受知名品牌,脚踏开关知名产品,电器元件承受知名品牌;脚踏实行快速接口方式;主要电气和电控系统承受快速插头方式连接,便利维护。
3.9 气动系统
该系统承受模块化的集中掌握,大量承受消声器,使整机噪音水平低于同类进口设备。各分路压力、流量独立可调。各气动动作的实施均由 PLC 实施程序掌握,气动管路布置合理牢靠。
四.主要部件要求
800mm 箔绕机设备关键件表
序号
1 部件名称
变频器 数量
3 个 生产厂/品牌
日本安川
2 触摸屏 1 个 日本欧姆龙
3 PLC, 1 个 日本欧姆龙
4 脚踏开关 1 个 德国波恩斯坦
5 主要电气元件 1 批 施耐德
6 500A 氩弧焊机 1 台 山东奥泰
7 电机及减速机 1 批 国内十大名牌
8 气涨轴 1 批 国内十大名牌
9 直线导轨 1 批 台湾上银 第 页 共 5 页
10 滚珠丝杠 1 批 深圳威远
11 轴承 1 批 国内十大名牌
12 气动元件 1 批 亚德客
13 刀具 1 套 国内十大名牌
1400mm 双箔绕设备关键件表
序号
1 部件名称
变频器 数量
3 个 生产厂/品牌
日本安川
2 触摸屏 1 个 日本欧姆龙
3 PLC, 1 个 日本欧姆龙
4 脚踏开关 1 个 德国波恩斯坦
5 主要电气元件 1 批 施耐德
6 500A 氩弧焊机 1 台 山东奥泰
7 电机及减速机 1 批 国内十大名牌
8 气涨轴 1 批 国内十大名牌
9 直线导轨 1 批 台湾上银
10 滚珠丝杠 1 批 深圳威远
11 轴承 1 批 国内十大名牌
12 气动元件 1 批 亚德客
13 刀具 2 套 国内十大名牌
五.产品制造、安装、验收标准
1. 卖方必需供给设备操作说明书、电路布置图、电气掌握图、电器原理图、掌握系统
软件程序及备份、备件、易损件清单及价格、装箱单、产品质量保证书,合格证明,辅机、外购件的合格证等有关资料。
2. 在合同规定的安装调试时间内,由于卖方的缘由而不能完成调试任务时,则按推迟交货处理;
3. 在质量保证期内,假设设备因质量缘由造成买方停产,卖方应在三天内使其恢复,
全部费用由卖方担当。如不能按期恢复,则相应推迟的时间按推迟交货处理,并担当其给买方造成的损失。
4. 卖方应负责设备的安装及调试〔买方具备设备安装调试条件时,单台设备在买方现场安装调试时间为 15 天〕。
5. 卖方应在设备安装调试前或调试中对买方人员进展免费技术培训〔操作、设备、电器修理等〕,并供给成套培训资料。
6. 培训应能使买方技术人员把握设备操作,保证设备正常运行并能较为娴熟的排解设备的一般故障。
八、随机备品、备件及工具
序号
随机工具
1 大力钳 名 称 及 规 格 标准号(图号) 数量
4 把 第 页 共 5 页 备品备件及随机附件
8 气胀轴配套用气接头 2 件
1 乙炔胶管 Φ8 20 米
2 焊枪瓷嘴(见焊机附件) 10 个
3 焊接钨极(见焊机附件) 10 根
4 氩气流量表(指针式流量 15~30 升) A-15 2 个
5 切纸刀片 12 片
6 内爆螺母 M16 60 套
7 单面保安刀片 20 个
九、质量保证期
1. 箔绕机设备质量保证期为设备验收合格并投入正常使用后 24 个月〔设备到达买方现场因买方缘由 2 个月内不能安装调试的,视为验收合格,开头计算质保期〕。
2. 质量保证期内因卖方设计、制造、安装调试引起的机件损坏一律免费更换,质量保证期内关键件因本身质量问题消灭损坏免费修理。
3. 卖方应向买方终生供给优质的效劳和配件修理。十、技术支持和售后效劳
1. 卖方在接到买方的修理通知后,假设 、 或网络形式可以解决,则应在 6 小时内解决;假设不能解决,则在 24 小时内派合格工程师到达现场进展修理〔包括所需更换的备品备件〕。
2. 准时供给设备改进及修理技术方面的信息及资料。
3. 卖方应满足买方在生产中两年内开发品种和利用技术过程中供给有关技术效劳要求。
4. 在设备质量保证期内卖方应委派有关专家到工厂进展技术效劳,效劳不少于 3 次。
5. 质保期满后,卖方应向买方供给准时的优质的价格优待的技术效劳和备品备件供给。
6. 保证准时充分的供给设备使用过程中的易耗、易损备件。