铝箔技术协议
- 格式:docx
- 大小:73.79 KB
- 文档页数:12
第 1 页 共 12 页 技术协议
第 2 页 共 12 页 技术协议
产品名称:亲水铝箔、非亲水铝箔
型 号: 8011、1030B、3102
生产厂家:
本协议规定了空调换热器用铝箔定义、技术要求与分类、检验方法、检验规则、标志、包
装、运输与贮存。
本技术协议要求合用于长虹空调换热器用铝箔 (包括亲水涂层铝箔, 以下简称亲水铝箔和
非亲水铝箔)。
下列文件对于本文件的应用是必不可少的, 凡是注日期的引用文件, 仅注日期的版本合用
于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)合用于本文件。
GB/T 228 金属材料 室温拉伸试验方法
GB/T 3199 铝及铝合金加工产品的包装、标志、运输、贮存
GB/T 4156 金属材料 薄板和薄带埃里克森杯突试验
GB/T 6987 铝及铝合金化学成份分析方法
GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样
GB/T 9286 色漆和清漆 漆膜的划格试验
GB/T 9753 色漆和清漆 杯突试验
GB 22638.9 铝箔试验方法 第9部份:亲水性的测定
GB 22638.10 铝箔试验方法 第10部份:涂层表面密度的测定
YST 95.1-2022 空调器散热片用铝箔 第1部份:基材
YST 95.2-2022 空调器散热片用铝箔 第2部份:涂层铝箔
非亲水铝箔
简称光箔或者素箔,即由各铝基材轧制而成的铝箔。
利用物理、 化学方法在素箔表面涂覆一层稳定的高亲水性膜, 使亲水铝箔上的冷凝水由珠
状被吸附为膜状。 第 3 页 共 12 页 技术协议
对于亲水铝箔,涂层采用蓝色或者其他客户指定颜色。
铝箔表面为扎制表面,应平整、洁净、色调一致,不允许有擦划伤、压折、皱纹、孔洞、
漏涂、开缝、针眼、腐蚀和氧化等缺陷,手摸/擦拭时,铝箔表面不应有明显的铝粉或者其它粉 尘;铝箔表面允许有分散的、轻微的波浪、印痕;不允许存在明显的乳液痕、印痕及轧制润滑 油燃烧后形成的油斑或者色斑。
亲水铝箔表面涂膜应固化彻底、同一批次无明显色差。
铝箔卷端面应洁净和整齐,不允许有磕碰伤,不得有严重的毛刺、错层、箭头、塔形等影
响使用的缺陷,塔形≤2mm;
铝箔卷应缠绕在内径为 150 02 的洁净管芯上,管芯长度应略大于箔卷 0~2mm;铝箔卷应缠
绕紧,层与层之间不浮现滑动;铝箔卷展开时整卷长度内不应有粘结和撕裂现象。
允许每十卷铝箔卷有一个接头(即有接头的卷数不超过总卷数的 10%),接头处应有明显
标记。 (卷直径小于等于 420mm 的不允许有接头,卷直径大于 420mm 的只允许有一个,接头处
应有明显标记。)
亲水铝箔在整卷长度范围内应易于展开,展开时无粘结或者撕裂现象。
外观质量以目视进行检测。
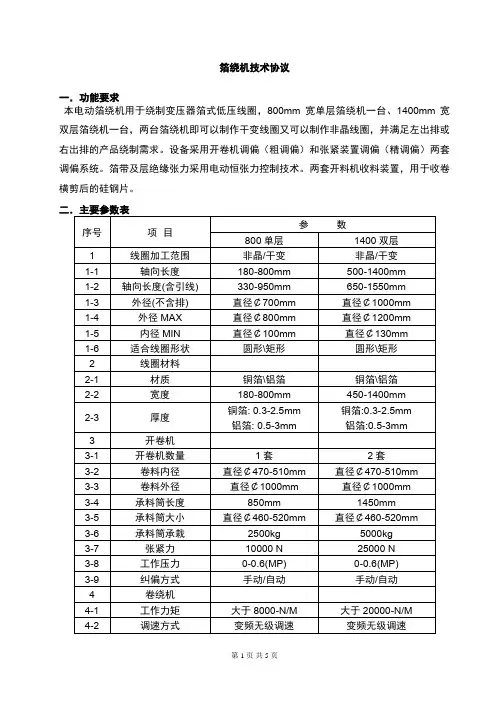
铝箔厚度、宽度、卷内径及卷外径应符合表 1 的规定。
表 1 几何参数
公差(mm)
-0.005~+0.005 尺寸(mm)
0.095~0.115 项目
厚度 备注 第 4 页 共 12 页 技术协议
用千分尺、钢板尺、卷尺等相关量具检验。
铝箔基材的牌号、合金成份应符合表 2 的规定。
表 2 化学成份
铝箔化学成份的分析方法按照 GB/T 6987 或者光谱的规定进行。
非亲水铝箔、亲水铝箔的横、纵向室温力学性能应符合表 3 规定。
表 3 室温力学性能
横、纵向抗拉
强度(MPa)
125~140 厚度(mm)
0.095~0.115 纵向延伸率
A (%) 杯凸值
(mm)
≥5 合金
牌号
1030B 合金
状态
H26 100 ≥12 1030B
<0.20
<0.40
<0.05
0.10~0.35
<0.03
—
<0.02
<0.04
<0.05
<0.15
≥99.3 3102
<1.00
<0.05
0.05~0.35
<0.05
—
<0.10
<0.06
<0.05
<0.15
余量 8011
0.50~0.90
0.60~1.00
<0.10
<0.20
<0.05
<0.05
<0.10
<0.08
<0.05
<0.15
余量 Si
Fe
Cu
Mn
Mg
Cr
Zn
Ti
单个
合计
AL 化 学 成
分
(%)
其它 牌号 ±1.0
0.3p m~0.5p m 表面粗糙度值为厂家亲水铝箔基材粗糙
度值,厂家需进行内部控制,长虹监督。 宽度
表面粗糙度 所有宽度规格 第 5 页 共 12 页 技术协议
3102 H26 125~140 ≥12 ≥5
8011 H24 115~135 ≥15 ≥5.5
铝箔的抗拉强度、延伸率试验参照 GB/T 228 的规定,试样尺寸 150X10
亲水铝箔的杯突试验方法参照 GB/T 4156 的规定,润滑剂采用黄油。
亲水铝箔涂料生产商指定为慧谷。
铝箔在未使用前和 l40℃下烘烤 10min 后,涂层无异味
沿铝箔宽度方向靠左边缘1 0cm处、中、靠右边缘l0cm处各取l片试样,尺寸5×5cm2。铝
箔未使用前,以嗅觉检测涂层气味;然后将其放入烘箱, l40℃下烘10min,冷却后分别以嗅觉
检测其气味。比试验前气味更重时为不合格。
铝箔卷两端面无明显色差,同一批次铝箔无明显色差。
以目视进行检测。
涂膜单面总厚度: 0.81p m~1.41p m;亲水层单面厚度: 0.14p m~0.27p m;
涂层厚度采用高温剥离法。
仪器与材料:箱式电炉(马弗炉),分析天平(万分之一),秒表。 第 6 页 共 12 页 技术协议
测试方法:取标准试样一块,在105℃恒温烘箱中烘5min,冷却后称重W1。将试样置于已
升温至550℃的箱式电炉中, 30min后取出冷却后,将涂膜层去掉称量W2。
计算:单面涂层厚度以下式计算:
H = (W1-W2)×104/ (2×面积×G)
式中:
H-单面的涂层厚度,单位:微米(μm);
W1-涂层腐蚀前的铝箔分量,单位:克(g);
W2-涂层腐蚀后的铝箔分量,单位: 克(g);
G — 涂层密度,通常按照1.1g/cm3计算。
计算结果的修约:计算结果保留至小数点后二位,按照4舍6入5成双的数字修约规则。
杯突试验(压深5 mm):无脱层;
T弯试验(将涂层铝箔夹2倍厚铝箔弯曲180°压平),用指甲轻刮折弯部位:无脱层;
GB/T 9286漆膜的划格试验:涂膜无剥落。
杯突法:用杯突试验机冲压深5 mm,观察突起处或者裂口处涂层无脱层,试验方法参照GB/T 4156规定。
弯曲法:将涂层铝箔夹2倍厚铝箔弯曲180°压平,用指甲轻刮折弯部位无脱层。
网格剥离法:,使用涂膜划格器在涂层上以1mm间隔垂直划出横条、竖条各11条,制取100
个网纹眼,划条深以切穿膜层为准;用手指用力压下涤纶胶带于网纹眼上,接着用力向后拉,
使胶带从涂层表面剥离,目测涂层有无剥落,应100%确认无剥落,即为0级。
亲水铝箔亲水性应符合表 4 要求。
表 4 亲水性要求
初期亲水性
连续亲水性 项目
接 触 角
脱脂后接触角
干湿循环 指标
≤100
≤150
≤200