PLC步进顺控实例
- 格式:ppt
- 大小:550.00 KB
- 文档页数:50
【PLC步进顺控编程“停止程序”设计】PLC步进驱动器程序顺序控制又称步进控制控制设计法,就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间顺序,在生产过程中各个执行机构自动地有次序地进行操作。
顺序控制的动作流程图也称为状态流程图,三菱FX系列PLC进入初始状态一般用M8002常开点作为转移条件,中间有单流程、多流程顺序控制,规律较强,易于掌握。
程序的停止,要求不同,解决方法也不相同,设计不正确,将无法达到控制要求。
本文以实例验证步进编程中四种停止。
有两盏指示灯,按下启动按扭1SB(X1)第一盏指示灯亮,10S后第二盏只是灯亮,10S后全部熄灭,再过10S开始循环。
控制要求:1、再次按下1SB(X1),两盏灯全部熄灭。
2、循环5次指示灯全部熄灭。
3、按下停止按扭2SB(X2),当前工作周期结束后停止,指示灯全部熄灭。
4、按下停止2SB(X2)按扭指示灯全部熄灭,松开按扭继续循环。
一、解决控制要求1:状态流程图1和梯形图2图1中M8002初始脉冲继电器,PLC运行时接通一个扫描周期,M8002常开触点闭和,进入初始步,等待发出控制指令。
图2是状态流程图1所对应的梯形图。
图中0~9步,按下1SB,X1(上升沿脉冲触点)接通一次,M0接通一个扫描周期,M0的常开点与M1的常闭点形成接通状态,所以M1得电。
程序运行在下个周期,M1的常开点与M0的常闭点形成接通状态,M1形成自保状态。
再次按下1SB,M0接通一次,形成一个扫描周期的接通脉冲,M1失电并保持失电状态。
这是一个典型的单按扭起停应用电路。
9~16步,ZRST S20 S22是当M1闭合时,对程序S20~S22程序段进行组复位同时用SET S0进入处始步,等待下次发出运行指令。
二、解决控制要求2:状态流程图3、梯形图4状态流程图3中省略部分为图1中S21步。
状态流程图3省落部分为图1中S21步;4为图3所对应的梯形图,图4中省略部分为图2中20~38步;44~48步为循环次数和计数器复位,必须放在步近接点以外,否则启动时第一次能循环5次,再次启动,程序循环一次将停止。
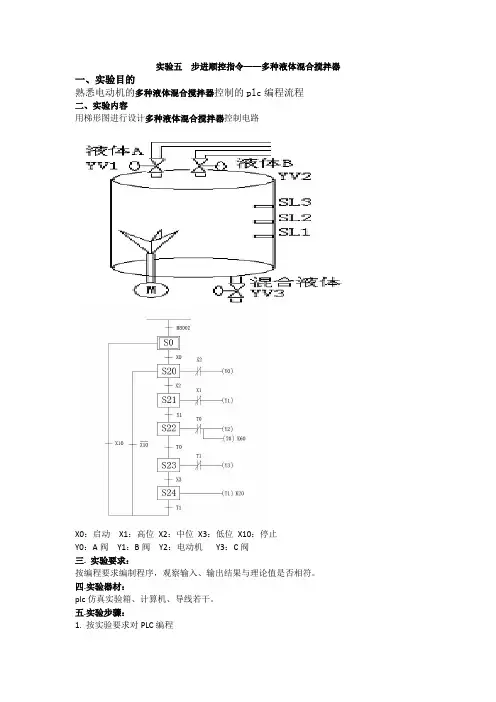
实验五步进顺控指令——多种液体混合搅拌器一、实验目的
熟悉电动机的多种液体混合搅拌器控制的plc编程流程
二、实验内容
用梯形图进行设计多种液体混合搅拌器控制电路
X0:启动X1:高位X2:中位X3:低位X10:停止
Y0:A阀Y1:B阀Y2:电动机Y3:C阀
三. 实验要求:
按编程要求编制程序,观察输入、输出结果与理论值是否相符。
四.实验器材:
plc仿真实验箱、计算机、导线若干。
五.实验步骤:
1. 按实验要求对PLC编程
2. 按实验要求对可编程仿真实验箱接线如下(其他接线已接好)
3. PLC写入;监控全画面
六. 实验结论
1)通过实验仿真记录我们发现实验结果与理论值一致。
(1)初始状态,容器是空的,电磁阀Y0、Y1、Y3和搅拌机均为OFF,液面传感器L1、L2、L3 均为OFF;
(2)按下启动按钮后,电磁阀Y0 闭合(Y1=ON),开始注入液体A,到液面高度L2(L2=ON)时,停止注入 A 液体(Y0=OFF),同时开启电磁阀Y1(Y1=ON),注入液体B,当液面升至L1(L1=ON)时,停止注入B 液体(Y1=OFF),同时开启搅拌机,6S 后搅拌机停止,电磁阀Y3 动作(Y3=ON),开始放出混合液体,当液体高度降至L3(L3=OFF) 后,再经2S 液体停止放出(Y3=OFF)。
(3)按下停止按钮X10,当前操作完毕后,系统停止在初始状态。
2)本实验达到预期目的,能基本掌握PLC的编程及方法,亲身感受到可编程仿真实验的实验步骤及相关安全要求。
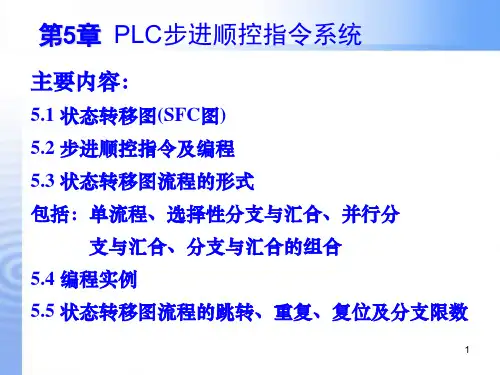
三、步进顺控指令及其编程PLC除基本指令外,还有两条功能很强的步进顺控指令,简称步进指令。
采用步进指令编程,方法简单,规律性较强,初学者较容易掌握,利用步进指令可以编写出较复杂的控制程序。
对有一定基础的操作人员来说,采用步进指令编程可大大提高工作效率,并给调试、修改程序带来很大的方便。
下面以FX系列为例,主要介绍步进指令的功能和编程方法。
(一)顺序控制及状态流程图根据状态流程图,采用步进指令可对较复杂的顺序控制进行编程。
为了能较好地掌握步进指令并能灵活应用,应对顺序控制和状态流程图的概念有所了解。
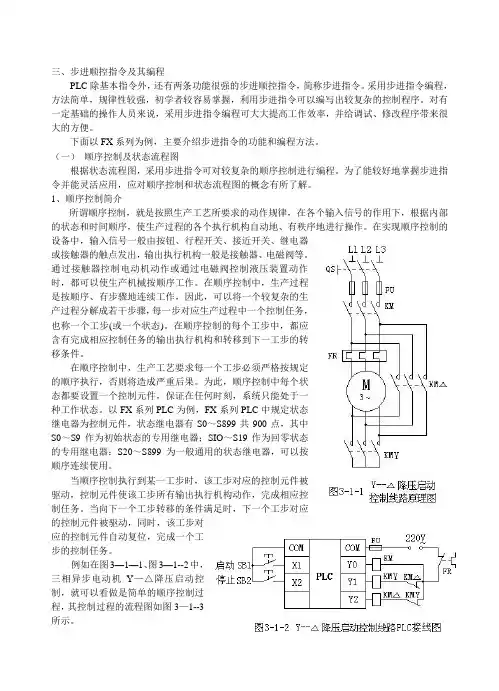
1、顺序控制简介所谓顺序控制,就是按照生产工艺所要求的动作规律,在各个输入信号的作用下,根据内部的状态和时间顺序,使生产过程的各个执行机构自动地、有秩序地进行操作。
在实现顺序控制的设备中,输入信号一般由按钮、行程开关、接近开关、继电器或接触器的触点发出,输出执行机构一般是接触器、电磁阀等。
通过接触器控制电动机动作或通过电磁阀控制液压装置动作时,都可以使生产机械按顺序工作。
在顺序控制中,生产过程是按顺序、有步骤地连续工作,因此,可以将一个较复杂的生产过程分解成若干步骤,每一步对应生产过程中一个控制任务,也称一个工步(或一个状态)。
在顺序控制的每个工步中,都应含有完成相应控制任务的输出执行机构和转移到下一工步的转移条件。
在顺序控制中,生产工艺要求每一个工步必须严格按规定的顺序执行,否则将造成严重后果。
为此,顺序控制中每个状态都要设置一个控制元件,保证在任何时刻,系统只能处于一种工作状态。
以FX系列PLC为例,FX系列PLC中规定状态继电器为控制元件,状态继电器有S0~S899共900点,其中S0~S9作为初始状态的专用继电器;SIO~S19作为回零状态的专用继电器;S20~S899为一般通用的状态继电器,可以按顺序连续使用。
当顺序控制执行到某一工步时,该工步对应的控制元件被驱动,控制元件使该工步所有输出执行机构动作,完成相应控制任务。
本次课程主要内容:步进顺控编程举例编程举例单流程举例—钻床动力头控制某冷加工自动线有一个钻孔动力头,加工过程为:(1)动力头在原位,加上启动信号SB后接通电磁阀YV1,动力头快进;(2)动力头碰到限位开关SQ1后,接通电磁阀YV1、YV2,动力头由快进转为工进;(3)动力头碰到限位开关SQ2后,开始延时,时间为20s;(4)当延时时间到,接通电磁阀YV3,动力头快退;(5)动力头碰到限位开关SQ0后停止。
时序图如下。
输入X0:启动按钮SB X1:限位开关SQ0 X2:限位开关SQ1 X3:限位开关SQ2输出Y0:电磁阀YV1Y1:电磁阀YV2Y2:电磁阀YV3选择性分支举例—分拣系统下图是用于分捡小球大球的机械装置。
工作顺序是向下、抓住球、向上、向右、向下、释放、向上、向左至左上点(原点)。
抓球和释放球的时间均为1 秒。
输入X1:左限位X2:下限位X3:上限位X4:释放小球的限位开关X5:释放大球的限位开关X0:系统运行开关输出点Y0:下降Y2:上升Y1:吸球电磁铁Y3:右移Y4:左移Y5:机械臂停在原点的指示灯并行分支举例—人行横道交通灯控制系统交通情况如图所示,东西方向是车道,南北方向是人行道。
正常情况下,车道上有车辆行事,如果有行人要过交通路口,先要按动按钮,等到绿灯亮时,方可通过,此时东西方向车道上红灯亮。
延时一段时间后,南北方向的红灯亮,东西方向的绿灯亮。
输入X0:人行道北按钮X1:人行道南按钮输出Y0:车道红灯Y1:车道黄灯Y2:车道绿灯Y3:人行道红灯Y4:人行道绿灯循环举例—氯碱生产控制系统在氯碱生产中,碱液的蒸发、浓缩过程往往伴有盐的结晶,因此,要采取措施对盐碱进行分离。
分离过程为一个顺序循环工作过程,共分6 个工序,靠进料阀、洗盐阀、化盐阀、升刀阀、母液阀、熟盐水阀6 个电磁阀完成上述过程,各阀的动作如表所示。
当系统启动时,首先进料,5s 后甩料,延时5s 后洗盐,5s 后升刀,在延时5s 后间歇,间歇时间为5s ,之后重复进料、甩料、洗盐、升刀、间歇工序,重复8 次后进行洗盐,20s 后再进料,这样为一个周期。
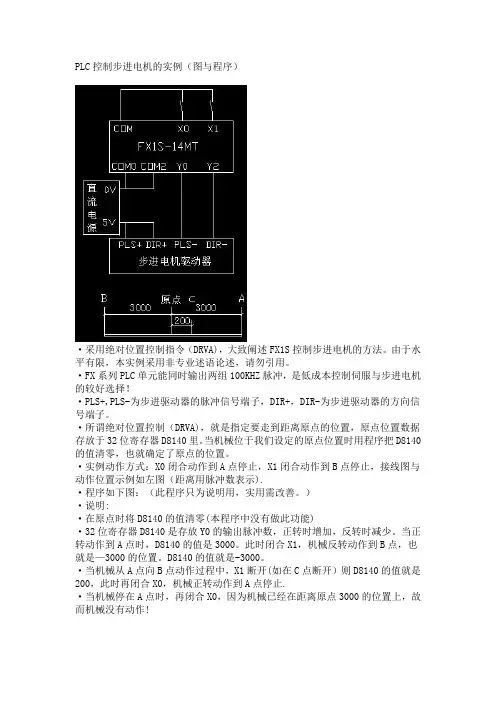
PLC控制步进电机的实例(图与程序)·采用绝对位置控制指令(DRVA),大致阐述FX1S控制步进电机的方法。
由于水平有限,本实例采用非专业述语论述,请勿引用。
·FX系列PLC单元能同时输出两组100KHZ脉冲,是低成本控制伺服与步进电机的较好选择!·PLS+,PLS-为步进驱动器的脉冲信号端子,DIR+,DIR-为步进驱动器的方向信号端子。
·所谓绝对位置控制(DRVA),就是指定要走到距离原点的位置,原点位置数据存放于32位寄存器D8140里。
当机械位于我们设定的原点位置时用程序把D8140的值清零,也就确定了原点的位置。
·实例动作方式:X0闭合动作到A点停止,X1闭合动作到B点停止,接线图与动作位置示例如左图(距离用脉冲数表示).·程序如下图:(此程序只为说明用,实用需改善。
)·说明:·在原点时将D8140的值清零(本程序中没有做此功能)·32位寄存器D8140是存放Y0的输出脉冲数,正转时增加,反转时减少。
当正转动作到A点时,D8140的值是3000。
此时闭合X1,机械反转动作到B点,也就是—3000的位置。
D8140的值就是-3000。
·当机械从A点向B点动作过程中,X1断开(如在C点断开)则D8140的值就是200,此时再闭合X0,机械正转动作到A点停止.·当机械停在A点时,再闭合X0,因为机械已经在距离原点3000的位置上,故而机械没有动作!·把程序中的绝对位置指令(DRVA)换成相对位置指令(DRVI):·当机械在B点时(假设此时D8140的值是-3000)闭合X0,则机械正转3000个脉冲停止,也就是停在了原点。
D8140的值为0·当机械在B点时(假设此时D8140的值是—3000)闭合X1,则机械反转3000个脉冲停止,也就是停在了左边距离B点3000的位置(图中未画出),D8140的值为-6000。
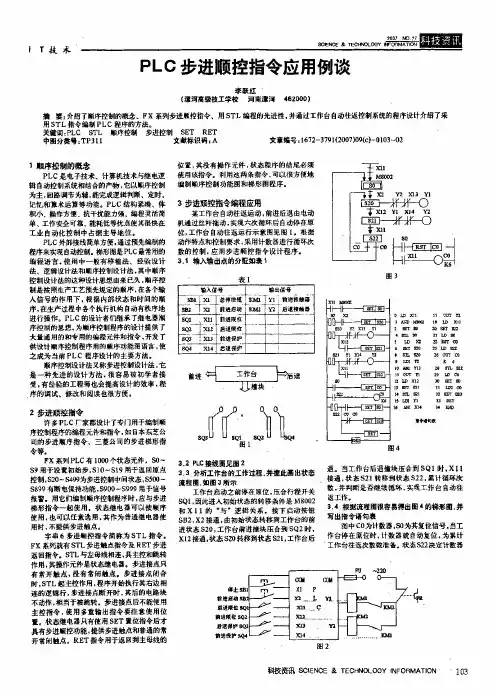
PLC程序的步进顺控设计法发布日期:2013-10-05 来源:艾特贸易网作者:佚名浏览次数:108核心提示:许多PLC的指令系统中都配备了步进类指令,例如,欧姆龙PLC的步定义指令STEP和步启动指令SNXT;三菱PLC的步进梯形指令STL和步进复位指令RET;西门子PLC的顺控继电许多PLC的指令系统中都配备了步进类指令,例如,欧姆龙PLC的步定义指令STEP 和步启动指令SNXT;三菱PLC的步进梯形指令STL和步进复位指令RET;西门子PLC的顺控继电器指令SCR、顺控继电器转换指令SCRT和顺控继电器结束指令SCRE,等等。
所谓步进顺控设计法就是利用步进类指令借鉴类似于顺控图法设计程序,由于使用了专用指令,所以该设计法更加容易掌握,可以方便、快捷地设计出复杂控制程序。
下面以欧姆龙PLC为例简要介绍步进顺控设计法。
欧姆龙CJ1系列PLC的步进类指令主要有步定义指令STEP和步启动指令SNXT,它们用于在大型程序中设置程序段的连接点,特别适合于顺序控制,一般是将大型程序划分为一系列的程序段,每个程序段对应一个工艺过程。
用步指令可以按指定的顺序去执行各个步程序段。
1.步定义指令STEP与步启动指令SNXT使用方法①步启动指令SNXT置于STEP指令之前,它的功能是将控制某一步程序段运行的控制位置“1”,从而使该步程序段运行。
当在SNXT之前已存在某一步程序时,它会将当前步程序的控制位置“0”,终止该步程序执行,转而置下一步程序的控制位为“1”,执行下一步程序。
其梯形图符号如下:操作数区域:W0.00~W511.15注意:操作数不在W区或SNXT用于中断程序中时,错误标志位P_ER置位。
②步定义指令STEP置于SNXT指令之后而在步程序之前,它是定义某一步程序的起点并指定该步程序的控制位。
当它置于步程序结束的最后一个SNXT指令之后时,表示这一系列步程序块终止,此时STEP指令不带任何控制位。
PLC步进顺控指令的应用-1500)this.width=500'>500)this.width=500" border=0>虽然该类的题目见的很多,可是好象讲清楚的并没见到。
就是本人来讲,也是看了很久都无法清楚。
故才下决心搞懂它。
差不多花了一天多时间才明白它的道理,它并不复杂,而且很好画梯形图和编程。
顺控实际是按照生产工艺要求而规定的一定操作顺序而已。
首先要根据生产工艺要求,画出顺序功能图,然后根据功能图再画出梯形图。
500)this.width=500'>500)this.width=500" border=0>上图即为顺序功能图:图中双框S0表示为初始步,单框中的S20、S21、S22、S23依次根据工艺顺序要求而设置的各活动步。
我们来看S0初始步上方垂线上设有M8002其为初始步激活的条件(该步的意思不妨可以理解为自动合上空开?),在S0步与S20步之间有X1、X3,它说明只有符合这二条件要求后,步才能从S0步转移到S20步,而当S20步处于活动状态时Y002、T0处于动作状态。
而S20步与S21步之间的T0,它受时间控制,只要时间一到,S21步被激活投入,使Y001处于工作,同时S20步则处于关闭(其控制的Y002、T0则停止)以下各步中的X2、T1、X1含意均同(均为转换条件),但要注意下一步被激活,其相应控制元件则动作,意味着上一步被停止。
而各步之间均插入了X4其箭头均指向初始步S0,即恢复处于初始状态,X4在这地方的作用是急停。
而步S23下的X1条件一符合,可转入步S20,即处于循环状态。
根据顺序功能图就可很方便地将它转换成梯形图。
梯形图如上图所示,其工作过程如下:第一梯级中的0、LD M8002:M8002为特殊辅助继电器的常开触点,其作用仅在PLC通电瞬间接通。
1、SET S0:SET为置位指令,功能是驱动线圈,并使其具有自保功能。