(一)工 程 制 图 与 公 差
- 格式:ppt
- 大小:260.50 KB
- 文档页数:14

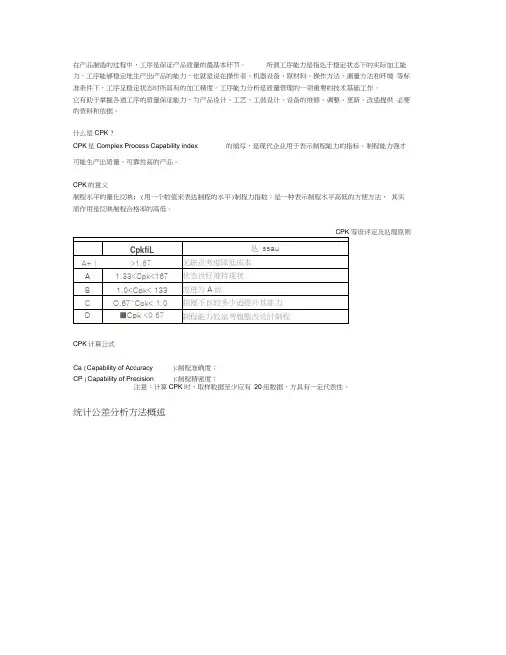
在产品制造的过程中,工序是保证产品质量的最基本环节。
所谓工序能力是指处于稳定状态下的实际加工能力,工序能够稳定地生产岀产品的能力,也就是说在操作者、机器设备、原材料、操作方法、测量方法和环境等标准条件下,工序呈稳定状态时所具有的加工精度。
工序能力分析是质量管理的一项重要的技术基础工作。
它有助于掌握各道工序的质量保证能力,为产品设计、工艺、工装设计、设备的维修、调整、更新、改造提供必要的资料和依据。
什么是CPK ?CPK是Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标。
制程能力强才可能生产岀质量、可靠性高的产品。
CPK的意义制程水平的量化反映;(用一个数值来表达制程的水平)制程力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
等级评定及处理原则CPK计算公式Ca (Capability of Accuracy CP (Capability of Precision ):制程准确度;):制程精密度;注意:计算CPK时,取样数据至少应有20组数据,方具有一定代表性。
统计公差分析方法概述公差计算基础•讯西格玛-标准方差)是表示中心值(平均值》中的误差大小的值“如何袁示中七值卩的误差大小°* 〔苕一u )― 偏曇 • 偏萼的总和一0・溟羞值金棉to 加■* *将他羞的半方半均化-分融*分散的平方根f 杯卅方叢:方差 :*= -^(x —M)2标准方差a =朴准方査小=谋童咖 标寒右菱大 二说豪大工程能力(Cp 、Cpk )ENERGY FOR YOUR INNOVATION*工程能力(Cp. Cpk }是京一定的规格限度(公井范圈)内牛”产产品的能力"(IjCp农朋公基带幅度与实和误签幅度<60 ) Z 问的比值°UTL-LTL6a辱石时n .、:€屮丄蓝了宜;* S!阪":”自卡一骑.t-Frfi/②CpkLfTL :生韭上绘直LTL : ^ATftCtlff ;尺寸逞■的》1冷方・足在5中増加了公);冲心与虫测数探屮均上间的偏离的数仏 工咋澤 平均UCpk= _(UTL^rU-21p-TlT 4t»K*<>fSl [ .LTTL-LTO.1 11LTL 塞邙ua 寺于案拟華脚卷曲弓仝士就料cm h 崔承甘f n^j齢 竜O )的Str 桶的直十-J-Jljttff 廿布纶豪申心1t 1 吿■ 1〉i :i BE®均的itKO (西格玛•标准方差)ENERGY FOR YOUR INNOVAHON阳王的平方Cp=1 (3a)的状态FNERGV FOR YOUR INNOV/UION设置Cp=1<3a )g 指处带带(规格押麼)=6a-公羞带之外的数值产生的Mr=o, 3% f 在设计时•根抓娶主抽应设曹工程能冉利废劭率公差与误差-江总公痊勺雌的不同-公差・杲咅仮产協之前祓胃的何 *是为f 粉件户品特性的设计方法-柞为世计可介许的尺寸世胃通过丁算进行的公差il 算中的注总点•实际产品有时未必与正态分布一政“ 斗婴注意以舍差计律出的结泉未必口川 一致.2T :^T)=6tJT T (单边的公差)=30p ■u和±a 60^32%±2a9&%±3tr 99 7% 広3朋±4c99.994%0.005^Cp =UTL-LTL 60ENERGY FOR YOUR INNOVATION-谋差•制竜的第舉・制蟲出来后.根抿崟测数据计弊出来的值临差值计算的讪提是分布的平购值要位于公差幅度的中心. 斗实际井IL如此.f平均值的fll离二H.' | 一糙配.-公养分析的计算方法-右也中方法。