跳屑原因及对策
- 格式:ppt
- 大小:2.67 MB
- 文档页数:15

防跳屑标准修模方法
防跳屑标准修模方法是一种用于防止塑料注塑过程中出现跳屑现象的修模方法。
跳屑是指在注塑过程中,塑料熔融状态下的气体或其他杂质在注入模具时被挤压出来,导致模具表面出现小凹坑或小孔洞,从而影响制品的质量。
针对跳屑问题,我们可以采用以下的防跳屑标准修模方法:
1. 检查模具表面和排气系统是否存在缺陷,如划痕、裂纹、边角等,及时进行修补或更换。
2. 优化模具的结构设计,增加排气道,使气体和杂质更容易排出。
3. 在注塑过程中,控制注射速度和压力,防止塑料在注入模具时过快或过强,导致气体和杂质被挤压出来。
4. 选择适当的塑料材料,避免使用过老或过陈的塑料,以及含有过多杂质的材料。
5. 定期对模具进行清洁和维护,保持模具表面的光洁度和平整度。
以上是防跳屑标准修模方法的基本步骤,通过细致的检查和有效的修模措施,可以有效地避免跳屑现象的发生,提高制品的质量和生产效率。
- 1 -。
[冲模技术]级进冲裁中跳屑现象的原因与解决方法关键字:级进冲裁|跳屑摘要:对连接器端子类零件在级进冲裁中的跳屑现象进行了研究,对其产生的原因进行了分析,讨论了其对生产造成的不良影响,并总结出空气吸引、倒锥度、设计提料装置、下模披覆、改变废料轮廓、选用适当的冲载间隙、凹模选用适当的落料斜度、增加误差检测凹模选用适当的落料斜度等8种解决方法。
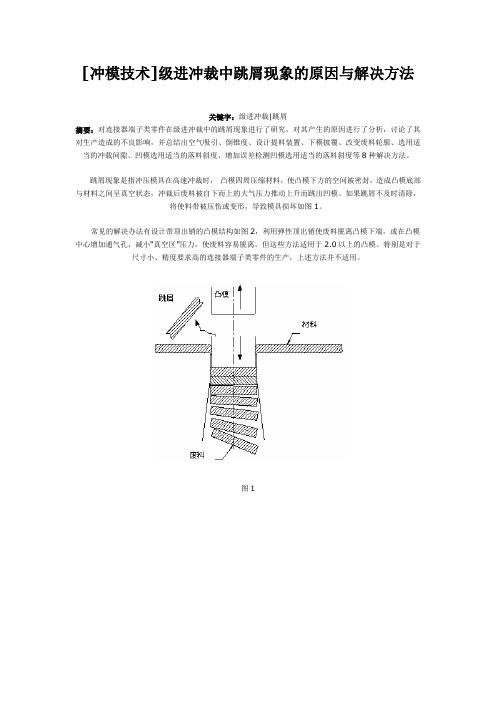
跳屑现象是指冲压模具在高速冲裁时,凸模四周压缩材料,使凸模下方的空间被密封,造成凸模底部与材料之间呈真空状态,冲裁后废料被自下而上的大气压力推动上升而跳出凹模。
如果跳屑不及时清除,将使料带被压伤或变形,导致模具损坏如图1。
常见的解决办法有设计带顶出销的凸模结构如图2,利用弹性顶出销使废料脱离凸模下端,或在凸模中心增加通气孔,减小“真空区”压力,使废料容易脱离。
但这些方法适用于2.0以上的凸模。
特别是对于尺寸小、精度要求高的连接器端子类零件的生产,上述方法并不适用。
图1图2由于该类产品都是以厚度很薄的精密带状板料为被加工材料,采用精密多工位级进模和高速冲床(500<SPM)及配套设施进行大批量生产。
一旦出现跳屑将造成下列不良影响:< p="" />(1)料带被压伤、端子变形等外观不良的质量问题如图3。
图3(2)料带呈扇形如图3,导致凸模或凹模的刃口磨损加剧甚至出现崩裂。
1 跳屑的原因分析(1)冲裁的形状过于简单。
在设计冲裁的外形时,如果废料的形状过于简单呈水平或垂直连接,例如图4中的“1”字形废料外形,就不易被凹模咬住,造成跳屑。
图4(2)冲裁间隙不合理。
当冲裁间隙过大或不均匀时,随着冲裁结束后出现的弹性回复,冲下的废料沿实体方向收缩,使冲下的废料外形尺寸小于凹模的尺寸,这样废料对凹模的咬合力也就较小,废料就容易从凹模中跳出。
(3)切削油选用及用量不合理。
一般根据材质的不同选用不同的切削油。
例如预镀材和磷青铜就要使用不同粘度的切削油。
钣金加工厂的模具跳废料解决方法-五金百科-诚瑞丰科技钣金加工厂的朋友,在生产过程中或多或少会遇到各种小问题,模具跳废料就是其中之一,根据诚瑞丰25年的钣金加工经验,废屑跳出的常见原因有以下几种。
(1)冲头本身振动的原因众所周知,冲头在冲压过程中会产生相对较强的振动。
当冲头的振动和旋转相同时,将发生共振,并且下模中的废料将容易增加。
因此,在冲压过程中应为冲床采取合理的减震措施。
(2)冲压模具材料的原因当冲压模具材料的刚度不足时,会在冲压过程中引起模具的振动,出现废料跳起的现象。
因此,当冲压模的刚性不足时,可以在下模的下方添加背板。
(3)冲压油的原因在冲压过程中使用冲压油会导致油膜附着在废物上。
当油膜太厚时,油膜具有一定程度的弹性,也会导致废料跳起来。
因此,在冲压过程中必须合理使用冲压油,并且必须选择适当的粘度。
(4)上模进入下模的深度太浅当上模进入下模的深度太浅时,废料也容易跳起来。
但是,如何进入太深会影响模具的使用寿命。
因此,上模具进入下模具的深度必须基于待加工产品的厚度在适当的范围内选择。
(5)上模带有磁性在强力的作用下,上模将被磁化到一定程度,从而变成磁性。
这种磁力会导致废料跳起来。
因此,如果废料跳起,上模应消磁。
(6)模具间隙的不对称当上模具和下模具对准时,间隙是不对称的,这使得在冲压过程中废料周围的横截面不一致,从而导致在整个废料上的力不均匀并且使废料跳上。
因此,设置切刀时,打孔间隙要对称。
(7)刀口出现磨损在冲压过程中,刀刃被磨损,模具刀刃产生倒锥,这也将导致废料跳起。
因此,在模具磨损时,刀刃应及时变尖。
(8)钣金加工厂的模具设计问题在模具设计的开始,考虑还不够全面,导致模具设计不合理。


影响冷冲压模具跳屑因素分析沖压模具行业,在实际生产中经常会出现跳屑现象,给现场调试生产带来很大麻烦。
本文主要从力学方面分析调屑根本原因,与实际生产结合,寻找了一套解决此问题的思路方法。
标签:冲压模;跳屑;力学;思路方法1 引言冲压模具经常会出现跳屑问题,此问题经常导致冲压件外观不良,导致模具很难量产,大大降低了生产效率2 跳屑概念高速生产中的模具,冲裁完成后,模具开模时冲头把本留在刀口的废料冲带到模面叫跳屑。
废屑将会把产品压伤,严重导致外观不良。
3 从力学分析跳屑根本原因分析冲头把废料带到模面,从力学上分析是,冲头的开模时冲头对废料吸附力大于下模刀口对废料摩擦力。
解决跳屑本质思维方法主要从降低冲头对废料的吸附力,加大刀口对废料摩擦力两方面入手。
4 改善跳屑措施从上述原因得知:改善跳屑主要思路是从降低冲头对废料吸力,加大刀口对废料的摩擦力两方面入手,现就从这两方面来探讨跳屑的改善措施。
4.1 如何从降低冲头废料的吸力改善跳屑(1)一般在连续模中,冲头用SKH-9,SKH-51,SKD-11材质,这些材质都有磁性再加上在研磨过程中磨床磁台传递冲头磁性,而我们的冲压材料也有磁性,所以降低冲头的磁性可以降低冲头对废料的吸附力,从而改善跳屑。
所以在模具组试中,一定要养成对零件模板进行退磁处理的习惯。
(2)在冲裁时,我们都会用到冲压油,但如果冲压油过多,或者粘度过高都会加大冲头对废料的吸力,从而导致跳屑。
所以合理的冲压油可以降低冲头对废料的吸力,从而改善跳屑。
比如AL料很容易跳屑,市场上为其定制了专业的冲压油。
一些工厂还自己拿煤油跟酒精调制适合粘度的冲压油改善跳屑。
(3)适当的加长冲头长度,冲头里加顶针(顶针只适用于厚料),加大冲头上升过程中的阻力从而降低冲头对废料的吸力。
(4)废料与废料和刀口之间形成密闭空间,相当真空,而冲头上升过程中,冲头吸力破坏这种真空,产生负压,使冲头的吸力大于刀口对废料的摩擦力(相当注射器原理一样),要减少这种吸力,须先破坏这种废料与废料及刀口真空。

如何預防跳屑﹑堵屑在產品類別日益增多的情況下,為了滿足客戶對產品的大量需求,衝壓加工逐步的向高速化生產發展,在日常的工作中由於人,地,物料,沖床,模具,管理等的種種差異與變化,衍生出許多技術障礙,模具在大量生產中的跳屑和堵屑便是其中一例.隨著衝壓團隊經驗的不斷累積,對較易發生跳屑和堵屑的變因已基本掌握並加以控制,以下是針對模具在生產中發生跳屑和堵屑的原因及改善的措施,希望藉此機會與同行共同探討衝壓加工的特性,使既有的技術得到擴展.什麼是跳屑?由於衝壓模具在高速衝切時,衝頭沖入材料, 衝頭四周壓縮材料,而衝頭引起跳屑的主要原因:b.衝切間隙不當:衝切間隙過大或不均時,沖頭對材料沖切力較小.沖下的廢料外形尺寸比模仁小.這樣廢料對模仁的咬合力也就較小.所以廢料就易從下模模仁中跳出.c.切削油選用及用量:切削油選用:一般根據材質的不同选用不同的切削油.例如預鍍材和磷青銅就要使用不同粘度的切削油.在生產時跳屑嚴重的話一般只把切削油加在材料的下表面,以防止廢料被下料沖子粘住.切削油的用量: 切削油的用量與衝切速度有很大的關係.SPM<400時每隔4秒一滴400<SPM<700時每隔3秒一滴SPM>700時每隔2秒一滴d.衝切速度过高易造成跳屑.e.下料沖子及下料刀口过於鋒利,廢料的切斷面光亮帶多而毛刺很少,與入塊之間的磨擦力过小,易被下料沖子吸附出入塊造成跳屑.f.下料沖子研磨后總長度过短造成衝切深度过淺,廢料接近下料入塊的上表面,極易被下料沖子吸附出入塊造成跳屑.g.因下料入塊在設計時是做成有落料斜度的,經常研磨后高度过低間隙變大造成跳屑.異h.異物附在銅材上被帶進入模具.i.材質越硬越容易產生跳屑.j.因振動而使模仁內原本粘在一起的廢料分散產生跳屑.下料沖子與下料入塊的間隙5%以下時: 可以增加切斷面,而切斷面與模仁之間的接觸面積也可以增大.下料沖子外形有小於2倍料厚的弧度.并且是凹角的話. 可以得到較長的切斷面.下料沖子與下料入塊的間隙為5%以上時:大部分的材料沖切出來的尺寸會比下料入塊外形尺寸小.所以可以推定其和模仁的咬合力會較小.i. 下料入塊選用適當的落料斜度:用光學磨床研磨的分割式入塊落料斜度為0.1°用線割的整體式入塊落料斜度為0.5°(如圖10)k.增設跳屑檢知:在下模板(D05A)上加裝檢知器.若發生跳屑,機台則會馬上停機.避免造成擠料.崩沖子等情況的發生.什麼是堵屑?模具在高速運動中,被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.堵屑造成的影響:由於模具在高速運動,所以一旦堵屑就會發生擠料,沖頭崩斷下模入塊崩裂.堵屑對模具的損害很大.引起堵屑的主要原因:a.切削油用量過大造成被沖切下來的廢料附著在模仁側壁而產生屑料堵塞.b.下模落料框口尺寸過小或錯位使廢料不能順暢落下.(如圖12.13)以上改善的措施僅僅是很少的一部份,還有更多更加新穎的方法來等待我們去發掘.這就要求我們不能默守陳規,只有突破才能發展.愿以上談到的一些經驗能和同行們一起分享.審閱:。
产品有压伤怎么办如是跳屎,料带有批锋出来的小屎压伤,那要考虑间隙的问题.如是成形的压伤要考虑成形公的圆弧以及成形公的间隙.检查下原材料上边是不是有废料,因为我们公司以前也出现过这样的问题,就是原材料上有编织带的废屑。
还有间隙的文题。
1,凹凸模刃口有损坏.2,凹凸模间隙不合理.3,加风枪.将冲公做成V型压伤是冲压生产的常见问题,一般压伤的原因有以下几种1.跳屑2.下料刀口与冲子间隙不对,产生下料粉屑3.接刀处设计不合理,易生粉屑4.原材料质量生产中加吹气治标不治本,关键还是要找准原因,彻底解决最好的办法就是考虑怎么保证冲裁间隙,其他都是假的!可以把冲头磨成V形.分级冲压.不过如果是折弯的话可以做成滚轴来成形!建议:1:首先检查模具的稳定性,检查是不是结构的问题;2:检查零部件的装配是否出现问题,检查各个环节的装配技术参数要求;3:再检查排废的合理性.4:确认了真正的原因后再修改和防止问题的发生.是不是脱料板的间隙大,冲头有摆动,造成时好时坏的现象,间隙不正时,会产生披锋,披锋掉下时,会压伤产品,吹是不能解决问题的.再就是原材料的问题.间隙过小也不行,凸模磨损后有没有全磨出来也不行,都会有这种现象一般工模剪口的好坏与材料硬度和上公下模间隙及加工精度(光洁度)都有密切的关系.而产品生产中出现压伤多数和剪口上带有的金属硫台有直接关系.其次上面各位楼主谈的几方面原因.可以从工模剪口着手解决,提高线割加工精度.有条件的话线割加工完后再进行研磨抛光处理.保证剪囗(上公下模)间的光洁度(减小两者间的摩擦力)消除金属硫台出现.有一个问题不知道大家注意了没有,压伤象小虫子,有很大的可能是间隙太小,二次剪切造成的,材料1.2毫米厚,应该很容易观察到材料的剪段面的分布状况,就可一判断是不是间隙的问题了,如果是的话可以把间隙加大到8-10%.还有可能是冲头冲切磨损出现台阶,将磨损变小的部分全部修掉就可以了.就这样吧,希望对你有帮助.哦,模具零件的褪磁也很重要!請檢查一下剪口鑲件和公的材料,改為硬質合金鋼(如鎢鋼),肯定有明顯的改善! 我认为关键还是模具的间隙和刀口的磨损产生的。
冲压模具跳废料的原因分析,冲压模具跳料怎么修时间冲头把多余的废料切除,跳废料就是废料往上跳,跳到下模板上,或者跳到其他地方,总之就是废料从刀口那里跳出来了。
然后可能因为修模人员、设计人员、或产线人员的原因,导致本来已经切除的某些废料又从下模刀口处跳出来了,想想这是多么危险的一件事情。
有可能就造成人身的安全受到威胁,想想是一件多么危险的事情啊。
那么下面我们就来分析下冲压模具引起跳废料的原因,以及防御方法。
1、冲切废料或落料件外形的影响,外形过于简单、重量太轻,就很容易被冲头带上来;2、磁力原因,冲头、或者刀口有磁性,本身就有磁性、因为研磨、冲击改变而带来的磁性等,都很容易把废料吸附上来,特别是与铁有关的材料,如马口铁、SECC、SGCC等,打这些材料的模具零件一定要注意退磁,否则模具就老是跳屑,老是需要人过去修模,这是多么烦心的一件事情;3、冲裁间隙的影响,间隙小或者间隙大都可能会使毛刺随着冲头返回模具表面,加工精度不够,加工误差的影响等。
4、冲裁速度的影响,速度过快有可能会造成冲头与刀口内壁还有废料形成一个活塞,从而造成真空吸附的现象,即冲头把废料从下模刀口里面吸出来。
这样你可以让设计在冲头中间挖个小孔,垫板上也要搞相应的槽,让空气流通就不会造成真空吸附了。
或者把冲头的刃口搞成不一个平面,不是一个平面吸附的可能性就会小些,具体的如图:5、切削油的选用与用量不当,油加多了,或者加的油太黏了,废料吸附在冲头上面掉不下去,导致跳屑;6、凹凸模刃口的锋利程度,太锋利,光亮带多而毛刺少,与刃口凹模避的摩擦力小,容易被冲头吸附;当然这种情况你只能想别的办法来修模具了,不可能把从刀口冲头上下手吧。
7、冲头长度影响,一般我们说冲孔的“冲头”长度等于:夹板的厚度+止挡板的厚度+脱料板的厚度+料厚+(1~2)两毫米,只要符合这个长度就可以了,但是如果太长,料还没压住冲头就开始冲了,容易造成冲头刀口磨损。
8、下模刀口的原因,因为下模刀口一般都是有斜度或者段差的,一般斜度是在3~5°,根据实际需要、模具强度综合考虑。