工艺节拍的概念和计算方法
- 格式:doc
- 大小:17.42 KB
- 文档页数:1

生产运营主要数据的计算方法一、生产周期:生产周期是指从原材料投入生产的时候起,到成品完工的时候为止,其间经历的全部日历时间。
机械产品的生产周期通常包括毛坯制造、机械加工、部件装置和总装配等工艺阶段经历的时间,以及各工艺阶段之间的停顿时间之和。
1、生产时间:计划期有效工作时间=计划期制度工作时间×时间利用系数=F×K;计划期制度工作时间(分钟)=(365天-法定节假日天数-休假天数)×8小时×生产班次×60分钟;2、产品均衡生产批量=每月最大生产批量×0.8(系数);3、顺序移动生产;4、平行移动生产:tmax 最长的单件工序时间5、平行顺序移动生产:二、生产节拍:节拍就是流水线上前后出产两件相同产品之间的时间间隔。
节拍是一种期量标准,是流水线设计的重要参数,它决定了流水线的生产能力,以及生产的速度和效率。
(1)计算流水线的节拍:流水线的平均节拍可按下式计算:r =Te/N =Toβ/Nr——流水线的平均节拍N ——计划期制品的产量Te——计划期流水线的有效工作时间To ——计划期流水线的制度工作时间β——工作时间有效利用系数;(2)进行工序同期化:进行工序同期化时,先要粗算一下各工序的设备负荷,凡工序时间大于节拍或大于(n×r)的(r是节拍,n是整数),都要采取措施以压缩这些工序的工序时间。
(3)确定各工序的工作地数(设备数量),计算设备的负荷率。
设备负荷率决定了流水线工作的连续程度。
一般当负荷率低于75%时,宜组织间断流水线。
如果线上大多数工序的工时定额均超过流水线的平均节拍,可以采用两条流水线。
1、生产节拍(R)=计划期有效工作时间(分钟)/计划期产品产量(件)=T/Q;2、生产节奏(Rg)=生产节拍×产品批量=R×N;三、生产能力:1、生产能力=(月/季/年)有效工作时间/单位产品生产周期(日/小时/分钟)×(单位产品生产周期/生产节拍);2、设备生产能力=设备年有效工作时间÷单位产品台时定额;设备有效工作时间=全年工作日数×每天工作小时数×(1-设备停修率);四、生产同期化:生产同期化就是根据流水线节拍的要求,采取各种技术、组织的措施,来调整各工作地的单件作业时间,使它们等于节拍或节拍的整数倍。
异节奏,等节奏:用公式T=(M+N-1)*K+工艺间歇+组织间歇-提前插入M为流水段,N为流水施工过程或专业工作队数,K为流水节拍无节奏:用累加数列相减取大差法。
等节奏流水施工等节奏流水也称为全等节拍流水,是最理想的组织流水方式。
2.1 基本概念在组织流水施工时,如果各个施工过程在各个施工段上的流水节拍都彼此相等,此时流水步距也等于流水节拍。
这种流水施工组织方式,称为固定节拍流水(亦称全等节拍流水或等节拍专业流水)。
2.2 基本特点(1)所有流水节拍都彼此相等(2)所有流水步距都彼此相等,而且等于流水节拍。
(3)每个专业工作队都能够连续作业,施工段没有间歇时间。
(4)专业工作队数目等于施工过程数目。
组织这种流水,首要的前提是使各施工段的工程量基本相等;其次,要先确定主导施工过程的流水节拍;第三,使其他施工过程的流水节拍与主导施工过程的流水节拍相等,做到这一点的办法主要是调节各专业队的人数。
2.3 房屋建筑工程等节奏流水施工在多层建筑施工中,使施工段数与专业队数相等最为理想(即M=N/),这样可以使得专业队的工作连续,工作面也充分利用。
如果M>N/,虽可使专业队的工作连续,但工作面有停歇,故效果稍差。
如果M<N/,则造成专业队窝工,这是组织流水作业不能允许的。
没有技术间歇和插入时间的情况下,等节奏流水的流水步距与流水节拍在时间上相等。
工期的计算公式是:Tp=(M+N/-1)K-∑C+∑Z (需记忆并会用)Tp——计划工期;M——施工段数;N/——工作队数;K——流水步距;∑C——插入时间之和;∑Z——间歇时间之和。
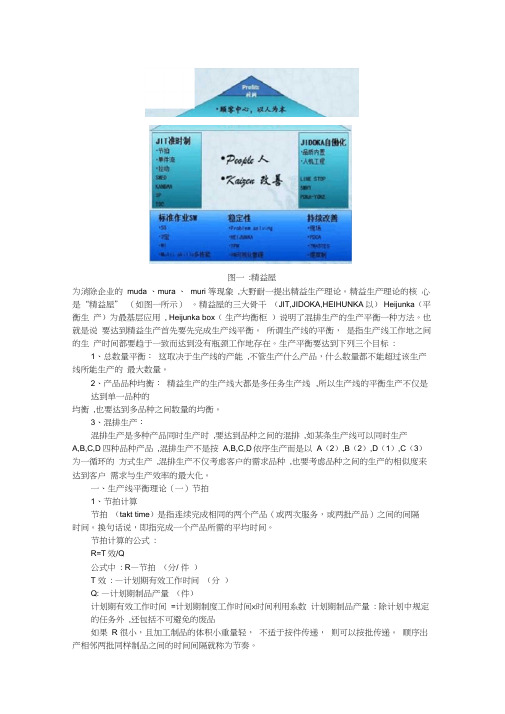
图一:精益屋为消除企业的muda 、mura 、muri 等现象,大野耐一提出精益生产理论。
精益生产理论的核心是“精益屋” (如图一所示)。
精益屋的三大骨干(JIT,JIDOKA,HEIHUNKA以) Heijunka(平衡生产)为最基层应用, Heijunka box(生产均衡柜)说明了混排生产的生产平衡一种方法。
也就是说要达到精益生产首先要先完成生产线平衡。
所谓生产线的平衡,是指生产线工作地之间的生产时间都要趋于一致而达到没有瓶颈工作地存在。
生产平衡要达到下列三个目标:1、总数量平衡:这取决于生产线的产能,不管生产什么产品,什么数量都不能超过该生产线所能生产的最大数量。
2、产品品种均衡:精益生产的生产线大都是多任务生产线,所以生产线的平衡生产不仅是达到单一品种的均衡,也要达到多品种之间数量的均衡。
3、混排生产:混排生产是多种产品同时生产时,要达到品种之间的混排,如某条生产线可以同时生产A,B,C,D四种品种产品,混排生产不是按A,B,C,D依序生产而是以A(2),B(2),D(1),C(3)为一循环的方式生产,混排生产不仅考虑客户的需求品种,也要考虑品种之间的生产的相似度来达到客户需求与生产效率的最大化。
一、生产线平衡理论(一)节拍1、节拍计算节拍(takt time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。
换句话说,即指完成一个产品所需的平均时间。
节拍计算的公式:R=T效/Q公式中: R—节拍(分/ 件)T 效: —计划期有效工作时间(分)Q: —计划期制品产量(件)计划期有效工作时间=计划期制度工作时间×时间利用系数计划期制品产量: 除计划中规定的任务外,还包括不可避免的废品如果R 很小,且加工制品的体积小重量轻,不适于按件传递,则可以按批传递。
顺序出产相邻两批同样制品之间的时间间隔就称为节奏。
节奏的计算公式如下:即:Rg=R· n 其中Rg: 节奏n: 批量节拍的决定有下列三种方法:(1)依照客户的需求来决定节拍在精益生产环境下,节拍计算是要依客户的需求量来决定。

第1篇在建筑工程施工过程中,流水节拍是施工组织设计中的一个重要参数,它直接关系到施工进度、质量和成本。
以下以某具体工程为例,详细阐述其施工流水节拍的计算和实施过程。
一、工程概况某工程位于我国某城市,为一座综合性商业体。
工程总面积为10万平方米,分为地上五层、地下两层。
施工内容主要包括土建、安装、装饰等。
二、施工流水节拍的计算1. 确定施工段数根据工程特点,将工程划分为6个施工段,分别为:基础施工段、主体结构施工段、装饰装修施工段、设备安装施工段、室外施工段和室内施工段。
2. 确定施工过程施工过程包括土建、安装、装饰等。
以土建施工为例,其施工过程包括:基础开挖、基础垫层、基础主体、主体结构等。
3. 确定流水节拍(1)基础施工段流水节拍基础开挖:流水节拍为5天;基础垫层:流水节拍为4天;基础主体:流水节拍为6天。
(2)主体结构施工段流水节拍主体结构:流水节拍为7天。
(3)装饰装修施工段流水节拍装饰装修:流水节拍为8天。
(4)设备安装施工段流水节拍设备安装:流水节拍为10天。
(5)室外施工段流水节拍室外工程:流水节拍为9天。
(6)室内施工段流水节拍室内工程:流水节拍为12天。
三、施工流水节拍的实施1. 施工段划分根据施工段划分,将各施工过程在各个施工段上有序进行,确保各施工过程之间相互衔接,避免出现窝工现象。
2. 施工进度安排根据流水节拍,合理安排各施工过程的时间,确保施工进度满足工期要求。
3. 施工资源调配根据施工进度和施工流水节拍,合理调配施工资源,包括人力、物力、财力等,确保施工顺利进行。
4. 施工质量保证在施工过程中,严格控制施工质量,确保各施工过程符合设计要求。
5. 施工安全防护加强施工现场安全管理,确保施工人员的人身安全和工程财产安全。
四、总结某工程施工流水节拍的计算和实施,有助于提高施工效率、降低施工成本、保证施工质量。
在施工过程中,应根据实际情况调整施工流水节拍,确保工程顺利进行。
第2篇在我国建筑行业中,流水施工是一种常见的施工组织方式,它能够提高施工效率,缩短工期,降低成本。

工程施工流水节拍计算是施工组织设计中的重要内容,它关系到施工进度、资源配置和施工成本。
本文将对工程施工流水节拍计算进行详细探讨。
一、流水节拍的定义及计算方法流水节拍是指在组织流水施工时,某个专业工作队在一个施工段上的施工时间。
其计算公式为:Ti = tp / (R * m * b)其中:Ti ——流水节拍;tp ——完成某施工过程所需的工日数或台班数;R ——某施工过程的施工队组人数或机械台数;m ——流水施工划分的施工段数;b ——每天工作班制。
二、流水节拍的计算步骤1. 确定施工过程和施工段数:根据施工图纸和施工组织设计,划分施工段,并确定各个施工过程。
2. 计算每个施工过程的工程量:根据施工图纸和工程量清单,计算每个施工过程的工程量。
3. 确定每个施工过程的工日数或台班数:根据施工工艺和施工组织设计,确定每个施工过程所需的工日数或台班数。
4. 确定每天的工作班制:根据施工组织和现场条件,确定每天的工作班制。
5. 计算流水节拍:利用上述公式,计算各个施工过程的流水节拍。
三、实例分析以下是一个简单的实例:某工程分为四个施工段,施工过程分别为A、B、C、D。
每个施工段的工程量分别为:A段为1000m³,B段为800m³,C段为1200m³,D段为900m³。
每个施工过程的工日数或台班数分别为:A过程为5天/台班,B过程为4天/台班,C过程为6天/台班,D过程为3天/台班。
每天的工作班制为两班制(早班和晚班)。
根据上述计算步骤,我们可以得到各个施工过程的流水节拍:Ti = tp / (R * m * b)Ti(A) = 5 / (2 * 4 * 1) = 1.25天/段Ti(B) = 4 / (2 * 4 * 1) = 0.5天/段Ti(C) = 6 / (2 * 4 * 1) = 0.75天/段Ti(D) = 3 / (2 * 4 * 1) = 0.375天/段四、注意事项1. 在计算流水节拍时,应充分考虑施工过程中的各种因素,如施工工艺、施工组织、资源配置等。
设计生产线时怎么制定生产线节拍注意:是设计生产线的节拍时间,非生产节拍。
所以不要回答单位时间除以客户需求的产品数量,如每天需求产品数量450pcs,有效出勤时间7. 5h,生产节拍为(7.5h/天×3600s/h)/(450台/天)=60s/台,这不是我要的答案。
例子:假设某工厂生产A产品,每月市场需求数量300000pcs /月,每月出勤时间25个工作日,每日有效工作时间7.5小时,则每小时需要生产产品数量为:300000/(25×7.5)=1600台/小时,我现在要建生产线,可以有如下几个方案:A:建80条每小时产出为20pcs的生产线,节拍时间为180s/pcs B;建40条每小时产出为40pcs的生产线,节拍时间为90 s/pcs C;建20条每小时产出为80pcs的生产线,节拍时间为45s/台D;建1 0条每小时产出为160pcs的生产线,节拍时间为22.5s/pcs E;建5条每小时产出为320pcs的生产线,节拍时间为11.25s/pcs 等等等…总之,可以有很多种组合,不同的企业会选用不同的组合方式问题如下:①只生产A产品时,我应该设计哪种节拍的生产线?为什么?②假设该生产线需同事生产B产品,B产品月度需求为100000台,怎么使A/B生产线能使用同一条线生产,非混流。
A/B产品在同一生产线生产时节拍怎么设定?是不同的产品在同一的生产线使用不同的节拍,还是使用相同的节拍?为什么?(其中A产品标准工时1500s,B产品标准工时900秒)!情况是这样做的。
关于第一个问题,至于建线的节拍,有很多种方式可以确认,从正确的方式上来说当然是你前面的那种,根据销售量来定节拍。
但是机加企业尤其是中国的民营企业根据瓶颈工序建线的也有,根据人数建线的也有。
这两种情况我都遇到过。
定节拍通过改善后节拍也是会改变的。
但是一般情况下我们建线是销售节拍的0.85~1来进行建线。
根据改善20%的空间可以提升。
精益生产知识:工时、节拍工时的衡量工时:由一位合格的操作工人完成该工作所需要多少时间来定义,它包括三个方面:1. 过程时间,如测试、加固等2. 基本时间,及手工工作的时间3. 个人因素产生的时间,如心理疲劳,个人生理疲劳等工时的衡量通过以下几项手段或得,如秒表法,MTM衡量法。
衡量工时可以起到以下作用:1. 是研究劳动和生产能力的标准2. 可以改善和提高劳动生产率3. 可以作为管理人员决策的依据那为什么必须注重时间控制呢?因为物料在组织整理中所损耗的时间影响了生产管理成本的及生产中的现金流。
物料处理需要足够的空间、监控系统、处理及运输等诸多环节,这些环节每一步都会增加产品的生产成本。
流动生产减少了中间环节,使生产同步化,从而让物料无阻碍地通过各道增值加工工序,做到了降低管理/控制成本的目的。
当总生产周期时间减少后,工厂对客户需求变动的应变能力也将有显著的提高。
其根源是其拥有快速、高效、低成本的物料运输能力。
什么是总生产周期(Total Product Cycle Time)?总生产周期(TPc/t)是一个对生产流的计量单位。
其定义为产品最长交付周期时间,即从接受最初原材料开始,到最终成品出货的消耗时间。
什么是Takt Time?Takt Time是一个周期时间,在周期中开展生产活动满足客户需求,反映了生产线或生产设备相应客户需求生产所耗费的时间。
通过确定Takt Time,将帮助企业更好的完善将客户需求和生产速率同步的方法。
如何确定Takt Time呢?1. 确定满足客户总需求所涉及到的工艺流程。
仔细认证准确的需求信息,同时考虑批量的增减情况。
如在同一设备上生产进行多样化生产,则这种复合需求也应计算在Takt Time之内。
生产能力计划需于需求量的层次相适应,将生产层次于设备设计产能挂钩。
产能水平以精细产能率(Lean Capacity Rate),最大产能(Max Capacity)和弹性产能率(Flex Capacity Rate)表示。
工艺节拍的概念和计算方法
工艺节拍指的是完成一项工艺所需要的时间,包括加工时间、等待时间、运输时间、检查时间等。
工艺节拍的长度直接影响到生产效率和成本,因此必须进行准确计算。
计算工艺节拍的方法有两种:一是根据工艺流程图计算,二是通过实际操作进行测量。
第一种方法需要先绘制出工艺流程图,标注出各个工序的持续时间和关联关系。
然后按照顺序将各个工序的时间相加,得出整个工艺节拍的长度。
第二种方法则需要在实际操作中进行测量。
可以用计时器记录每个工序的时间,或者在流水线上设置传感器进行自动记录。
然后将各个时间相加,得出工艺节拍的长度。
在计算工艺节拍时,需要注意考虑到各种可能的干扰因素,如设备维护、人员调整等,以确保计算结果的准确性。
- 1 -。