焊装生产线的节拍分析及优化模板
- 格式:ppt
- 大小:422.00 KB
- 文档页数:40

焊装产线流水节拍优化措施分析
蓝惠杰
【期刊名称】《现代工业经济和信息化》
【年(卷),期】2024(14)3
【摘要】通过对客车焊装产线进行流水节拍优化、对人员和场地进行调整,缩短车间物流路线的同时让车间质量得到稳定的提升,可以持续为企业降本增效.成立项目小组测量工位标准车型工时(指定FBC6127BRZ3),通过山积表数据分析车间工位瓶颈,把瓶颈工序通过技术工艺手段进行疏解,达到降本增效目的.
【总页数】3页(P142-144)
【作者】蓝惠杰
【作者单位】厦门丰泰国际新能源汽车有限公司
【正文语种】中文
【中图分类】U468.1
【相关文献】
1.焊装生产线的节拍分析及优化
2.微型电动汽车焊装线节拍技术分析及优化
3.基于自动焊45JPH提速的焊装生产线设备节拍规划
4.自动化焊装线的节拍设计与优化
5.汽车焊装生产线节拍分析及优化
因版权原因,仅展示原文概要,查看原文内容请购买。
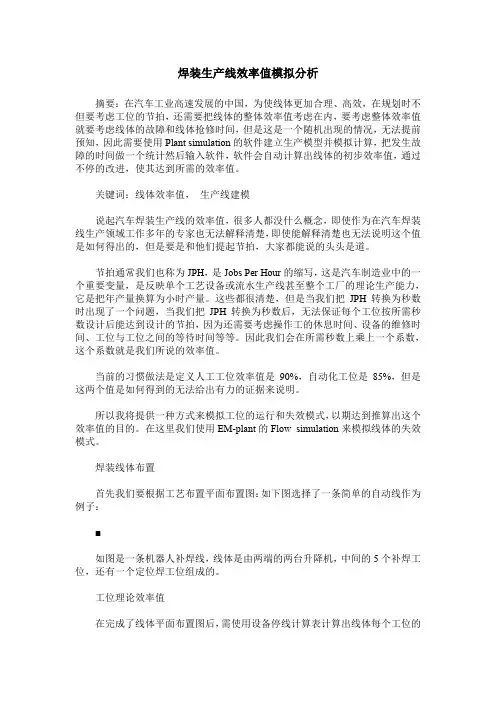
焊装生产线效率值模拟分析摘要:在汽车工业高速发展的中国,为使线体更加合理、高效,在规划时不但要考虑工位的节拍,还需要把线体的整体效率值考虑在内,要考虑整体效率值就要考虑线体的故障和线体抢修时间,但是这是一个随机出现的情况,无法提前预知,因此需要使用Plant simulation的软件建立生产模型并模拟计算,把发生故障的时间做一个统计然后输入软件,软件会自动计算出线体的初步效率值,通过不停的改进,使其达到所需的效率值。
关键词:线体效率值,生产线建模说起汽车焊装生产线的效率值,很多人都没什么概念,即使作为在汽车焊装线生产领域工作多年的专家也无法解释清楚,即使能解释清楚也无法说明这个值是如何得出的,但是要是和他们提起节拍,大家都能说的头头是道。
节拍通常我们也称为JPH,是Jobs Per Hour的缩写,这是汽车制造业中的一个重要变量,是反映单个工艺设备或流水生产线甚至整个工厂的理论生产能力,它是把年产量换算为小时产量。
这些都很清楚,但是当我们把JPH转换为秒数时出现了一个问题,当我们把JPH转换为秒数后,无法保证每个工位按所需秒数设计后能达到设计的节拍,因为还需要考虑操作工的休息时间、设备的维修时间、工位与工位之间的等待时间等等。
因此我们会在所需秒数上乘上一个系数,这个系数就是我们所说的效率值。
当前的习惯做法是定义人工工位效率值是90%,自动化工位是85%,但是这两个值是如何得到的无法给出有力的证据来说明。
所以我将提供一种方式来模拟工位的运行和失效模式,以期达到推算出这个效率值的目的。
在这里我们使用EM-plant的Flow simulation来模拟线体的失效模式。
焊装线体布置首先我们要根据工艺布置平面布置图:如下图选择了一条简单的自动线作为例子:■如图是一条机器人补焊线,线体是由两端的两台升降机,中间的5个补焊工位,还有一个定位焊工位组成的。
工位理论效率值在完成了线体平面布置图后,需使用设备停线计算表计算出线体每个工位的理论效率值。
工业工程中的生产线节拍优化引言:在现代工业生产中,生产线是一个至关重要的环节,它对于产品质量、生产效率和成本管理起着关键作用。
而生产线的节拍优化是实现高效生产的关键,本文将从生产线设计、作业分析和员工培训等方面探讨如何优化生产线节拍,以提升工业生产中的效率与质量。
一、生产线设计与布局生产线设计是节拍优化的起点,合理的生产线布局能够减少物料的运输距离,提高生产效率。
在生产线设计过程中,需要将物料的流动路径与作业工位的布置相结合,使得物料在生产过程中能够最短路径地进行运输。
此外,合理的工位布置和流程设计也是优化节拍的关键。
通过合理规划工位之间的距离和布置顺序,可以减少工人在作业过程中的移动时间与等待时间,从而提高生产效率。
二、作业分析与优化作业分析是优化生产线节拍的重要手段。
通过对作业过程的详细分解与分析,可以找出作业过程中存在的不必要的动作和时间浪费,进而优化生产线的节拍。
在作业分析过程中,可以结合时间测量和动作分析的方法,对工作过程进行详细测量和分析。
通过分析工作步骤中所需时间的分布和工人的动作,可以确定哪些步骤可以优化或简化,以减少无效的等待时间和重复性动作,从而提高生产效率。
三、员工培训与技能提升优化生产线节拍不仅需要合理的设计与作业分析,还需要员工的高效工作能力和技能水平。
通过员工培训和技能提升,可以增强员工的作业效率,进一步提高生产线的节拍。
培训内容可以包括生产线操作规范、工作安全、工具使用等方面的知识和技能。
培训的形式可以采用实地操作、模拟演练和知识讲解相结合的方式,以提高员工的实际操作能力和应对突发情况的应变能力。
四、技术支持与自动化应用在工业工程领域,技术的应用对于生产线节拍的优化具有重要意义。
通过引入先进的自动化设备和生产线技术,可以提高生产线的精度和效率,从而优化生产线节拍。
自动化设备可以帮助减少人为因素的干预,提高生产的一致性和稳定性。
例如,引入机器人或自动传送系统,可以在一定程度上替代人工操作,提高生产效率。
2021年第2期2021No.2汽车工艺与材料Automobile Technology &Material焊装车间机器人的节拍分析及优化设计陈志雅1宋和平1马怀振2李延静1(1.宁波吉利汽车研究开发有限公司长兴分公司,湖州313100;2.凯悦汽车大部件制造(张家口)有限公司,张家口076150)摘要:为了实现焊装车间降本增效的目标,对焊装车间自动生产线上机器人的生产节拍进行优化。
通过分析机器人的工作时序逻辑,查找机器人不合理的工作时序,进而分析机器人的底层程序,修改程序上的问题,优化工作时序,消除机器人工作时序逻辑不合理产生的等待浪费,提升生产线的生产节拍,从而提高车间的生产效率,最终实现降本增效的目标。
关键词:降本增效生产节拍时序逻辑中图分类号:U466文献标识码:BDOI:10.19710/ki.1003-8817.20200221Beat Analysis and Optimization Design of Robot in WeldingWorkshopCheng Zhiya 1,Song Heping 1,Ma Huaizhen 2,Li Yanjing 1(1.Changxing Branch of Ningbo Geely Automobile Research and Development Co.,Ltd.,Huzhou 313100;2.Hyatt Auto Parts Manufacturing (Zhangjiakou)Co.,Ltd.,Zhangjiakou 076150)Abstract :In order to reduce costs and increase efficiency in the welding workshop,optimize the production beat of the robot on the automatic production line of the welding workshop is optimized.By analyzing the robot's work sequence logic,the robot's unreasonable work sequence is searched,then the robot's underlying program is analyzed,the program's problems,optimize the work sequence,eliminate the waiting waste caused by the robot's unreasonable work sequence logic is modified,and the production beat of the production line is improved,thus the production efficiency of the workshop is improved,and finally achieve the goal of reducing costs and increasing efficiency is achieved.Key words:Reduce costs and increase efficiency,Production beat,Sequential logic基金项目:航空超薄壁管高性能精确弯曲成形工艺主动设计方法及应用研究(5180050016)。
蔭孝/2019©某挂车焊接生产线优化设计*安徽江淮专用汽车有限公司周庸代家明韦朝坤詳i为了扩产能、提效率,同时提髙轿运车产品的质量,某公司拟对焊接生产线各工位进行优化,通过工序调整、工装配置、工艺路线调整等方式,综合分析并优化了挂车生产线上的产品制作流水线及生产线平衡,提髙了生产线效率及产品质量。
1前言在我国挂车领域,以往的轿运车是一种十分特殊的车型。
合规的轿运车在这个行业里凤毛麟角,道路上主流的车型均超过20m。
随着交通运输部重点治理轿运车市场以及9-21治超新政的严格实施和推进,原有商品轿运车市场普遍采用单排超长半挂轿运车、双排跳等违规行为已经快速根除,整个轿运行业也将向规范化方向发展。
根据新GB1589规定,中置轴商品轿运车产品长度不得超过12m,列车长度不得超过22m,宽度不得超过2.55m,高度不得超过4.2m,主车加挂车最多可装载8~11辆轿车叫因此,中置轴轿运车运输车安全性高、装载量大、通过性好等优势,可有效替换市场上现有超标轿运车,以减少视线盲区,提高车辆通过性,从而降低事故发生率,降低运输过程中所运输商品的磕碰,保证单品价值较高的商品车运输安全叫在这样的大背景下,某公司着手研发轿运车,但当前日产1台的产能短板严重制约了轿运车的飞速发展,急需扩产能、提效率,同时还需提高产品的质量。
针对上述问题,现拟对焊接生产线各工位进行优化,通过工序调整、工装配置、工艺路线调整等方式,综合分析挂车生产线上的产品制作流水线及平衡生产线,以提高生产线效率及进一步提升产品质量[3-4I o2生产线简介某公司现主要生产车型有3种:单胎半挂车、双胎半挂车和中置轴轿运TECHNOLOGY AND PRODUCTION special purpose vehicle车。
本文以双胎轿运车在生产线上的工艺路线为例,对生产线现状进行描述, 包括布局、生产方式等。
挂车车间现有一条生产线,包括焊接、装配、调试作 业。
2021年第2期2021No.2汽车工艺与材料Automobile Technology &Material自动化焊装线的节拍设计与优化张晓龙马立新杨磊李海南魏国兴尚校(一汽模具制造有限公司,长春130013)摘要:介绍自动化焊装线工艺规划过程中生产线节拍的设计过程,并重点讲述循环时间的确定、节拍设计和仿真验证等关键步骤的内容和方法。
从工业工程的角度出发,概述自动化生产线的节拍优化方法,并结合焊装生产的实际特点,讲解在焊装线规划设计过程中该如何实现节拍优化。
最后作为补充,简述自动化焊装线中人工操作工位的节拍设计和优化方法。
关键词:焊装线节拍设计与优化工艺规划工业工程中图分类号:U468.2+2文献标识码:BDOI:10.19710/ki.1003-8817.20200294The Design and Optimization of the Beat of Automatic Welding LineZhang Xiaolong,Ma Lixin,Yang Lei,Li Hainan,Wei Guoxing,Shang Xiao(FAW Tooling Die Manufacturing Company Limited,Changchun 130013)Abstract :This paper introduces the design process of production line beat in the process planning of automaticwelding line,and focuses on the content and method of key steps,such as the determination of cycle time,the design of beat and simulation verification.From the point of view of industrial engineering,this paper outlines the method of beat optimization of automatic production line,and explains how to realize the beat optimization in the process of welding line planning and design by combining with the actual characteristics of welding production.Finally,as a supplement,the paper introduces the beat design and optimization method of manual operation station in automatic welding line.Key words:Welding line,Design and optimization of the beat,Process planning,Industrial engineering作者简介:张晓龙(1989—),男,工程师,学士学位,研究方向为焊装制造技术。
焊接自动化生产线的能耗分析与节能优化策略焊接自动化生产线在制造业的发展中起到了重要的作用,然而,由于焊接过程中的能源消耗问题,如何进行能耗分析并制定有效的节能优化策略成为了当前亟待解决的问题。
本文将从能耗分析和节能优化策略两方面进行探讨。
一、能耗分析1. 分析焊接自动化生产线的能源消耗特点焊接自动化生产线的能源消耗主要集中在以下几个方面:焊接设备的电力消耗、气体消耗、冷却水的消耗以及焊接辅助设备的能耗。
对这些能源进行定量统计与分析,有助于发现问题并采取相应措施。
2. 利用数据采集与分析技术进行能耗监控通过利用先进的数据采集与分析技术,可以实时监测焊接自动化生产线中的能耗情况,包括设备的电能损耗、气体的消耗情况等。
通过对这些数据的分析,可以了解能耗的分布规律和影响因素,为制定节能措施提供依据。
3. 按照能耗分类进行能耗成本分析将焊接自动化生产线的能耗按照能源种类进行分类,例如电能、气体、水等,分别进行成本分析。
通过对各个能源的成本进行比对和分析,可以找出其中能耗较高的环节,重点进行优化改进。
二、节能优化策略1. 优化焊接设备选用高效率、低能耗的焊接设备,提高设备的运行效率和能源利用率。
采用先进的电子控制技术,优化焊接过程参数,减少能源浪费。
对老旧设备进行改造升级,提高设备的能效水平。
2. 优化焊接工艺通过优化焊接工艺参数,如焊接电流、电压、焊接速度等,减少焊接热能消耗。
合理选择焊接材料,提高焊接工艺的稳定性和质量,减少焊接残渣和减少焊接次数,从而降低能源消耗。
3. 优化辅助设备焊接自动化生产线中的辅助设备,如冷却系统、排气系统等,对能源消耗也有一定影响。
通过采用节能型辅助设备、改进辅助设备的工作方式,减少能源消耗。
合理设置冷却水的流量和温度,降低冷却系统的能耗。
4. 建立节能意识和管理体系加强员工节能意识的培养和教育,提高节能意识。
建立完善的节能管理体系,制定节能目标和考核制度,对能耗进行动态监控和评估,确保节能措施的实施和效果。
生产线工艺改进与优化工作总结在过去的一段时间里,我们致力于生产线工艺的改进与优化工作,旨在提高生产效率、产品质量,并降低生产成本。
以下是对这一阶段工作的详细总结。
一、背景与目标随着市场竞争的日益激烈,原有的生产线工艺逐渐暴露出一些问题,如生产效率低下、产品质量不稳定、原材料浪费严重等。
为了增强企业的竞争力,我们成立了专门的工作小组,明确了改进与优化生产线工艺的目标,即提高生产效率 20%以上,降低次品率至 5%以内,同时减少 15%的生产成本。
二、现状分析在工作开展之初,我们对生产线的各个环节进行了深入细致的调研和分析。
通过现场观察、数据收集和员工访谈等方式,我们发现了以下主要问题:1、设备老化,故障率高,维修时间长,严重影响生产进度。
2、工艺流程不合理,存在一些重复和不必要的操作步骤,导致生产周期延长。
3、工人操作不规范,缺乏标准化的作业指导,影响产品质量的一致性。
4、原材料供应不及时,库存管理混乱,经常出现缺货或积压的情况。
三、改进与优化措施针对上述问题,我们采取了一系列的改进与优化措施:1、设备更新与维护投入资金购置了一批新型高效的生产设备,替换了部分老化严重的设备。
建立了完善的设备维护保养制度,定期对设备进行检查、清洁、润滑和维修,降低了设备故障率,提高了设备的运行稳定性。
2、工艺流程优化对现有工艺流程进行了重新梳理和优化,去除了重复和不必要的环节,简化了生产流程。
引入了先进的生产管理软件,对生产过程进行实时监控和调度,提高了生产的计划性和协调性。
3、人员培训与管理制定了详细的标准化作业指导书,并对员工进行了全面的培训,确保员工能够熟练掌握正确的操作方法和工艺要求。
建立了绩效考核制度,将产品质量、生产效率等指标与员工的薪酬和奖励挂钩,提高了员工的工作积极性和责任心。
4、原材料管理优化加强了与供应商的合作,建立了稳定的原材料供应渠道,确保原材料的及时供应。
优化了库存管理系统,采用了先进的库存控制方法,如 ABC 分类法、经济订货批量模型等,降低了库存成本,减少了库存积压和缺货现象的发生。
基于效率提升的焊装自动线节拍的提升摘要:电气设计一般采用需要系数法、单位指标法等进行负荷计算,而各工业设计院大多采用需要系数法。
汽车工厂焊装车间多采用此设计方式,而实际上在达到生产线规划产能的情况下,电气实际运行负荷仍远远小于设计负荷(计算负荷),这就要求在计算焊机负荷时,负载持续率、需要系数的取值需要结合实际确定。
关键词:效率提升;焊装;自动线引言生产线平衡率是保证生产效率的主要指标,影响生产成本的高低[1],生产线的节拍依靠人和设备,按照规划的动作时序图有序实现。
其中设备动作时序包括各单体设备的联动时序和设备自身的节拍,而设备的节拍需要靠设备自身的选型设计实现,选型设计的优劣决定了设备的运行稳定性和节拍能力是否满足生产线按节拍正常运转的需求。
某汽车制造厂焊装生产线在爬坡过程中3轴自动焊频繁出现电机过载报警,无法达到节拍,本文以自动焊45JPH提速为例,阐述生产线设备的节拍规划方法。
一、问题的提出焊接工艺及设备部门提供的设计依据数据多是设备供应商反馈而来,而设备供应商在提供设备的电气负荷时,都会留有较大的备用余量。
例如焊装车间常用的悬挂点焊机DN3-200参数:额定容量200kVA;额定初级电压,单相AC380V,50Hz;额定初级电流526A;负载持续率50%。
KR机器人参数:额定容量75kVA;额定初级电压,三相AC380V,50Hz;额定初级电流,无;负载持续率10%。
设计院设计时会按照工艺提供的参数进行计算。
焊装车间若采用200~300台这样的焊机,计算出的电气负荷将远远大于实际运行负荷,造成大量额外投资。
这种现象在很多汽车工厂多次出现。
为此,本文以某大型汽车工厂焊装车间的配电为例,其规划生产节拍为30JPH(JPH是JobsPerHour的缩写,表示小时工作量或单位时间工作量),实际生产节拍基本在18~26JPH之间,结合设计规范理论值,对焊机的需要系数取值、变压器负荷情况进行分析,供后续设计参考。
焊装生产线夹具设备的优化发布时间:2021-03-26T15:17:10.313Z 来源:《电力设备》2020年第32期作者:田培国[导读] 摘要:科学技术的快速发展带动我国工业建设发展迅速,为我国整体经济建设的不断进步贡献力量。
(隆昌照明集团有限公司江苏扬州 225000)摘要:科学技术的快速发展带动我国工业建设发展迅速,为我国整体经济建设的不断进步贡献力量。
焊装生产线分为地板线、侧围线、主焊线、装配线、调整线及门盖线,各生产线的布局以及工装、设备的规划是整个焊装生产线规划的关键。
关键词:焊装生产线;夹具设备优化引言高科技技术的快速发展使得我国快速进入现代化发展阶段,给予了我国各行业更大的发展空间和发展机遇。
焊装夹具设计及制造占整个汽车制造成本的10%-20%,而且统计表明,焊装误差有72%为定位夹紧所致。
焊装夹具的设计采用车身统一基准为基础,即设计基准、冲压基准、焊装基准和检测基准等基准统一,焊装夹具是保证焊接基准统一的关键设备,焊装夹具中的定位销则是保证车身件焊接尺寸精度的关键部件。
1地板生产线首先介绍一下夹具台车循环系统,其基本原理为:定位夹具与输送装置集成一体,称为“夹具台车”。
生产时首先由程序根据生产指令选择相应车型夹具台车,由台车缓存区输送至首个工位等待物料,上料完成后再逐步传输至最后工位,生产完成后再从循环的回路返回到台车缓存区。
此方式既可以将台车安装于“甲”字形排布、在产生强大电磁力的滑行轨道上,利用电磁引力选择性地循环高速滑行,也可以简单地通过往复杆来完成台车输送。
夹具台车是依据现场的生产管理系统的指令结合设备PLC控制程序进行自动调用,钣金件的投料由人工或机器人来完成,焊接作业全部由线体内焊接机器人完成。
因此,这种柔性方式让车身的装焊实现了自动化、多品种、高效率,生产线初次铺设投资较高但后期技改投资少,空间和资本满足时是较优的选择。
柔性定位及补焊夹具+专用组焊旋转台夹具方式一般的工作方式为利用伺服电动机驱动的转盘和专用夹具进行部品组装并焊接成成品。