钢丝骨架复合管长度、配件及到货数量登记表2
- 格式:xls
- 大小:34.50 KB
- 文档页数:1
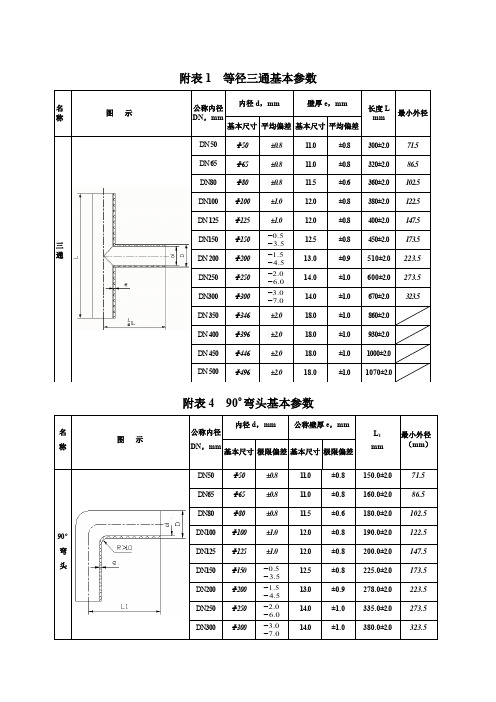
附表1 等径三通基本参数
附表4 90o弯头基本参数
附表2 变径三通基本参数
附表3 45o弯头基本参数
单位:mm
附表6 22.5o弯头基本参数
o
直管加工最短尺寸要求
注上表中:D0—法兰外径 Di—法兰内径 Db—法兰螺栓孔中心距 δf—法兰厚度 n—螺栓孔数 d—螺栓孔径说明:
1、表中的自接螺栓长度为我公司管与管件间采用法兰连接时所需的螺栓的长度,外
接螺栓长度为我公司产品与钢管、设备、阀门等采用法兰连接时所需的螺栓的长度(对夹式阀门在此长度基础上加上阀门的厚度)。
2、法兰的密封可以采用密封圈密封,也可以采用密封垫片密封,此两种产品我公司
均有.
3.如遇到法兰喷塑后连接的情况,螺栓长度加5mm或10mm.。

钢⾻架管道技术规格书(含管件基本参数)钢⾻架塑料复合管道材料商务技术规格书1.0 总则1.1 本技术规格书规定了项⽬装置钢⾻架管道材料的供货范围、技术要求、管道材料选择、检验和验收等⽅⾯的技术要求。
1.2 材料主要材料(管道、管件)须有中标⽅⼀家提供,禁⽌分包及外购;所有管件需带钢⾻架增强;卖⽅应根据本技术规格书规定的操作条件选择管道及配套管件材料,并对所选材料符合设计条件负全部责任。
1.3 计量单位⼀律采⽤中国国家法定计量单位。
1.4 近三年没有客户质量投诉。
1.5 管道已应⽤10年以上的企业优先考虑。
1.6投标⼈在法律上和财务上独⽴并能合法运作,具有法⼈地位和独⽴订⽴合同的权⼒1.7投标⽅必须提供5个1000万以上的钢⾻架聚⼄烯塑料复合管应⽤业绩.中铁鲁班商务⽹注册供应商及有相关综合管廊项⽬业绩优先考虑1.8投标⼈在专业技术、设备设施、⼈员组织、业绩经验等⽅⾯具有设计、制造、质量控制、经营管理的相应的资格和能⼒1.9投标⼈具有完善的质量保证体系及其质量认证证明(环境、质量、健康体系)。
1.10 卖⽅应完全遵循本技术规格书的要求,任何偏离必须得到买⽅的书⾯认可。
*表⼀钢⾻架塑料复合管的壁厚要求 1.0、1.6MPa*本供货范围中的管道全部为厚壁管,所供货应满⾜要求,管道长度应考虑⼯况负压条件。
材料表中所列的压⼒、管段长度等条件需要卖⽅考虑⼯况条件并作出相应的选择。
*表⼆钢⾻架塑料复合管主要技术参数要求*表三钢⾻架塑料复合管聚⼄烯原料基本性能要求*要求管道颜⾊仅限于⿊⾊。
1.7 本次供货要求所有管件均为带钢⾻架增强管件。
*表四带⾻架电熔套筒基本参数注:所有电熔熔区必须采⽤满步式,中间不允许有断点。
2.0 范围2.1 卖⽅将提供管道材料清单中所列的材料,范围包括下列内容:A. 管道及管道的选择、检验、试验和验收;B. 与管道配套的法兰、紧固件及相应的橡胶垫⽚;C. 现场技术服务;D. ⽂件资料;2.2 ⾮供货范围下列各项属⾮供货范围:A. 管道及相应材料的保管;B. 法兰联接管道的施⼯;3.0 标准规范和⼯程⽂件3.1 卖⽅应遵循如下最新版标准规范和⼯程⽂件的要求:A. 标准规范《⼯业⽤钢⾻架聚⼄稀塑料复合管、管件⾏业标准》HG/T3690~3691-2012《给⽔⽤钢⾻架聚⼄稀塑料复合管、管件⾏业标准》CJ/T123~124-20163.2 当3.1条款中的各标准规范和⼯程⽂件有关要求之间发⽣⽭盾时,卖⽅应在制造前向买⽅澄清,基本的原则是遵循较为严格的要求。

钢丝网骨架(聚乙烯)复合管技术参数及操作规程应用范围:本工艺流程适用于钢丝网骨架(聚乙烯)复合管管材安全生产工艺成型生产。
资历:负责员工须为副机手以上及有挤出机操作经验。
操作规程(一) 备料1.把聚乙烯(PE)倒入(90机、65机)料筒,加入2%的黑色母混合均匀把粘结树脂倒入45机料筒;2.把聚乙烯(PE)倒入(20机)料筒,加入2%蓝色母混合均匀;(二)开机前准备1、开温.(1)开启90机配电柜电源。
按下摸头加热1-5加热电钮,按下内加热1加热电钮(注公称外径DN200、DN250有内加热1.其他无内加热1)及模温机加热电钮,并开启模温机水泵,按表一设置适当温度;(2) 开启65机、45机、20机配电柜电源,按下65机、45机模头加热1-4加热电阻。
20机料筒加热1-3电阻,按照表4和表6设置适当温度;(3) 当90机、65机、45机摸头加热约1个小时后,按下90机料筒加热1-5加热电阻,按照表一设置适当温度,65机、45机料筒加热1-4加热电阻,按表4和表6设置适当温度,并开启冷却水泵,打开各进出水阀门。
2.开启空压机,检查牵引1、牵引2、及切割机的压力是否适当,并检查各支气压的大小是否适当,进行调整。
3.切割机调整(1)根据不同规格的管材,更换合理的表具,公称外径DN200、DN250用大表具,DN110、DN160用小表具;(2)调整合适的进刀量,切管时间,设置好生产管材长度,并把各导轮调到适当的位置,见表8参数。
缠绕机技术参数和操作规程应用范围:本工艺流程适用于缠绕机安全生产工艺成型生产。
资 历:有缠绕机操作经验员工可以负责。
一、缠绕机流程图1.缠绕机的检查(1)开机前要检查导丝头与约束套是否同心,并且不要把胶丝层与裸丝层混乱安装。
根据管材规格安表10布置好钢丝根数,按表11决定好缠绕角度和缠绕机转速 (2)然后把钢丝依次穿过线盘——导丝头——约束套,平均分成4股;(3)把平分的四股过塑钢上和四股螺丝上,依此通过高频加热圈、烘箱、45机摸头、胶风环、65机摸头、外层风环,接上下、左右四股用钢丝扣子扣紧在外牵引管的端口上; 2.当摸头升温约2小时后,对模具的口摸压环裸丝进行调节,使每个裸丝均匀压紧为止。

钢丝网骨架聚乙烯复合管技术规范书(总16页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除2017年维保项目主坝矿浆管线更换工程钢丝网骨架聚乙烯复合管技术规范书二零一七年三月目录1 总则 (1)2 管道运行环境条件 (1)3 货物清单 (3)4 技术性能 (5)5 技术要求 (5)6 技术标准 (8)7 性能保证、试验及监造 (10)8 供货范围及要求 (10)9 资料提供 (11)10 管道包装及运输 (11)11 资格要求 (12)12 安装 (12)13 水压试验 (13)14 现场服务 (14)15 验收 (14)1 总则1.1 本技术规范书仅适用于公司2017年维保项目主坝矿浆管线更换工程设计选用的钢丝网骨架聚乙烯复合管材的招标,它包括钢丝网骨架聚乙烯复合管材的制作、结构、性能、供货、安装和试验等方面的技术要求。
1.2 本技术规范书提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,投标方应保证提供符合本技术规范书和相关的国际、国内工业标准的优质产品。
1.3 如果投标方没有以书面形式对本技术规范书的条文提出异议,那么招标方可以认为投标方提供的产品应完全符合本技术规范书的要求。
1.4 投标方如对本技术规范书中某些条款有异议,应以书面形式明确提出,在征得招标方同意后,可对有关条文进行修改。
如招标方不同意修改,仍以本技术规范书为准。
1.5 在签订合同之后,招标方保留对本技术规范书提出补充要求和修改的权利,投标方应允诺予以配合。
如提出修改,具体工程和条件由买卖双方商定。
1.6 本技术规范书所使用的标准如与投标方所执行的标准发生矛盾时,按较高标准执行。
2 管道运行环境条件2.1 厂址概述2.2 交通运输2.3 海拔及地震裂度海拔高度(黄海高程) 787~787.4米大气压力 926.5 hPa地震烈度地震裂度VI度2.4 气象条件多年平均气温12.3℃;历年极端平均气温48℃;历年极端最低气温-22.7℃;日温差可达20℃;多年平均年降水量26.1mm;最大年降水量26.1mm,最小年降水量为7.7mm;最大日降水量为20.6mm;多年平均蒸发量为4820.5mm;最大年蒸发量为5070.4mm,最小年蒸发量为4696.9mm;多年平均风速7.0m/s;历年最大风速31.7m/s;8级以上大风天数多年平均为38天;4~6月发生较多且常夹带沙尘,遮天避日,形成沙暴危害;主导风向NE;多年平均日照时数为6.8小时;多年平均相对湿度为37.5%;多年最大积雪深为0.2KN/m2,多年最大冻土深度为110cm;全年无霜期平均为180天。

钢丝网骨架(聚乙烯)复合管技术参数及操作规程应用范围:本工艺流程适用于钢丝网骨架(聚乙烯)复合管管材安全生产工艺成型生产。
资历:负责员工须为副机手以上及有挤出机操作经验。
操作规程(一) 备料1.把聚乙烯(PE)倒入(90机、65机)料筒,加入2%的黑色母混合均匀把粘结树脂倒入45机料筒;2.把聚乙烯(PE)倒入(20机)料筒,加入2%蓝色母混合均匀;(二)开机前准备1、开温.(1)开启90机配电柜电源。
按下摸头加热1-5加热电钮,按下内加热1加热电钮(注公称外径DN200、DN250有内加热1.其他无内加热1)及模温机加热电钮,并开启模温机水泵,按表一设置适当温度;(2) 开启65机、45机、20机配电柜电源,按下65机、45机模头加热1-4加热电阻。
20机料筒加热1-3电阻,按照表4和表6设置适当温度;(3) 当90机、65机、45机摸头加热约1个小时后,按下90机料筒加热1-5加热电阻,按照表一设置适当温度,65机、45机料筒加热1-4加热电阻,按表4和表6设置适当温度,并开启冷却水泵,打开各进出水阀门。
2.开启空压机,检查牵引1、牵引2、及切割机的压力是否适当,并检查各支气压的大小是否适当,进行调整。
3.切割机调整(1)根据不同规格的管材,更换合理的表具,公称外径DN200、DN250用大表具,DN110、DN160用小表具;(2)调整合适的进刀量,切管时间,设置好生产管材长度,并把各导轮调到适当的位置,见表8参数。
缠绕机技术参数和操作规程应用范围:本工艺流程适用于缠绕机安全生产工艺成型生产。
资 历:有缠绕机操作经验员工可以负责。
一、缠绕机流程图1.缠绕机的检查(1)开机前要检查导丝头与约束套是否同心,并且不要把胶丝层与裸丝层混乱安装。
根据管材规格安表10布置好钢丝根数,按表11决定好缠绕角度和缠绕机转速 (2)然后把钢丝依次穿过线盘——导丝头——约束套,平均分成4股;(3)把平分的四股过塑钢上和四股螺丝上,依此通过高频加热圈、烘箱、45机摸头、胶风环、65机摸头、外层风环,接上下、左右四股用钢丝扣子扣紧在外牵引管的端口上; 2.当摸头升温约2小时后,对模具的口摸压环裸丝进行调节,使每个裸丝均匀压紧为止。
钢丝网骨架聚乙烯复合管技术规范书20172017年维保项目主坝矿浆管线更换工程钢丝网骨架聚乙烯复合管技术规范书二零一七年三月目录1 总则 (1)2 管道运行环境条件 (1)3 货物清单 (3)4 技术性能 (4)5 技术要求 (5)6 技术标准 (7)7 性能保证、试验及监造 (9)8 供货范围及要求 (10)9 资料提供 (10)10 管道包装及运输 (10)11 资格要求 (11)12 安装 (11)13 水压试验 (13)14 现场服务 (13)15 验收 (14)1 总则1.1 本技术规范书仅适用于公司2017年维保项目主坝矿浆管线更换工程设计选用的钢丝网骨架聚乙烯复合管材的招标,它包括钢丝网骨架聚乙烯复合管材的制作、结构、性能、供货、安装和试验等方面的技术要求。
1.2 本技术规范书提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,投标方应保证提供符合本技术规范书和相关的国际、国内工业标准的优质产品。
1.3 如果投标方没有以书面形式对本技术规范书的条文提出异议,那么招标方可以认为投标方提供的产品应完全符合本技术规范书的要求。
1.4 投标方如对本技术规范书中某些条款有异议,应以书面形式明确提出,在征得招标方同意后,可对有关条文进行修改。
如招标方不同意修改,仍以本技术规范书为准。
1.5 在签订合同之后,招标方保留对本技术规范书提出补充要求和修改的权利,投标方应允诺予以配合。
如提出修改,具体工程和条件由买卖双方商定。
1.6 本技术规范书所使用的标准如与投标方所执行的标准发生矛盾时,按较高标准执行。
2 管道运行环境条件2.1 厂址概述2.2 交通运输2.3 海拔及地震裂度海拔高度(黄海高程) 787~787.4米大气压力 926.5 hPa地震烈度地震裂度VI度2.4 气象条件多年平均气温12.3℃;历年极端平均气温48℃;历年极端最低气温-22.7℃;日温差可达20℃;多年平均年降水量26.1mm;最大年降水量26.1mm,最小年降水量为7.7mm;最大日降水量为20.6mm;多年平均蒸发量为4820.5mm;最大年蒸发量为5070.4mm,最小年蒸发量为4696.9mm;多年平均风速7.0m/s;历年最大风速31.7m/s;8级以上大风天数多年平均为38天;4~6月发生较多且常夹带沙尘,遮天避日,形成沙暴危害;主导风向NE;多年平均日照时数为6.8小时;多年平均相对湿度为37.5%;多年最大积雪深为0.2KN/m2,多年最大冻土深度为110cm;全年无霜期平均为180天。
湖南 ***********有限公司
钢丝网骨架塑料(聚乙烯)复合管材/件检测原始记录
委托编号样品编号GSWFG委托日期20 - - 试验日期20 - - 工程名称品种规格DN 代表批量
委托单位试件名称钢丝网骨架塑料(聚乙烯)复合管
生产厂家使用部位
仪器设备静液压试验机、管材壁厚检测仪、游标卡尺
执行标准《钢丝网骨架塑料(聚乙烯)复合管材及管件》CJ/T189-2007
检测结果
试验项目试验长度(mm)试验压力(MPa)实验结果单项结论
短期1h静液压强度
(20℃)
热稳定性能
试件 1 2 3 4 5 平均值
时间
熔体质量流动速率试验温度
(℃)
标称负荷
(kg)
切段质量
(g)
参比时间
切段时间
间隔(s)
MFR(g/10
min)
10min
外观
规格尺寸(㎜)外径平均外径最大/最小壁厚平均壁厚最大值最大值
最小值最小值
结论该批材料所检项目标准规定。
备注
试验人:记录:审核人:。
HDPE钢丝网骨架复合管钢丝网骨架聚乙烯复合管也称:钢丝网管、钢丝网骨架塑料复合管、钢骨架增强塑料复合管、钢骨架管、钢骨架塑料复合管、PSP管、SRTP管、STSCP管、SPE管。
钢丝网骨架聚乙烯复合管分三层结构,即芯管、钢丝层、外PE 层。
其中芯管和钢丝缠绕层是用于承受管材内压,外PE层主要是用于焊接连接。
芯管和外PE层均采用PE80/PE100级原料进行热熔挤出成型,钢丝缠绕层采用HDPE改性材料与左右正反缠绕钢丝组成,该改性HDPE与HDPE在加热条件下能熔融为一体。
同时,其极性键与钢有极强的粘接性能(200N/25mm,ASTMD903)。
由于采用了优质的材质和先进的生产工艺,使之具有更高的耐压性能,同时,该复合管具有优良的柔性,更适用于长距离埋地用供水、输气管道系统。
接下来咱们一起看看管道安装注意事项:1、检验:施工前应对管材、管件进行检验,是否符合标准要求,如外观、尺寸、及其他要求,不符合要求的一列不许投入到使用中。
2、下料:由于管道的转弯、开三通与变径时,需要待定的长度,根据所需图纸设计的长度尺寸,将管材截断。
管长应考虑管件的承插深度、管口打磨余量(切割平整的可不予考虑)3、封口:切割管材端口使用PE焊条用焊枪进行手工塑料热堆焊将钢丝遮盖,焊条应尽可能平滑,端面严禁钢丝暴露。
冷却后将翻边打磨,以免影响安装。
4、去氧化层:为了提高熔接性能,管材的熔接面需去氧化层,采用千叶片打磨处理,去氧化层时应均匀打磨整个周边,面面俱到,不允许漏刮,刮削长度大于管件承插深度30MM。
dnllO以下口径的管材最好采用玻璃片削刮。
管件内壁同样的需做清洁处理,小口径的采用酒精擦洗,大口径的可采用刮去表皮处理,由于管件内壁布有铜丝,也可采用软磨片电磨,避免磨到加热丝。
5、酒精(丙酮)擦洗:打磨后要用带酒精(95度以上)或丙酮的清洁抹布或棉纱做好内外管材、管件表面的清洁,使熔接面不许有泥、油、及其它脏物。
抹布或棉纱在使用过程中弄脏时,必须要及时用清水洗干净。