数控机床电气控制电路设计实例
- 格式:ppt
- 大小:966.50 KB
- 文档页数:25
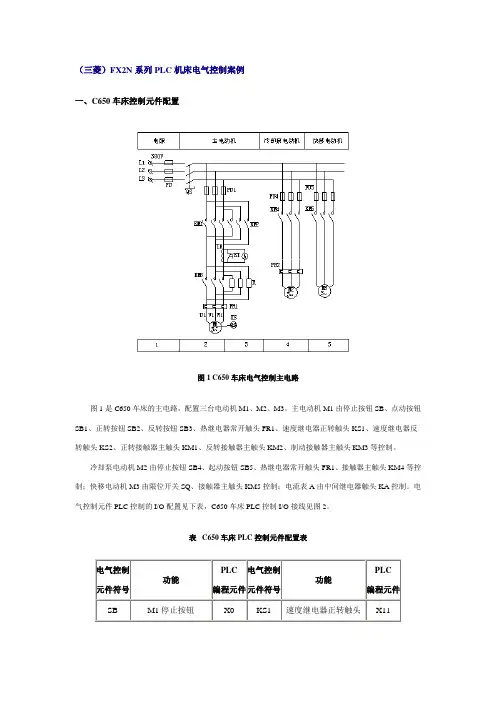
(三菱)FX2N系列PLC机床电气控制案例一、C650车床控制元件配置图1 C650车床电气控制主电路图1是C650车床的主电路,配置三台电动机M1、M2、M3。
主电动机M1由停止按钮SB、点动按钮SB1、正转按钮SB2、反转按钮SB3、热继电器常开触头FR1、速度继电器正转触头KS1、速度继电器反转触头KS2、正转接触器主触头KM1、反转接触器主触头KM2、制动接触器主触头KM3等控制。
冷却泵电动机M2由停止按钮SB4、起动按钮SB5、热继电器常开触头FR1、接触器主触头KM4等控制;快移电动机M3由限位开关SQ、接触器主触头KM5控制;电流表A由中间继电器触头KA控制。
电气控制元件PLC控制的I/O配置见下表,C650车床PLC控制I/O接线见图2。
表 C650车床PLC控制元件配置表电气控制元件符号功能PLC编程元件电气控制元件符号功能PLC编程元件SB M1停止按钮X0KS1速度继电器正转触头X11SB1M1点动按钮X1KS2速度继电器反转触头X12SB2M1正转按钮X2KM1M1正转接触器主触头Y0SB3M1反转按钮X3KM2M1反转接触器主触头Y1SB4M2停止按钮X4KM3M1制动接触器主触头Y2SB5M2起动按钮X5KM4M2接触器主触头Y3SQ M3限位开关X6KM5M3接触器主触头Y4FR1M1热继电器常开触头X7KA电流表中间继电器触头Y5FR2M2热继电器常开触头X10图2 C650车床PLC控制I/O接线图图3是C650车床PLC控制梯形图,编程时使用了MC主控指令和MCR主控复位指令。
车床上电后,由于停止按钮SB、热继电器FR未动作,所以第4支路的X0、X7闭合,M110通电,导致第5支路M110闭合,程序执行MC主控指令至MCR主控复位指令之间的主控程序。
图3 C650车床PLC控制梯形图二、主电动机正反转控制1.正转控制按下主电机正转按钮SB2,第6支路X2闭合,由于X3、M102均未动作,所以M101通电并通过第7支路的M101自锁。
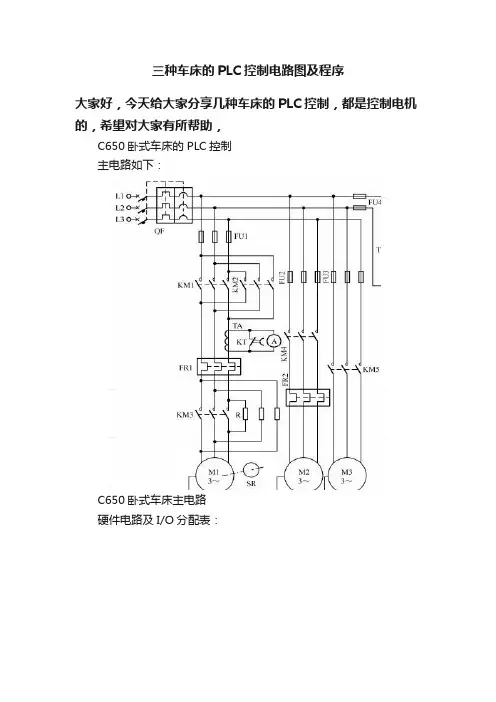
三种车床的PLC控制电路图及程序
大家好,今天给大家分享几种车床的PLC控制,都是控制电机的,希望对大家有所帮助,
C650卧式车床的PLC控制
主电路如下:
C650卧式车床主电路
硬件电路及I/O分配表:
I/O接口电路如图:
I/O接口电路
程序梯形图如下:
梯形图
梯形图2
摇臂钻床的PLC控制主电路如图:
主电路
I/O分配表如下:
I/O接口电路如下:
I/O接口电路梯形图如下:
其工作时序如下:
工作时序
卧式镗床的PLC控制主电路如下:
I/O分配表如下:
输入信号
输出信号
I/O接口电路如下:
I/O接口电路梯形图:
程序1
程序2
程序3
程序4
工作时序如下:
工作时序。

机床控制电路一、C620车床的电气控制线路一、实验目的1、通过对C620车床电气控制线路的接线,使学生真正掌握机床控制的原理。
2、使学生真正从书本走向实际,接触实际的机床控制。
二、选用组件1、实验设备2D63、D61三、实验方法1、调节三相输出线电压220V,按下“关”按钮,按图7-19接线。
图中FR1、SB1、SB2、KM1、T、HL1、HL2选用D61挂件,Q1、Q2、Q3、FU1、FU2、FU3、EL选用D63挂件,电机M1用DJ16(Δ/220V),M2用DJ24(Δ/220V)。
接线完毕后,检查无误后,按以下步骤操作:(1)启动控制屏,合上开关Q1,接通220V交流电源。
(2)按下SB1按钮,KM1通电吸合,主轴电动机M1起动运转。
(3)合上开关Q2,冷却泵电动机M2起动运转。
(4)按下SB2按钮,KM1线圈断电,主轴电动机M1断电停止运转,同时冷却泵电动机M2也停止运转。
(5)图中EL为机床工作灯(借用SB灯),由开关Q3控制。
四、讨论题1、试分析冷却泵电机为什么接在KM1下面。
2、分析C620车床控制线路具有什么保护?220V主轴电动机冷却泵电机图7-19 C620车床的电气控制线路二、 M7130平面磨床的电气控制线路一、实验目的1、通过对M7130平面磨床的电气控制线路的实际接线和操作,初步掌握另一种工厂机床磨床的基本工作原理。
2、熟悉掌握平面磨床一些独特的控制线路。
二、选用组件1、实验设备2D63、D62、D61、D51三、实验方法1、调节三相可调输出线电压220V,按下“关”按钮,按图8-22接线。
图中FR1、SB1、SB2、SB3、KM1、KM2、KM3、选用D61挂件,FR2、KA1、Q1、Q2、SB4、ST1、ST2、ST3、ST4选用D63挂件, Q3选用D51挂件,电机M1选用DJ16(Δ/220V),M2选用DJ24(Δ/220V),M3选用DJ17(Y/220V)。
机床电气控制电路设计引言在机床的制造过程中,电路设计起着至关重要的作用。
机床电气控制电路设计涉及到各种传感器、执行器、开关和控制器的选择和配置。
本文将介绍机床电气控制电路设计的基本原则和常用组件,并提供一些实际案例来帮助读者更好地理解。
基本原则机床电气控制电路设计的基本原则是确保系统的可靠性、稳定性和安全性。
以下是一些常见的设计原则:1.分离电源:将电源分为主电源和控制电源,以确保不会因为控制电路故障而影响整个系统的运作。
2.使用合适的传感器:选择适合机床应用的传感器,例如位置传感器、压力传感器和温度传感器等。
3.合理配置执行器:根据机床的具体要求,选择合适的执行器,例如伺服电机、步进电机和液压执行器等。
4.使用适当的开关:选择合适的开关设备,例如按钮开关、刀闸开关和继电器等,确保系统的正常操作。
常用组件PLC(可编程逻辑控制器)PLC是一种专门用于工业控制的计算机设备,能够根据预定程序来控制机床的操作。
PLC通常由中央处理单元(CPU)、输入/输出模块(I/O 模块)和通信模块组成。
PLC的设计要考虑到机床的需求,合理选择适当的输入和输出模块。
通过编程,可以实现对机床的自动化控制。
PLC编程语言常用的PLC编程语言有梯形图(Ladder Diagram)、指令列表(Instruction List)、功能块图(Function Block Diagram)和结构化文本(Structured Text)等。
选择合适的编程语言,可以提高编程效率和可读性。
变频器变频器是控制电动机转速的装置。
它通过改变电源的频率和电压来调整电动机的转速。
变频器能够提供精确的转速控制和启动/停止控制,适用于需要频繁改变转速的机床应用。
电气元件机床电气控制电路设计中常用的电气元件有继电器、断路器、按钮开关和接触器等。
这些元件用于控制电路的开关和保护。
实际案例数控铣床控制电路设计在数控铣床的控制电路设计中,需要考虑到以下几个方面:1.位置控制:选择合适的位置传感器,如光电开关或编码器,以获取工件和刀具的准确位置信息。