不锈钢复合板
- 格式:doc
- 大小:26.50 KB
- 文档页数:2
不锈钢复合板的焊接工艺规程1、使用范围本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或等于4mm的不锈钢复合板的焊接。
2、焊接材料的选择2.1 焊接材料选用原则2.1.1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值。
2.1.2 过渡层的焊条宜选择25%Cr-13%Ni型或25%Cr-20%Ni型以补充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%Ni-Mo型焊条。
2.2 常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。
表2.2-1 常用不锈钢复合板过渡层及复层焊接材料的选用表2.2-2 常用不锈钢复合板基层焊接材料的选用3、焊前准备3.1下料不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。
也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
3.2 坡口加工及检查a.坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照图3.2-1选用。
b.坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
c.坡口加工一般采用机械方法制成。
若采用等离子切割、气割等方法开制坡口,则必须去除复材表面的氧化层d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3.3焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm 范围内应涂防飞溅涂料。
3.4焊件装配a.装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量b.定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。
手弧焊定位焊焊缝参照表3.5-1表3.4-1手弧焊定位焊焊缝尺寸(mm)δ0为基层厚度c.在装配过程中,严禁在复层上焊接工卡具,工卡具应焊在基层一侧。
常松《不锈钢复合板》检验标准1范围本标准规定了采用粘贴法生产的不锈钢复合钢板和钢带(以下简称“复合板(带)”)的术语和定义、分类、尺寸、技术要求、验收规则、试验方法、包装、标志及质量证明书等。
本标准适用于以不锈钢做复层(表层),碳素钢(镀锌板)做基层的复合板(带)。
包括用于制造是有、化工、轻工、海水淡化、核工业的各类压力容器等结构件的不锈钢复层厚度≥1mm的复合中厚板,以及用于轻工机械、食品、炊具、建筑、装饰、焊管、铁路客车、医院卫生、环境保护等行业的设备或用具制造需要的复合厚度≤0.8mm的复合板(带)。
2术语及定义本标准采用下列术语及定义:2.1不锈钢复合钢板和钢带 stainless steel clad plates,sheets and strips 以碳素钢(镀锌板)为基层,采用粘贴法,在其一面整体连续地包裹一定厚度不锈钢的复合材料。
2.2复层 cladding metal复合钢板中解除工作介质和大气的不锈钢。
2.3基层 base metal复合钢板中主要承受结构强度的碳素钢(镀锌板)。
2.4粘贴法 paste method基层+复层通过高分子粘接膜复合在一起的复合方法。
2.5复合界面 compound contact interface复合钢板复层和基层之间的分界面。
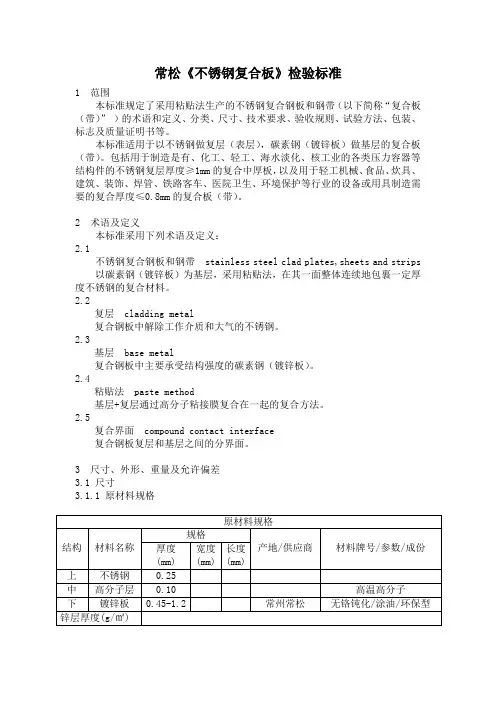
3尺寸、外形、重量及允许偏差3.1 尺寸3.1.1原材料规格3.1.2不锈钢复合板产品规格3.2 尺寸允许偏差3.2.1长度、宽度的允许偏差,按基层钢板标准GB/T 708相应的规定。
特殊要求由供需双方协商。
3.2.2厚度允许偏差应符合下表规定。
3.3 重量复合板按理论重量交货或实际重量交货。
按理论计重时,复合板重量为基层及复层各自相关标准中规定的理论重量之和。
钢带按实际重量交货。
4检验方法。
不锈钢复合板的生产工艺及用途为了更好地能使不同性能的钢材充分发挥其特性,早在8世纪印度发明了大马士革钢,用于制造锋利无比的刀具,使其在具有较好的韧性和较高的硬度,刀上可以具有非常锋利的刀锋.而且也非常坚韧而不会折断尖锐而不脆断,这就是两种不同钢材复合而成的大马士革钢,也是人类历史上最早浇注复合法生产的复合钢。
我国50年代中期用浇注复合法生产复合钢锭再经热轧是,轧制成窄幅钢板制造农用犁刀和民用厨用刀具。
近几年不锈钢因具有良好的不锈和耐蚀特性而得到广泛应用,但由于不锈钢中含有高比例的镍铬等稀贵金属而使其价格居高不下。
但由于镍价飙升,导致含镍较高的300系不锈钢价格波动较大,使得不锈钢生产企业不得不加大开发低镍和无镍不锈钢。
即便如此,不锈钢的价格仍然很高,如200系和400系不锈钢的价格均在每吨价格也在普碳的两倍以上。
因此,开发不锈钢的替代产品已经成为世界各国材料研究人员关注的重要课题。
不锈钢复合板材通常是以不锈钢做面材,以普通低合金钢或其它合金材料为基材,通过一定连接方式结合成一体的复合板材,兼具不锈钢和其它合金材料的优点,在价格上具有同规格纯不锈钢无法比拟的优势。
因此,不锈钢复合板材自诞生以来就一直受到人们的高度重视。
金属复合板的研究最早是美国于1860年开始的,工业性生产始于20世纪30年代。
当时美国为了降低成本,提高强度,开始了镍复合钢板的生产。
20世纪30年代,苏联也对铝、锡、钢等金属与合金的复合材料进行了初步研究,所采用的生产工艺主要有轧制法、铸造法、爆炸法、扩散焊接法等。
其中,对冷轧复合法的工艺及力学性能研究较为深入,试生产了08F钢基体上复合1828型不锈钢的三层耐蚀复合板。
20世纪50-60年代,英国伯明翰大学等单位对固相复合进行了较为系统的研究,取得了很大成就。
日本在复合材料方面的研究虽较晚,但进步迅速,近年来成为从事金属复合材料研究最多的国家之一。
我国的复合板研制始于20世纪60年代初,主要方法有爆炸焊接、爆炸焊接+轧制、热轧、冷轧等,主要研究单位有上海钢铁研究所、东北大学、北京科技大学、武汉科技大学等。
不锈钢复合板焊接一、不锈钢复合板下料:一般用机加工或等离子切割。
用等离子切割时方向是从复层往基层,即复层朝上。
切割时应采取措施避免将切割熔渣溅落在复层表面上。
对剪切不锈钢复合板的,也是复层朝上。
但无论用等离子还是剪切下料,都要留有余量,以便后面加工去掉受影响部分。
坡口加工一般用机加工制备。
二、材料:无论板材还是焊材都应符合相关规定。
一般用于壳体不锈钢复合板板材(特别是用于封头的板材)都应进行复验(主要是检测钢板的弯曲性能)。
三、焊工资格:过渡层和复层焊接应由有堆焊资格的焊工焊接,即SMAW-(N12)-II-1G-F4。
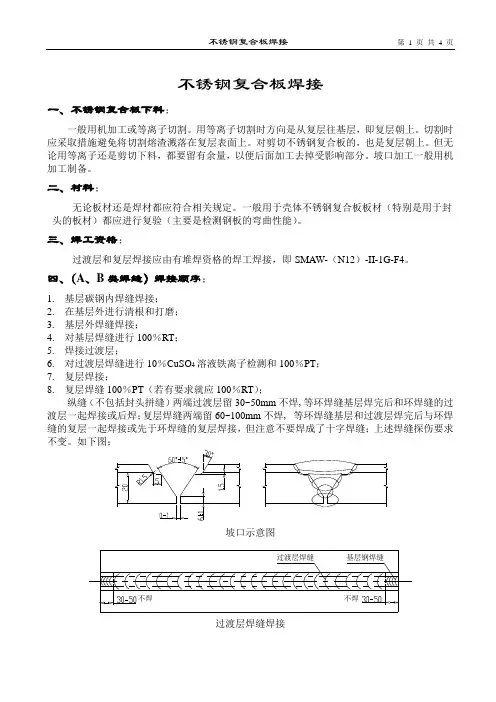
四、(A、B类焊缝)焊接顺序:1.基层碳钢内焊缝焊接;2.在基层外进行清根和打磨;3.基层外焊缝焊接;4.对基层焊缝进行100%RT;焊道凹陷深度不大于1.5mm,焊缝金属与母材应平缓过渡,不能形成台阶。
对不符合要求的焊缝可以用小直径焊条补焊再用砂轮修磨。
6.基层焊缝和过渡层焊缝焊后应有一定凹陷,以便后面焊接,不然就要砂轮打磨。
7.对于封头拼缝,可按A、B类焊接,复层焊缝焊完后只进行100%PT,在封头成型后再进行100%RT(即两次100%RT)。
若有要求复合层焊完进行100%RT,则在封头成型后仍必须进行100%RT(即三次100%RT)。
9.对分层或有其他缺陷的不锈钢复合板,在取得设计者同意后可进行补焊。
一般可按下图将基层去掉1.5~2.5mm,再焊过渡层和复层,焊后磨平修光。
一般情况下可开长圆孔或圆孔,但最好有一定的倾斜度,以便于焊接时熔合良好。
复层焊条过渡层焊条。
《不锈钢复合板热轧仿真模拟》篇一一、引言随着现代工业技术的不断发展,不锈钢复合板作为一种重要的金属材料,在建筑、化工、造船、汽车等众多领域中得到了广泛应用。
其生产过程中,热轧是关键环节之一。
然而,由于热轧过程的复杂性,实际生产中常会出现一系列问题。
因此,对不锈钢复合板热轧过程进行仿真模拟显得尤为重要。
本文将针对不锈钢复合板热轧仿真模拟进行详细介绍,以期为相关领域的科研工作者和生产实践者提供参考。
二、不锈钢复合板概述不锈钢复合板是一种由两种或多种不同材质的金属板材通过复合工艺制成的材料。
其优点在于结合了不同金属的优点,具有优异的耐腐蚀性、耐磨性、抗冲击性等特性。
不锈钢复合板广泛应用于石油、化工、海洋工程、桥梁建筑等领域。
三、热轧工艺及原理热轧是金属板材加工的重要工艺之一,其原理是通过加热金属板材至一定温度,使其塑性增强,然后通过轧机进行轧制,使金属板材达到所需的形状和尺寸。
在不锈钢复合板的生产过程中,热轧环节对于保证产品的质量、提高生产效率具有重要意义。
四、不锈钢复合板热轧仿真模拟4.1 仿真模拟的必要性不锈钢复合板热轧过程中涉及到的物理、化学变化复杂,实际生产中难以准确控制。
通过仿真模拟,可以更加直观地了解热轧过程中的温度场、应力场、组织变化等关键因素,为实际生产提供指导。
4.2 仿真模拟的方法目前,常用的不锈钢复合板热轧仿真模拟方法包括有限元法、离散元法等。
其中,有限元法在处理复杂问题时具有较高的精度和效率,被广泛应用于金属板材热轧仿真模拟中。
4.3 仿真模拟的过程不锈钢复合板热轧仿真模拟的过程主要包括建立模型、设定参数、求解计算和结果分析等步骤。
其中,建立准确的物理模型是关键,需要考虑到材料的物理性质、热性质、力学性质等因素。
设定合理的参数对于仿真结果的准确性具有重要意义。
求解计算则需要借助专业的仿真软件进行。
最后,根据仿真结果对热轧过程中的温度场、应力场、组织变化等进行详细分析。
五、仿真模拟在不锈钢复合板热轧中的应用5.1 优化热轧工艺参数通过仿真模拟,可以准确预测不同热轧工艺参数对产品性能的影响,从而优化热轧工艺参数,提高产品的质量和生产效率。
不锈钢板的性能特点不锈钢板属于一种高端材料,其具有很好的防锈性能及耐腐蚀性能,拥有较高的强度且在变形时不易破裂等特性,可以在恶劣的环境下使用;在不锈钢板品种中,我们常用的主要有奥氏体和马氏体两种不锈钢板,其中奥氏体不锈钢板塑性好,马氏体则是在硬性好,其外还有双相体、铁素体、沉淀硬化不锈钢板等。
由于不锈钢板的特性,其中主要用在化工业、制造业、五金业、建筑等行业,用途较为广泛;不锈钢板之所以能用途如此广泛的用途,主要原因是由于它的性能关系,接下来我们来了解下不锈钢板有哪些性能及不锈钢板这些性能起到什么作用及特点。
1、化学性能:不锈钢板是由合金元素组成,这些元素也决定了不锈钢板性能的差异;由于这些元素的存在,因此造就了不锈钢板具有极佳的耐化学腐蚀和电化学腐蚀性能,是在钢材里面是最好的,仅次于钛。
2、物理性能:不锈钢板具有耐热、耐高温、耐低温且还耐超低温。
3、力学性能:不锈钢板种类的不同,其力学性能也也是各不相同;①奥氏体不锈钢板具有良好韧性,强度不高但是耐腐蚀性能却是不锈钢板中最好的、适用于要求耐蚀高而力学性能要求不高的场合,如化工业、酸碱业、制造业等;②铁素体不锈钢板力学性能适中,强度不高,但耐氧化性能较好,适用于工业炉零件;③马氏体不锈钢板具有较高的强度、硬度,适合于制造既耐蚀又需要高强度、高耐磨性的零件,如水轮机轴、不锈钢板刀具、不锈钢板轴承等。
4、工艺性能:奥氏体不锈钢板的工艺性能在不锈钢板种类中是最好的、由于其的塑性很好,因此可加工成各种不锈钢板板材、不锈钢板管材、不锈钢板棒材等,适合于压力加工;而马氏体不锈钢板由于硬度较高,因此其工艺性能也相对差一些不锈钢复合板模铸法技术的发展不锈钢复合板模铸法应用较早,与轧制复合法、爆炸复合法不同的是其为固液相复合。
用该法制备不锈钢复合板时,将两块不锈钢复合板叠合,中间涂上剥离剂,四周焊合后放在铸模中。
为防止浇铸时不锈钢复合板氧化,形成表面夹杂,不锈钢复合板外表面涂上防氧化剂。
不锈钢复合板的焊接工艺(Q235A+304或310S)Q235A+304或310S不锈钢复合板是一种以Q235A为基层,304或310S为复层,通过轧制、爆炸或爆炸轧制等方法,使之结合在一起的一种复合材料。
基层Q235A能满足压力容器材料强度要求.而复层304或310S是一种超低碳奥氏体不锈钢.具有良好的耐腐蚀性能。
复合后的材料不但能同时达到强度要求和耐腐蚀要求.而且它在市场上的价格要比304或310S的价格低得多。
所以越来越多复合钢板被用于石油、化工、食品、制药设备等行业。
但复合钢板的制造及焊接工艺比较复杂,特别是对过渡层及复层的焊接质量技术要求较高。
因此,对不锈钢复合钢板的焊接进行焊前分析、焊接工艺评定和合理选择焊接工艺参数是保证焊接质量的关键。
1.焊接性分析为保证复合钢板不因焊接而失去原有优良的综合性能,通常是分别对基层和复层进行焊接。
即把不锈复合板分为基层焊接、复层焊接和二者交界处的过渡层的焊接。
基层材料Q235A 是压力容器常用的低碳钢.其焊接性能良好.焊接时一般不需要采取特殊工艺措施.只有在低温情况下焊接结构刚性在的构件时才采取焊前预热和焊后缓冷的措施本例由于在常温下焊接,而且结构刚性不大,故无需采取预热等措施。
304或310S属于奥氏体不锈钢,如果在450oC~480~C范围内长时间停留,会析出碳化铬(Cr23C )。
铬主要来源于晶粒表面。
而内部铬来不及补充,使晶界的晶粒表层形成贫铬区.在强烈火腐蚀介质作用下贫铬区会形成晶间腐蚀.故焊接复层304或310S时应采用超低碳或含有钛铌等元素的不锈钢焊条,同时采用小工艺参数。
尽量减少热输入量,控制层间温度在60 以下。
过渡层的焊接性能主要取决于基层Q235A和复层304或310S材料的物理化学性能、接头的形式和填充金属等。
2焊接材料的选择2.1焊接材料选用原则2.1.1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值。
复合不锈钢是什么材料
复合不锈钢是一种由两种或两种以上的不同金属或非金属材料通过一定的方法
制造而成的不锈钢材料。
它具有两种或两种以上材料的优点,弥补了单一材料的缺点,因此在工业和民用领域得到了广泛的应用。
首先,复合不锈钢具有优异的耐腐蚀性能。
由于其由不同材料组成,可以根据
具体的使用环境和要求来选择合适的材料组合,从而使其具有更好的抗腐蚀性能。
例如,钛/铜复合不锈钢在海水环境中具有良好的耐腐蚀性能,而铬/镍复合不锈钢
在化工领域具有优异的耐腐蚀性能。
其次,复合不锈钢具有良好的机械性能。
通过合理选择不同材料的组合比例和
工艺方法,可以使复合不锈钢具有更高的强度和硬度,同时保持良好的塑性和韧性。
这使得复合不锈钢在制造机械零部件和结构件时具有更广泛的应用前景。
此外,复合不锈钢还具有良好的导热性能和耐磨性能。
通过合理设计复合不锈
钢的结构和组分,可以使其具有良好的导热性能,适用于制造需要良好导热性能的产品。
同时,复合不锈钢还可以通过表面处理等方式提高其耐磨性能,延长使用寿命。
总的来说,复合不锈钢是一种具有多种优异性能的材料,广泛应用于航空航天、化工、海洋工程、汽车制造等领域。
随着材料科学和工艺技术的不断发展,复合不锈钢将会有更广阔的应用前景,为人类创造更多的价值。
不锈钢复合板的种类及特点
嘿,你知道不锈钢复合板有哪些种类吗?那可真是不少呢!比如说
爆炸复合不锈钢板,就好像是一个勇猛的战士,坚固无比!咱就说在
一些对强度和耐腐蚀性要求高的场合,它可真是大显身手啊!(比如
石油化工行业,它就能稳稳地发挥作用。
)还有热轧不锈钢复合板,
这就像是一个踏实可靠的老伙计,默默地奉献着。
它的生产效率高,
成本相对较低,多实在呀!(像在建筑行业里,经常能看到它的身影呢。
)
不锈钢复合板的特点那也是相当突出的呀!它既有不锈钢的耐腐蚀性,又有普通钢材的强度和韧性,这不就是鱼和熊掌兼得嘛!这不就
像一个人既有着聪明的头脑,又有着强壮的体魄一样厉害吗?(就好
比一辆车,既跑得稳又能经得住各种路况的考验。
)
而且啊,不锈钢复合板还特别耐用呢!这可不是我瞎吹,你想想看,它能在各种恶劣环境下长期使用,这得有多牛啊!(就好像一位久经
沙场的将军,啥场面都能应对自如。
)它还容易加工,可以根据不同
的需求进行裁剪、折弯等操作,多方便呀!(跟捏面团似的,想怎么
弄就怎么弄。
)
咱再说说它的性价比,那可真是超高的!比起纯不锈钢板,它价格
更实惠,但是性能却一点也不逊色,这多划算呀!(这不就像是花更
少的钱买到了更好的东西,谁不乐意呢?)
总之啊,不锈钢复合板的种类丰富多样,特点也是杠杠的!它在各
个领域都有着广泛的应用,真的是不可或缺的好材料呀!你说是不是?。

不锈钢复合板介绍目录一、爆炸不锈钢复合板的历史由来.........................二、爆炸不锈钢复合钢板基础知识.........................1.不锈钢复合板爆炸基本原理..........................2.不锈钢复合板爆炸工艺流程..........................3.不锈钢复合板爆炸性能分析..........................3.1界面的结合率.....................................3.2界面剪切强度.....................................3.3 拉伸性能........................................3.4 冷弯性能........................................3.5 冲击性能........................................3.6 扭转性能........................................3.7 其它...........................................3.7.1 硬度..........................................3.7.2 焊接..........................................3.7.3 热处理........................................4.不锈钢复合板爆炸优缺分析..........................5.不锈钢复合板的发展现状及应用简介....................一、爆炸不锈钢复合板的历史由来爆炸不锈钢复合板,它是以炸药为能源,利用炸药爆炸时产生的冲击波使两层或多层同种或异种材料高速倾斜碰撞、而焊合在一起的方法。
附件三:不锈钢-碳钢复合板焊接标准不锈钢复合板焊接标准Bl50 1998《钢制压力容器》规定,凡是新材料、新焊接工艺均应进行焊接工艺评定。
焊接工艺评定应以可靠的钢材焊接性能试验为依据,并在产品焊接之前完成。
不锈钢复合板能否通过焊接工艺评定,是不锈钢复合板焊接的关键所在。
目前,不锈钢复合板的焊接工艺评定应按照JB 4708~2000《钢制压力容器焊接工艺评定》附录A(标准的附录)“不锈钢复合钢焊接工艺评定”进行,并遵守该标准正文的有关规定。
不锈钢复合板焊接技术不锈钢复合板是由复层(不锈钢)和基层(碳钢、低合金钢等)复合轧制而成的双金属,由复层保证耐蚀性能,强度主要靠基层获得,这样可以节约大量不锈钢,具有良好的经济价值。
不锈钢复合板由于具有良好的综合性能和价格优势,在石油化工、食品工业等领域得到日益广泛的应用。
不锈钢复合板焊接既不同于不锈钢,也不同于碳钢或低合金钢,而有其特点和难点。
不锈钢复合板的特点不锈钢复合板特点一先进的复合工艺钎焊法复合工艺使不同材质材料之间形成原子结合。
不锈钢复合板特点二屈服强度高纯不锈钢板的屈服强度为;190MPa,铝合金为 90MPa,而复合板的屈服强度为 280MPa以上. 不锈钢复合板特点三耐腐性能好因复合板的表面为不锈钢材质,所以它具有很强的耐腐性能。
不锈钢复合板的焊接工艺评定焊接方法的选择根据复合钢板的材质和厚度,并考虑现场施工,基层选用熔化极CO2气体保护焊,复层焊接选用焊条电弧焊。
CO2气体保护焊具有熔合比较小、生产率高、成本低、焊接变形和应力小、焊缝质量高等优点;焊条电弧焊熔合比较小,灵活性较大,适用范围广。
不锈钢复合板过渡层焊接时主要存在的问题焊缝金属的稀释由于基层碳钢不含合金元素Cr、Ni,所以熔化时对焊缝金属中合金元素Cr、Ni有稀释作用,使焊缝中奥氏体形成元素Cr、Ni含量减少,焊缝金属中会产生马氏体淬硬组织,易产生裂纹,从而恶化接头质量。
因此,焊接过渡层时,应使用含铬、镍量较多的焊接材料,使之即使受到基层的稀释,也不会产生马氏体淬硬组织。
不锈钢复合钢板焊接技术要求
不锈钢复合钢板焊接技术的要求包括以下几个方面:
1. 焊接材料选择:应当选择与被焊接的不锈钢复合钢板具有相似化学成分和机械性能的焊接材料。
2. 焊接设备选择:应当选择适用于不锈钢复合钢板焊接的设备,如TIG(氩弧焊)、MIG(气体金属弧焊)等。
3. 焊接工艺选择:应当选择适合不锈钢复合钢板的焊接工艺,如直流或交流焊接、直流直流配电焊接等。
4. 焊接电流和电压设置:应当根据不锈钢复合钢板的厚度和材质的不同,合理调整焊接电流和电压的设置,以确保焊接质量。
5. 预热温度和焊后热处理:应当根据不锈钢复合钢板的厚度,预热温度的设置有助于减轻焊接应力和熔池形成的裂纹,并且在焊接完成后可以进行适当的热处理,以消除残余应力。
6. 焊接速度和焊接顺序:应当控制焊接速度,避免熔池过大或过小。
同时,确定合适的焊接顺序,以保证焊缝质量。
7. 焊接环境条件:应当在清洁、无风、无露水的环境下进行焊接,以避免外界杂质对焊接质量的影响。
需要注意的是,不锈钢复合钢板焊接技术要求还随着具体的应
用领域、材料要求和工艺要求的不同而有所差异,上述仅为一般性的要求,具体应根据实际情况进行选择和调整。
耐腐蚀要求的不锈钢复合板热压后热处理制度Stainless steel composite panels are a key component in many industries due to their corrosion resistance and durability. Afterbeing hot pressed, these panels require a specific heat treatment process to ensure they meet the necessary corrosion resistance standards. The heat treatment process is crucial in enhancing the mechanical properties and corrosion resistance of the stainless steel composite panels.不锈钢复合板由于其耐腐蚀性和耐用性,在许多行业中是关键组件。
经过热压后,这些板材需要特定的热处理工艺,以确保它们符合必要的耐腐蚀标准。
热处理过程对提高不锈钢复合板的机械性能和耐腐蚀性至关重要。
During the heat treatment process, the stainless steel composite panels undergo a series of controlled heating and cooling cycles to achieve the desired microstructure and mechanical properties. The heat treatment not only helps in improving the corrosion resistance but also enhances the strength and ductility of the panels. By carefully controlling the temperature and duration of the heattreatment, manufacturers can tailor the properties of the stainless steel composite panels to suit specific applications.在热处理过程中,不锈钢复合板经历一系列受控制的加热和冷却循环,以达到期望的微观结构和机械性能。
不锈钢复合板的焊接一、概述不锈钢复合板是用较薄的不锈钢板(304L、316L、321等)与较厚的低碳钢板或合金钢板复合而成,复合方法一般采用爆炸法、轧制法或爆炸轧制法。
不锈钢复材的厚度一般在3-6mm,而基材的厚度则可能根据需要确定为10以上的任意厚度。
目前我公司所使用的复合板基材的最大厚度为96mm.由于不锈钢复合板存在珠光体钢与奥氏体钢两种材质,所以焊接过程中除了考虑到珠光体基材的接头性能和奥氏体复材的性能要求外,还存在着异种钢的焊接问题。
因此在焊接不锈钢复合板的过程中同时具有珠光体钢、奥氏体钢和异种钢的焊接特点,并且由于特殊的用途及散热情况和应力状态的影响复合板的焊接还具有他自己的特点。
不锈钢复合板产品有两种强度计算方式,一种是只计算基材的强度而复材仅考虑其抗腐蚀或抗氧化性能,另一种是基材和复材都参与强度计算。
后者对焊接提出了更高的要求,即在保证其抗腐蚀性的同时还应保证焊缝内部的连续性和致密性,因此在焊接工艺和焊接材料的选择上应予以重视。
复合板容器的复合层金属接触工作介质,设计者根据产品工作温度、操作介质规定复层金属及其焊接接头的抗腐蚀要求。
对于具有较高的抗腐蚀要求的产品,通常规定焊接接头需通过抗腐蚀试验,此时应选定适当的焊缝坡口型式、焊接材料、严格控制焊接工艺全过程,以使焊接接头的质量满足设计要求。
制造不锈钢复合板容器常采用的技术条件有:《压力容器安全技术监察规程》《钢制压力容器》 GB-150《钢制管壳式换热器》 GB-151《不锈钢复合板焊接技术条件》 GB/T 13148-91《不锈钢腐蚀试验法》 GB 4334二、不锈钢复合板焊接常用坡口型式不锈钢复合板焊接坡口型式主要根据接头位置、复合板材料的厚度、复层焊缝的化学成份要求和抗腐蚀要求来确定。
表1为常用的复合板接头型式。
当对复层焊缝抗腐蚀要求较高时或复层为超低碳不锈钢,需在焊接区的复合层与基层结合处,将基材加工掉1-2mm,采用过渡层焊材填充,降低基材焊缝及母材的稀释对复层焊缝化学成份的影响,确保复层焊缝的合金元素含量,使其接头的抗腐蚀性满足设计要求。
不锈钢复合板容器制作工艺一、基本要求1不锈钢复合板的运输及堆放应如下图所示(复层对复层,基层对基层,且复层之间应用木材隔离):2制造场地的要求:制造场地应保持清洁,地面应铺设地板或木桩拼接;3设备及工具的要求:卷板机的上轴表面应用硬塑料包覆。
刨边时刨边机的压脚应垫橡胶;4吊装的要求:原材料及产品的吊装一般采用布袋吊,当必须采用吊钩时应在接触不锈钢的地方垫好橡胶板;5制作:在整个制作过程中要严防不锈钢表面的铁污染。
不得在不锈钢表面打标记移植和焊工钢印等。
二、主要制作工序1板材下料1.1操作者领料前严格查看图纸及工艺领料卡,在确定无误后方能领料;1.2操作者领料后应进行材料标记复核,确定材料的牌号、规格、供货状态等是否符合要求,材料表面是否符合相关标准的规定;1.3下料时在材料被分割以前,应进行标记移植,标记及移植按照质保体系的规定及要求;1.4禁止在复层表面上切割线内用针划线打样冲眼,不得用墨汁、油漆涂写,尽量避免铁器碰伤划伤表面;1.5下料时一般采用剪切下料,当采用等离子下料时应去除热影响区;1.6采用切割机进行切割时复层朝下,从基层侧开始切割并严禁熔渣溅到复层表面。
2封头成型2.1我公司封头一般外协给成都正武封头厂、江苏宜兴北海封头厂等几家国内专业的大型封头压制单位制作;2.2若封头采用拼接,须先拼接后成形,并按JB/T4730.2-2005进行100%RT检测,技术等级符合AB级,合格级别Ⅱ级,不锈钢复合层的焊接接头须按JB/T4730.5-2005进行100%PT 检测,Ⅰ级合格;封头在成形后还须对小R圆弧段按JB/T4730.2-2005的要求进行100%RT检测,Ⅱ级合格;2.3封头冷成型:封头成型时,尽量不采用旋压,当必须采用旋压时,不锈钢面应涂保护层。
当打鼓后需进行中间退火时,应严格控制加热曲线,避免不锈钢敏化;2.4封头热成型2.4.1加热前在不锈钢表面涂上耐高温涂料;2.4.2当炉温升到400℃后加热速度应不小于250℃/h.。
不锈钢复合板焊接套定额不锈钢复合板焊接套定额是指在焊接工艺中使用的不锈钢复合板的相关标准和规范。
它主要包括了不锈钢复合板的选材、焊接方法、焊接参数、焊接质量要求等方面的内容。
在不锈钢复合板焊接过程中,正确遵循定额对于实现焊接工艺的合理化和规范化起到了重要的指导和保障作用。
首先,不锈钢复合板的选材是焊接工艺中至关重要的一环。
根据不同工程需求,选用不同牌号的不锈钢复合板,以保证焊接接头的性能和耐腐蚀能力。
同时,还需注意不锈钢复合板的厚度、宽度等参数是否符合要求,以确保焊接接头的牢固性和稳定性。
其次,不锈钢复合板的焊接方法也需要根据实际情况进行选择。
常见的焊接方法有手工电弧焊、氩弧焊等。
在进行焊接时,要注意焊工的操作技术和工艺控制,避免出现焊接缺陷,确保焊缝的质量达到预期要求。
不锈钢复合板的焊接参数也是决定焊接接头质量的重要因素。
焊接参数包括电流、电压、焊接速度、预热温度等。
正确选择和控制焊接参数可以确保焊接接头的强度和密实性,避免产生焊接缺陷,提高焊接接头的工作性能和使用寿命。
此外,不锈钢复合板的焊接质量要求也需要严格遵守。
焊接接头的质量直接影响到整个焊接结构的使用寿命和安全性。
因此,在焊接过程中,要仔细检查焊缝的质量,确保焊缝的完整性、内部结构的均匀性和紧密性。
总之,不锈钢复合板焊接套定额是在不锈钢复合板焊接过程中的一份重要文件,它对于规范和指导工艺的实施具有重要的作用。
通过正确使用和遵循不锈钢复合板焊接套定额,可以保证焊接接头的质量和焊接结构的稳定性,提高整个焊接工艺的效率和安全性。
在实际的焊接工作中,我们应该密切关注并遵循不锈钢复合板焊接套定额的要求,以提高我们的焊接技术水平和工作质量,为工程建设和制造业的发展做出更大的贡献。
不锈钢复合板
不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板。
它的主要特点是碳钢和不锈钢形成牢固的冶金结合。
可以进行热压、冷弯、切割、焊接等各种加工,有良好的工艺性能。
简介
不锈钢复合板的基层材料可以使用Q235B、16MnR、20R等各种普通碳素钢和专用钢。
覆层材料可以使用304、316L、1Cr13和双相不锈钢等各种牌号的不锈钢。
材质和厚度可以自由组合,满足不同用户的需要。
不锈钢复合板已经广泛应用于石油、化工、盐业、水利电力等行业。
不锈钢复合板作为一种资源节约型的产品,减少贵重金属的消耗,大幅度降低工程造价。
实现低成本和高性能的完美结合,有良好的社会效益。
生产方法
不锈钢复合板是怎样生产的呢?不锈钢复合板工业化生产主要有两种方法,爆炸复合和热轧复合。
爆炸复合板的生产工艺是将不锈钢板重叠置于碳钢基板上,不锈钢板和碳钢基板之间用垫子间隔出一定的距离。
不锈钢板上面平铺炸药,炸药爆炸的能量,使不锈钢板高速撞击碳钢基板,产生高温高压使两种材料的界面实现固相焊接。
理想状态下,界面的每平方毫米的剪切强度可以达到400 MPa。
热轧复合板工艺是以碳钢基板和不锈钢板处于物理纯净状态,在高度真空条件下进行轧制而成。
在轧制过程中两种金属扩散实现完全的冶金结合。
当然为了提高复合界面的润湿效果,提高结合强度,在界面的物理化学处理方面还要采取一系列技术措施。
以上两种复合板制造方法都执行GB/T-8165-1977国家标准。
该标准非等效采用日本 JISG3601-1990标准,主要技术指标相同或高于日本标准。
工艺特点
爆炸复合工艺的特点
一、由于爆炸复合是冷加工,因此它可以产生除不锈钢复合板以外很多种金属复合板,如钛、铜、铝等等。
二、爆炸复合可以生产不锈钢复合板总厚度可以达到几百毫米厚的不锈钢复合板,如一些大型底座和管板等。
但是不适合生产总厚度小于10 mm的较薄的复合钢板。
三爆炸复合利用炸药的能量生产,对环境会造成振动、噪声和烟尘污染。
但是设备投资少,国内爆炸生产厂大小有上百家。
由于受天候和其他工艺条件的限制,爆炸复合生产效率较低。
热轧复合工艺特点
一、使用大型中板轧机和热连轧机生产,因此生产效率高,供货速度快。
产品幅面大,厚度自由组合。
不锈钢覆层厚度0.5mm以上均能生产。
但投资大,因此生产厂家较少。
二、由于受轧钢压缩比的限制,热轧生产尚不能生产厚度50mm以上的复合钢板,也不方便生产各种小批量、圆形等特殊形状的复合板。
热轧复合板的优势6、8、10 mm的薄规格复合板。
在热连轧条件下,能够生产复合卷板,降低生产成本,满足更多的用户需求。
三、在当前技术条件下,热轧工艺不能直接生产钛、铜、铝等有色金属复合板。
综上所述,两种迥然不同生产工艺各具特点,同时存在和发展,满足不同用户的千差万别的需求。
爆炸轧制法是前述两种工艺的结合,不再赘述。
不锈钢复合板兼具各种碳素钢和不锈钢的特点,以其优异的性能价格比为用户欢迎,有广阔的市场前景。
但有趣的是,从五十年代开始,经过半个多世纪风风雨雨的开发过程,仍然有很多人不知道它。
更多的人未使用过它。
应该说不锈钢复合板的市场远未进入成熟期,仍在开发过程中。
科技工作者为建设资源节约型社会的探索和努力永远不会停止。
满园春色关不住,一支红艳出墙来。
不锈钢复合板作为新材料百花园里的一个奇葩,必将在科学的春天里绽放。