轮对压装曲线中压力采集系统的研究
- 格式:pdf
- 大小:241.72 KB
- 文档页数:4
影响机车轮对注油压装压力值的探讨摘要:本文通过试验统计分析并结合实践经验探究了影响机车轮对注油压装压力值的重要因素,分析了注油压力、配合表面粗糙度、润滑剂使用对压装过程的影响,并提出了优化方案。
关键词:轮对;压装;因素分析;优化方案一前言和谐型电力机车在我国铁路运输行业有着广泛的应用,轮对是机车车辆重要的走行部件,轮对压装对车辆运行安全和运行品质有重要的影响。
和谐型电力机车轮对压装方式主要为注油压装,在高压油的作用下,轮轴以一定过盈量通过压装机进行配合。
压力曲线是反映轮轴压装质量的直观指标,压力值不合格会导致压装失败甚至车轮、车轴报废的情况,影响压装合格率。
本文以HXD1系列机车轮对压装为例,采用统计分析、实验验证等方法,分析了影响注油压装压力值不合格的因素并提出优化改善方案,经验证可行有效。
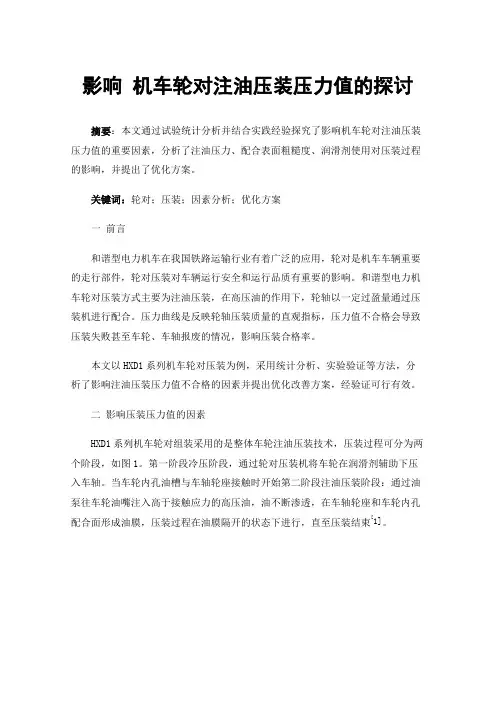
二影响压装压力值的因素HXD1系列机车轮对组装采用的是整体车轮注油压装技术,压装过程可分为两个阶段,如图1。
第一阶段冷压阶段,通过轮对压装机将车轮在润滑剂辅助下压入车轴。
当车轮内孔油槽与车轴轮座接触时开始第二阶段注油压装阶段:通过油泵往车轮油嘴注入高于接触应力的高压油,油不断渗透,在车轴轮座和车轮内孔配合面形成油膜,压装过程在油膜隔开的状态下进行,直至压装结束[1]。
压装前需进行压装机和轮轴状态的检查调整,压装时操作者应关注压力曲线的实时变化,压装完成后进行轮对内测距、轮位差测量并按要求进行反压试验。
图1 车轮压装及压装曲线示意图本文统计分析了中车株洲电力机车有限公司2017-2018年共10117对和谐型电力机车检修轮对的压装情况,如表1,其中压力曲线不合格为105次。
表1 压力曲线不合格率统计结合数据及实际经验发现导致压装压力不合格的主要因素有注油压力、轮轴配合表面粗糙度和润滑剂使用等。
三各要因分析1 注油压力注油压力为高压油泵提供的油压值大小,据《机车轮对组装技术条件TB 1463-2015》[2],HXD1型电力机车轮对使用的整体车轮注油压装建议压力值为98~170MPa。
轮对一次压装的浅析与对策发布时间:2022-09-02T01:38:38.300Z 来源:《科学与技术》2022年4月8期(下)作者:思晓花[导读] 统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,思晓花中国铁路青藏集团有限公司青海省西宁市 810006摘要:统计近年来的一次压装合格率,经过分析轮对压装曲线,找到影响一次压装合格的关键因素,制订相应措施,使得各型轮对压装合格率明显提高。
关键词:轮对;加工;压装;粗糙度;圆柱度;过盈量。
轮对一次压装是按厂修技术标准将加工选配好的车轮、车轴经同温后利用轮对压装机过盈冷压,通过压装压力曲线来判断轮对是否压装合格。
一、轮对一次压装合格率的数据统计西宁东车辆段承担着青藏集团公司客货车轮对的组装工作,具有10种轮对的厂修资质,而现场仅有一条轮对组装流水线,承担8种客车轮对、2种货车轮对组装工作,无法同时组装客、货车轮对。
经统计2017年至2020年共计压装轮对10625条,其中客车轮对压装1508条,共计压装1637次,其一次压装合格率平均为92%;货车轮对压装共计9117条,共计压装9422次,其一次压装合格率平均为为96%。
其中RDAM96轮对的一次压装合格率,最低仅为65%。
二、轮对一次压装的过程分析由以上数据可以看出,西宁东车辆段厂轮轮对一次压装合格率偏低。
进而分析2020年度压装不合格曲线,主要有降吨、超吨、平直、轮位差(盘位差)超限及中间凹下等原因。
对轮对一次压装过程进行分析如下:1.人员素质。
由于从2016年才开始从事轮对压装工作,业务技能及经验掌握有一定差距,加之10种轮对组装之间换型频繁,导致作业人员对标准易混淆。
比如2017至2020年厂轮共计压装RDAM96轮对188条,分11次完成,平均每次17条,实际生产中最多一次压32条,最少一月仅有2条,无法对轮座、轮毂孔、盘座、盘毂孔的粗糙度、圆柱度及过盈量等因素调整到最佳配合,缺乏经验值。
轮对压装曲线影响因素分析轮对压装工艺是轮对组装过程中广泛采用的工艺方法,轮对压装曲线是判定轮对组装是否合格的关键项点之一。
各常用轮对压装标准中军队轮对压装曲线标准作出了明确要求。
轮对生产过程中,如何保证压装曲线符合标准要求是轮对压装工艺制定过程中需要重点研究的要求之一。
本文对轮对生产过程中常用的标准进行分析、结合生产过程中常见的曲线偏差问题对压装曲线的影响因素进行分析,提出轮对压装曲线的有效控制方法并针对既有的压装曲线判定标准提出改进建议。
2常用标准体系对轮对压装曲线及压力试验的要求2.1EN13260要求[1]压装力必须在轮座压入轮毂30mm前开始增加,该力必须持续增加且不得超出设计者规定压力界限。
但下列情况是允许的:在压装至注油槽时,压装力允许降低,但在25mm位移内必须达到油槽之前的最大压装力且该压力允许低于规定的最小压装力。
在最后的25mm位移内,安装力最多可以减少0.05MN。
为了传递力和力矩,组件必须能够在各元件之间不产生相对位移的前提下承受30s的轴向力F。
2.2UIC813要求[2]在轮或轮心在轮座上移动值达到20mm前增加压力。
根据轮心移动情况,压装压力值连续的、平稳的增加。
当轮临近导油槽附近时压装力允许减小。
最终的压装力值不得超出最小装配力PFmin和超过最大装配压力PFmax。
然而,在反压力检测时,在经允许的情况下最大装配压力值不能超过最大压力值的10%。
在装配的最后25mm的距离范围内装配压力值可以降低50kN。
在压装曲线上的任何一点压力值不得超过最大压装力PFmax的1.1倍。
反压试验中车轮必须保证在车轴上没有发生任何移动。
2.3BS5892要求[3]在实施压力之前,应该将压力记录值调整为零。
在将各轴的轮座压入车轮孔或者车轮中心孔之前,应力图中所标示的压力值应该从零起,按照20mm的增长率开始增加。
压力图当中应该表明压力随着车轮或者车轮中心的偏移而呈现出的平稳渐增性,但是不能够超出规定的最大值Pfmax。
轮对压装过程中几个关键工艺参数的分析摘要:铁路客车轮对承受着车辆的全部载荷,并在负重的条件下沿轨道作高速运转,轮对压装作为重要工序之一,其参数直接影响着行车安全。
本文分析了轮对压装的工艺过程中的几个关键参数,阐述了压装过程中易产生的问题,分析了产生这些问题的原因。
关键词:轮对;工艺;参数轮对是铁路客车最主要的零部件之一,而轮对组装的质量是保证车辆在高速运行中安全的至关重要的环节,车轴、车轮经过几道工序的加工,最后冷压组装,轮轴的加工质量好坏直接影响到轮轴压装环节的合格与否。
通过对压装环节主要质量问题的分析,我们找到了引起这些问题的原因,并在相应生产工序中采取措施,加强了工艺管理。
1. 影响轮对一次压装合格率的因素轮轴压装合格与否是用压装曲线来判别的,所以压装曲线记录仪的灵敏度也直接影响着轮对一次压装合格率。
同时,为了保证所需的联接强度及防止轮对联接部分的应力过高,必须正确选择过盈量。
但在实践中只满足过盈量的选取值,并不能取得理想的压力曲线和终止压装力,它还受到配合表面几何形状误差等因素的制约。
1.1 轮座、轮毂孔锥度对压装合格率的影响通常,在车轮轮毂孔上加工0.04的正向锥度,车轴轮座上加工0.10的正向锥度,以保证曲线形状及终止压装力合格。
在轮对压装过程中,由于轮座、轮毂孔锥度不一致,轮轴配合表面各部位的尺寸(沿径向方向)都不相等,因而沿轴向方向每一横截面的过盈量也不相等。
如果轮座与轮毂孔圆锥度较大且方向一致时,在开始压装时,会出现压力小或没压力,而压装一定量的长度时随过盈量的增加压力迅速增大,造成曲线的长度不够。
1.2 测量误差对轮对压装合格率的影响由于外径干分尺和百分表本身的不确定度(外径千分±0.006 mm,百分表±0.O25mm),再加上选配时测量部位和测量温度及湿度的影响,对过盈量的选取值形成累积误差,不能反映轮轴尺寸的真实值,直接影响过盈量选取的准确性,导致轮对一次压装合格率下降。
关于动车组轮对压装曲线分析判定及建议
景彪
【期刊名称】《铁道车辆》
【年(卷),期】2011(049)004
【摘要】针对动车组轮对压装出现的不合格F-S曲线,分析了EN标准动车组轮对压装F-S曲线的正确判定方法,并提出了建议.
【总页数】3页(P40-42)
【作者】景彪
【作者单位】铁道部驻太原机车车辆验收室,山西,太原,030009
【正文语种】中文
【中图分类】U279.3+3
【相关文献】
1.动车组检修轴箱轴承压装异常曲线分析 [J], 王晓宁;王海涵;苏浩;冷延鹏
2.浅析欧标轮对压装工艺及压装曲线判定方法 [J], 徐力;刘满华
3.动车组轮对轴承压装曲线异常问题的探讨 [J], 高华;陈铁军
4.高速动车组轮对压装仿真分析 [J], 李振华;帕拉提江·沙力
5.影响动车组轮对压装的关键因素及解决措施 [J], 柴玉卓;周碧川;李斌
因版权原因,仅展示原文概要,查看原文内容请购买。
机车轮对从动齿轮注油压装曲线研究摘要:轮对为转向架关键部件,其从动齿轮在机车运行过程中起着传递驱动系统作用力及保证机车运行安全及可靠性的作用,故保证其组装质量显得尤为重要,而衡量从动齿轮组装质量优劣的标准即为压装曲线,在进行机车转向架从动齿轮压装时,发现其压装曲线与标准存在不一致的问题,为提升机车转向架轮对质量,保证压装曲线与标准一致,进行了从动齿轮压装工艺研究,结合影响压装曲线合格的因素,并通过工艺试验,制定压装曲线与标准一致性措施。
关键词:从动齿轮;压装曲线;合格率;工艺试验一、问题的提出TB/T 1463《机车轮对组装技术条件》,其规定轮箍车轮即带箍轮心压装曲线要求(摘自TB/T 1463标准6.2.3条款)如下:图1 TB/T1463《轮对组装技术条件》曲线要求①压装曲线起始10mm处(车轴引锥位置)曲线陡升,呈现凸起现象。
如图2所示:图2 引锥配合处出现陡升现象②强压段(过车轴引锥后到油槽和车轴轮座形成密封环前)呈下降趋势。
如图3所示:图3 强压段呈现下降趋势二、原因分析影响压装曲线趋势及形状因素包括加工和组装两大类,其中加工主要影响因素有表面粗糙度、表面硬度、配合面形位公差、配合面引锥形状、配合过盈量、油槽形状;组装主要因素有压装介质、压装速度等。
具体影响体现见下表:序号项点名称表现形式和作用1车轴轮座表面状态包括粗糙度、是否滚压强化:直接影响最终压力2车轴引锥斜线过渡或圆弧过渡:直接影响曲线形状及趋势3车轴轮座形位公差直接影响曲线形状结合澳大利亚机车强压试验成果,本次从引锥形状(从动齿轮)、表面硬度及压装介质(车轮压装)等主要影响因素,开展了工艺试验。
三、工艺试验3.1.1内孔加工工艺方法(磨削改车削)齿轮内孔使用磨削工艺,车轮内孔粗糙度好,均可保持≤Ra1.6,而车削方式可以使齿轮引锥处一次加工到位,保证圆滑过渡,车削后的内孔粗糙度均≥Ra1.6。
另外通过调查发现,戚墅堰公司为保证从动齿轮(DF8B)更好的压装曲线,其对从动齿轮内孔表面粗糙度进行了限定,从而使得内孔加工工艺由磨削变为车削,而资阳公司从动齿轮(DF8B表面粗糙度≤Ra3.2)内孔仍然采用磨削,如图4所示。
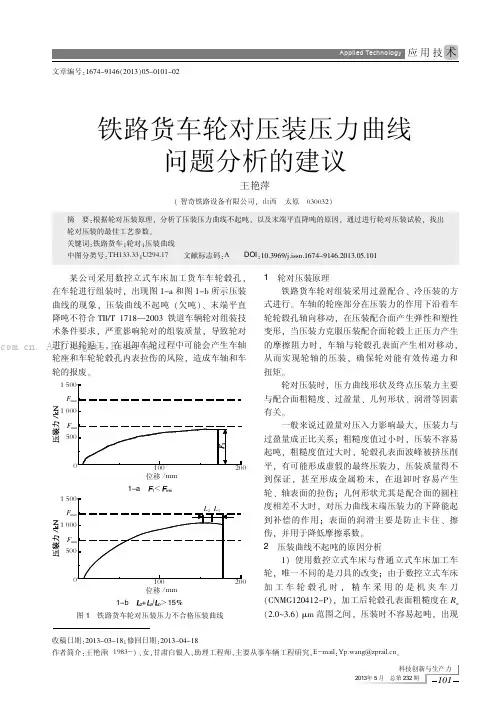
铁路货车轮对压装压力曲线问题分析的建议作者:王艳萍来源:《科技创新与生产力》 2013年第5期王艳萍(智奇铁路设备有限公司,山西太原030032)摘要:根据轮对压装原理,分析了压装压力曲线不起吨,以及末端平直降吨的原因,通过进行轮对压装试验,找出轮对压装的最佳工艺参数。
关键词:铁路货车;轮对;压装曲线中图分类号:TH133.33;U294.17文献标志码:ADOI:10.3969/j.issn.1674-9146.2013.05.101某公司采用数控立式车床加工货车车轮毂孔,在车轮进行组装时,出现图1-a和图1-b所示压装曲线的现象,压装曲线不起吨(欠吨)、末端平直降吨不符合TB/T1718—2003铁道车辆轮对组装技术条件要求,严重影响轮对的组装质量,导致轮对进行退轮返工,在退卸车轮过程中可能会产生车轴轮座和车轮轮毂孔内表拉伤的风险,造成车轴和车轮的报废。
1轮对压装原理铁路货车轮对组装采用过盈配合、冷压装的方式进行。
车轴的轮座部分在压装力的作用下沿着车轮轮毂孔轴向移动,在压装配合面产生弹性和塑性变形,当压装力克服压装配合面轮毂上正压力产生的摩擦阻力时,车轴与轮毂孔表面产生相对移动,从而实现轮轴的压装,确保轮对能有效传递力和扭矩。
轮对压装时,压力曲线形状及终点压装力主要与配合面粗糙度、过盈量、几何形状、润滑等因素有关。
一般来说过盈量对压入力影响最大,压装力与过盈量成正比关系;粗糙度值过小时,压装不容易起吨,粗糙度值过大时,轮毂孔表面波峰被挤压削平,有可能形成虚假的最终压装力,压装质量得不到保证,甚至形成金属粉末,在退卸时容易产生轮、轴表面的拉伤;几何形状尤其是配合面的圆柱度相差不大时,对压力曲线末端压装力的下降能起到补偿的作用;表面的润滑主要是防止卡住、擦伤,并用于降低摩擦系数。
2压装曲线不起吨的原因分析1)使用数控立式车床与普通立式车床加工车轮,唯一不同的是刀具的改变;由于数控立式车床加工车轮毂孔时,精车采用的是机夹车刀(CNMG120412-P),加工后轮毂孔表面粗糙度在Ra(2.0~3.6)μm范围之间,压装时不容易起吨,出现图1-a的压装力达不到规定的最小值。
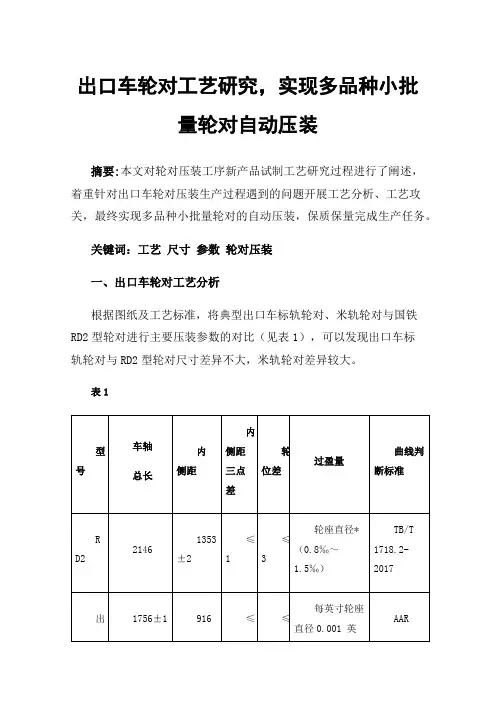
出口车轮对工艺研究,实现多品种小批量轮对自动压装摘要:本文对轮对压装工序新产品试制工艺研究过程进行了阐述,着重针对出口车轮对压装生产过程遇到的问题开展工艺分析、工艺攻关,最终实现多品种小批量轮对的自动压装,保质保量完成生产任务。
关键词:工艺尺寸参数轮对压装一、出口车轮对工艺分析根据图纸及工艺标准,将典型出口车标轨轮对、米轨轮对与国铁RD2型轮对进行主要压装参数的对比(见表1),可以发现出口车标轨轮对与RD2型轮对尺寸差异不大,米轨轮对差异较大。
表1出口轮对轮对压装最终压力、曲线判断标准等与RD2型轮对差异较大,需进行轮对轴型参数调整设置(见图1),同时开展工艺试验,明确压装过盈量内控标准,保证压装压力曲线图表符合AAR RP-631中曲线要求。
另一方面米轨轮对在压装过程中,需对设备进行多方面的调整,其中最主要的就是需选用内测尺(见图2)进行压装过程中的尺寸控制。
图1 图2二、出口车轮对压装工艺重点1、优化设备工装配置轮对压装工序使用设备为TG0101轮对压装机,通过对该设备摆锤压装行程及车轮压块开档尺寸(见图3)进行测量后,明确现有工装满足车轴总长为2000mm~2200mm,轮座直径为φ175mm~φ225mm轮对的压装。
综上,根据出口车轮对车轴总长、轮座直径、轮毂厚度等各部位尺寸,明确需重新制作各型轮对专用摆锤顶块,以满足出口车轮对的压装生产。
2、完善轮对压装机参数对出口车轮对图纸各部位尺寸及轮对压装标准进行明确,而后在设备轮对轴型参数修改界面内增加轴型参数,根据项点将相应的尺寸参数进行输入,完善各型出口车轮对压装参数。
图4为米轨轮对的参数设置界面,其中需注意产品压装曲线判断标准需按要求选用AAR标准,同时米轨轮对压装使用测尺应选用内测尺。
图3 图43、规范设备性能校验轮对压装工序每班开班前需使用RD2型标准轮对进行轮对压装机的日常性能校验。
因米轨轮对与RD2型轮对使用测尺不一致,同时出口车轮对尺寸与RD2型轮对尺寸间存在一定的差异,校验后不能保证出口车轮对压装尺寸合格。
轮对组装过程中预压装系统的研究摘要:为实现轮对组装过程中预压装工序迅速而可靠的完成,设计了基于PLC、伺服驱动器的轮对预压装系统。
系统由轴输送、轮输送、预压装三部分组成。
该系统将PLC控制器与伺服驱动器结合使用,以PLC控制器为核心实现预压装工序的整体控制。
为了能够对整套系统有更深入的理解,方便后期的维护与改进创新工作,本文对整套系统做了简明扼要的分析。
关键词:轮对组装;预压装;PLC;控制器1前言在轮对组装过程中,手工进行预压装需要多人配合而且需要天车进行辅助,在手工进行预压装过程中需要先将车轮与车轴进行组合,之后通过天车吊运到压装工位进行压装。
由于车轴与车轮质量较重,在组合与吊运过程中很容易造成车轮脱落,存在极大的安全隐患。
并且车轮与车轴分别在不同的工位进行加工,这就需要天车进行频繁的吊运,造成了人力物力的浪费且生产效率低下。
因此迫切地需要简洁有效的预压装自动化装备。
同时由于车型种类较多,车轮与车轴的尺寸经常变化,因此只能完成单一车型轮对预压装的设备已经失去了优势,取而代之的必将是柔性轮对预压装自动化设备。
为了实现轮对预压装的高效、便捷、自动化,运动控制系统[1]必不可少。
运动控制系统作为数控、机器人[2]、自动化生产线等自动化装备的核心,虽然目前已经发展到较高的水平,但仅限于一些通用性的运动控制系统和数控类系统,还没有基于这些运动控制系统,针对轮对预压装要求进行的成型产品的开发。
在国内轮轴生产行业,目前还是以手工或单一车型的轮对预压装生产线为主,当生产不同车型时还需要工人手工进行预压装,不仅生产效率低下而且存在一定的安全隐患。
为了解决上述问题,设计了基于PLC的轮对预压装柔性控制系统,本文对柔性预压装生产线的软硬件设计部分进行细致的分析与研究。
2 预压装系统的机械结构在该系统的机械结构设计中主要分为轴输送、轮输送、预压装三个部分。
在轴输送部分主要由运轴小车与板链组成。
在轮输送部分主要由轮输送线、上下轮机械手与运轮小车组成,运轮小车可将精车完的轮对运送到预压装工位。
轮对压装机压装曲线不合格原因分析及应对措施发布时间:2023-03-08T03:33:23.121Z 来源:《中国科技信息》2022年19期第10月作者:李丽娜于涛[导读] 本文介绍了TG0101微机控制轮轴压装机及其压装过程中的加工工艺要求,分析了不合格压装曲线的具体情形及合格压装曲线的范例,强调了合格压装的重要性李丽娜于涛中车沈阳机车车辆有限公司,辽宁沈阳 110142摘要:本文介绍了TG0101微机控制轮轴压装机及其压装过程中的加工工艺要求,分析了不合格压装曲线的具体情形及合格压装曲线的范例,强调了合格压装的重要性。
介绍了压装机的日常维护内容。
[关键词]:轮轴压装机工艺分析压装曲线日常维护1绪论1.1 概述车辆轮对,是由两个同类型和同材质的车轮与一根车轴按规定压力和规定尺寸紧压配合组装成的一个整体。
它承受着车辆的全部载荷,并在负重的条件下沿轨道作高速运转。
因此,要求它能圆滑地滚动并坚固耐用,以确保行车的安全、平稳。
采用压装法,紧密配合联接无需用键和螺钉,便能传递较大的扭矩和承受轴向载荷。
因而在相同载荷下,能减小零件尺寸,节省金属材料。
转向架分厂TG0101微机控制轮轴压装机主要承担轮对组装任务。
该压装机是一台具有自动记录铁路车辆轮轴压装过程中产生的位移---压力关系曲线及有关数据的新一代压装机,是铁路车辆轮轴压装的专用设备。
1.2 轮轴压装TG0101微机控制轮轴压装机是由转向架分厂新引进的,适用于铁路新造及检修客货车轮对组装的专用装备。
TG0101微控制轮对压装机主要由主机、测量系统、液压系统、曲线记录系统、曲线输出系统、控制系统等组成。
该设备可与车间的HIMS系统进行通讯。
可压装目前及今后提速的客货车轮对及制动盘,以RD2、RE2B等国内客货车轮对为典型压装轮对。
2组装加工工艺要求分析轮对组装的工艺要求很高,它直接影响压装的效果和压装曲线的好坏。
以RD2车轴为例,在组装中应满足以下的工艺要求:1)、在轮对压装前,轮座表面及轮毂孔内径面必须清洁,均匀涂抹纯植物油。
某公司采用数控立式车床加工货车车轮毂孔,在车轮进行组装时,出现图1-a 和图1-b 所示压装曲线的现象,压装曲线不起吨(欠吨)、末端平直降吨不符合TB/T 1718—2003铁道车辆轮对组装技术条件要求,严重影响轮对的组装质量,导致轮对进行退轮返工,在退卸车轮过程中可能会产生车轴轮座和车轮轮毂孔内表拉伤的风险,造成车轴和车轮的报废。
1轮对压装原理铁路货车轮对组装采用过盈配合、冷压装的方式进行。
车轴的轮座部分在压装力的作用下沿着车轮轮毂孔轴向移动,在压装配合面产生弹性和塑性变形,当压装力克服压装配合面轮毂上正压力产生的摩擦阻力时,车轴与轮毂孔表面产生相对移动,从而实现轮轴的压装,确保轮对能有效传递力和扭矩。
轮对压装时,压力曲线形状及终点压装力主要与配合面粗糙度、过盈量、几何形状、润滑等因素有关。
一般来说过盈量对压入力影响最大,压装力与过盈量成正比关系;粗糙度值过小时,压装不容易起吨,粗糙度值过大时,轮毂孔表面波峰被挤压削平,有可能形成虚假的最终压装力,压装质量得不到保证,甚至形成金属粉末,在退卸时容易产生轮、轴表面的拉伤;几何形状尤其是配合面的圆柱度相差不大时,对压力曲线末端压装力的下降能起到补偿的作用;表面的润滑主要是防止卡住、擦伤,并用于降低摩擦系数。
2压装曲线不起吨的原因分析1)使用数控立式车床与普通立式车床加工车轮,唯一不同的是刀具的改变;由于数控立式车床加工车轮毂孔时,精车采用的是机夹车刀(CNMG120412-P),加工后轮毂孔表面粗糙度在R a(2.0~3.6)μm 范围之间,压装时不容易起吨,出现铁路货车轮对压装压力曲线问题分析的建议王艳萍收稿日期:2013-03-18;修回日期:2013-04-18作者简介:王艳萍(1983-),女,甘肃白银人,助理工程师,主要从事车辆工程研究,E-mail :Yp.wang@ 。
文章编号:1674-9146(2013)05-0101-0211位移/mm1-a1<minF m F 11位移/mm1-b2+3/0>15%F F m 图1铁路货车轮对压装压力不合格压装曲线. All Rights Reserved.图1-a 的压装力达不到规定的最小值。
HXD3型电力机车车轮压装分析摘要介绍了HXD3型电力机车车轮装置的结构及压装步骤;车辆检查工在车轮压装过程中,各种尺寸参数的测量,压装曲线分析;根据修程的不同,对于C4、C5修及C6修的HXD3型电力机车车轮压装相关尺寸参数的研究情况,提出了HXD3型电力机车车轮压装时应注意的问题。
关键词 HXD3型电力机车轮对装置轮对压装压装步骤曲线分析前言HXD3型电力机车是中国铁路的主力牵引机车之一,其车轮压装技术是确保机车安全、稳定运行的关键。
HXD3型电力机车车轮压装是一项复杂而重要的工作。
本文将对HXD3型电力机车车轮压装的过程进行分析,包括压装过程中的注意事项和安全措施、压装后的检查和维护等内容。
通过对这些问题的分析和讨论,以期为HXD3型电力机车车轮压装工作提供一些有益的参考和建议。
1 轮对结构及尺寸参数1.1HXD3 型电力机车轮对的车轴采用JZ2钢的实心轴,车轮为J11或J2的整体辗钢材质。
1.2轮座直径(H1为齿侧,H2为非尺侧)原形尺寸:φ252.35mm~φ252.39mm,下座尺寸:φ251.35mm~φ251.39mm;轮座粗糙度Ra≤1.6。
1.3轮毂内径(L1为齿侧,L2为非尺侧)原形尺寸:φ252.02mm~φ252.13mm,下座尺寸:φ251.02mm~φ251.13mm;内孔粗糙度Ra≤3.2。
1.4过盈量:车轮与车轴过盈量(H1-L1,H2-L2)即轮轴过盈量为:0.26 ~0.33mm。
1.5检修车轮滚动圆直径(D1,D2)为≥1200mm(新造车轮尺寸为1250mm)两侧车轮滚动圆差值的绝对值(D1-D2)≤1。
1.6 轮对内侧面距防尘座外端面距离的差(轮位差,即为L3-L4)≤1。
1.7 轮对内侧距:未负载状态为1353 +0.5/-1 mm(机车落成后为1353±3mm)。
1.8 车轮踏面径向跳动H≤0.31.9 车轮内侧端面跳动G≤1轮对结构及对应尺寸详见图1、图2。
文章编号:1008-7842(2020)S0-0028-05动车组轮对轴承压装曲线异常问题的探讨高 华1,陈铁军2(1 中国铁路武汉局集团有限公司 武汉动车段,武汉430084;2 中国铁路武汉局集团有限公司 车辆部,武汉430071)摘 要 要实现动车组运行的安全和平稳,走行部的装配尤为关键,轮对轴承压装质量是保证安全平稳的关键核心。
轴承压装质量不高是列车发生热轴、切轴事故的原因之一,而轴承压装力又是直接影响滚动轴承压装质量的关键参数。
正确分析研判压装曲线,保证轴承压装的质量,对保障行车安全至关重要。
重点从压装设备的压装原理、压装曲线异常原因等方面进行分析,提出解决方案。
关键词 动车组;滚动轴承;压装曲线;压装力中图分类号:U260.331+2 文献标志码:A doi:10.3969/j.issn.1008-7842.2020.S0.07 在动车组轮对轴承压装质量方面,铁路总公司下发的《CRH2A、CRH2B、CRH2E型动车组四级检修规程》[1]和《和谐2C型二阶段、和谐380A/AL型动车组四级检修规程》[2]等规程,对“轴承压装力、贴合力和压装后轴承轴向游隙”提出了明确的标准:压装过程的压装力95~225kN;止推力350~400kN。
NTN轴承压装后轴承轴向间隙为0.150~0.620mm;NSK轴承压装后轴承轴向间隙为0.150~0.561mm(J 936 NU IT)或0.180~0.620mm(J 936B NUIT)。
对于压装曲线规程明确仅做参考,对合格曲线的判定方面没有给出具体要求。
对于从事轴承检修的技术、检验人员来说,必须在深入了解压装作业过程的基础上,透彻分析影响压装曲线的关键因素,才能准确判断压装曲线,确保做到不误判不漏判。
1 轴承压装机结构、工艺武汉动车段配置的轴承压装机型号为TG9903D C型,适用于CRH2系列及CRH380A(L)系列动车组,属国内配置较先进的轴承压装机。
轮对压装曲线的自动判断及其运用分析发布时间:2021-07-21T15:47:17.433Z 来源:《工程管理前沿》2021年9期作者: ⋯董琦李忠[导读] 铁路货车轮对承担着货车移动和承载的功能,是直接关系到铁路货车安全的董琦李忠中车沈阳机车车辆有限公司,辽宁沈阳 110142 摘要:铁路货车轮对承担着货车移动和承载的功能,是直接关系到铁路货车安全的最关键部件。
采用全自动压装机进行组装是最常见的轮对组装方式。
为达到精准的压装效果,须严格记录压装曲线,以便及时发现问题、改进工艺,从而确保产品质量。
本文主要基于自动化操作系统,分析了轮对压装曲线的信息采集记录,论述了判断系统的实际应用优势,并结合组装工艺,以期能够为相关实践提供些许参考。
关键词:轮对压装;曲线记录;自动判断;工艺分析引言轮对压装曲线记录和自动判断主要依靠计算机技术,采用高精度的传感器,运用高效的数据信息采集方式,对数据进行自动化的处理与分析,极大的提高了轮对压装的准确度与合格率。
1压装曲线记录及其自动判断分析自动判断系统对提高轮对压装精确度的意义重大,通常运用计算机来控制整个运行系统,系统的构成主要包括主控制机、信息数据采集模块、压力传感器、位移传感器、电气装置系统等。
系统的定位和校准主要针对的是传感器的运作。
传感器会在使用过程随着内外部温度的变化而产生变化,故在每次使用前不能忽略校准步骤。
数据信息的采集和记录是自动控制系统的核心部分。
压力传感器向数据卡输送位移数据和压力点信号,数据卡将这些信息进行A/D转换,通过输出程序显示出来,并加以记录。
每进行一次数据信息的采集工作,数据结果便同已经采集的信息形成曲线图,根据图线的规律,可以判断继续采集的数据信息是否符合标准,若有不合格的,系统会自动发出报警提示。
判断压装曲线是否合格须符合轮对压装压力曲线及说明。
对压装曲线的管理方式有两种,包括立即打印和存盘处理。
自动化操作系统使数据的保留和调取变得极为方便,在操作界面中能迅速找到数据信息,同时输送数据文件比较便捷,有助于重要信息的沟通交流。
:I:程硕士学位论文第一章绪论(1)移动式轴承装卸油压机最早出现的货车轴承压装设备是移动式轴承装卸油压机,移动式轴承装卸油压机总体布局是一个三轮小车,压力油缸、齿轮泵站、油箱均安装在小车上,并有引导套、压套、拉杆、卡板、顶套等附件所组成。
轴承压装时需安装附件才能进行工作,因此铁路通用货车滚动轴承压装已大多停止使用这种设备。
最近,齐车集团公司齐齐哈尔泰格自动化工程公司利用移动式轴承装卸油压机环境适应能力强、机动灵活等特点,在特殊情况下还需使用的具体情况,在移动式轴承装卸油压机上安装了便携式微机控制系统,具备了能记录、打印轴承的压装力及终止贴合压力曲线和储存功能,并打印压压装力曲线拐点判断线,实施压装力曲线智能判断,以满足小批量、多品种大型滚动轴承的需求。
解决了轴承压装力看表计数误差大的缺陷。
移动式轴承装卸油压机尽管不是固定式压装机,但其压力油缸高度可根据需要调整,油压机油缸活塞与滚动轴承、车轴轴颈同轴度较好,基本可以保证压装力传递的准确性,对轴承不会造成损伤,在一定范围内能适应较大级别压装力要求的轴承压装(如F型轮对轴承的压装)和退卸,所以移动式油压机至今仍是铁路货车小批量生产、特殊轴承压装和退卸的基本设备。
如图1.】移动式轴承装卸油压机(2)固定悬臂式压装机固定悬臂式压装机主要由机座、两个压力油缸安装座、两个轴承压力油缸、两只轮对顶起油缸、轮对定位机构、轴承支承及输送机构、液压站、单片微型机记录及打印自动控制装置等部分组成(如图1~2)工程硕士学位论文第2章铁路货车滚动轴承及其压装机图2一l铁道货车圆锥滚动轴承装置结构型式表2—2我国铁路货车轴承的主要规格单位:mm外形尺寸双列滚子轴承代号适用轴型备注内径外径宽度数量(个)19772010018211740RB219772613023015042RD2主型轴承19773015027017040RE2352226X2—l:jO23015040RD22RZ新SKFl9772613023015040RD2型APl3013023015040RD2轴TBUl5015025016046RE2承TAROL】5015025016046RE2对于RDe轮对来说,现在应用较多、互换性较强的197726型、SKFl97726型和352226X2—2RZ轴承,三者互相通用。
轮对压装曲线中异常点数据的处理方法肖峻;李光海;韩建斌【摘要】为了去除轮对压装压力信号中的异常点,获得真实的压装曲线,提出了一种异常点数据处理算法,即增量均值法,该算法结合压装压力信号的特点,能较好地识别并剔除异常点数据.在轮对压装过程中的实际应用表明,该算法的效果较好,可以消除干扰对轮对压装曲线的影响,从而减少对压装质量的误判.%In order to remove outliers from press signals acquired in press fitting process and obtain true press fitting curve, a new algorithm,incremental mean algorithm was presented. According to the traits of press signals,the algorithm can distinguish and remove outliers effectively. During practical application process,the algorithm has received very good effects,eliminated mis-judgments of press fitting quality.【期刊名称】《武汉理工大学学报(信息与管理工程版)》【年(卷),期】2013(035)002【总页数】4页(P211-214)【关键词】轮对压装曲线;异常点;增量均值法【作者】肖峻;李光海;韩建斌【作者单位】武汉理工大学机电工程学院,湖北武汉430070【正文语种】中文【中图分类】TP301.6轮对是机车和车辆走行机构的主要部件之一,是由一根车轴与两个车轮以及齿轮、制动盘等组成的完整装置。
车轴与车轮、齿轮、制动盘采用过盈配合的连接方式,通过压装的方法组成轮对。