山东豪迈机械制造有限公司Ir-192γ射线探伤机、工业探伤加速
- 格式:doc
- 大小:34.50 KB
- 文档页数:2
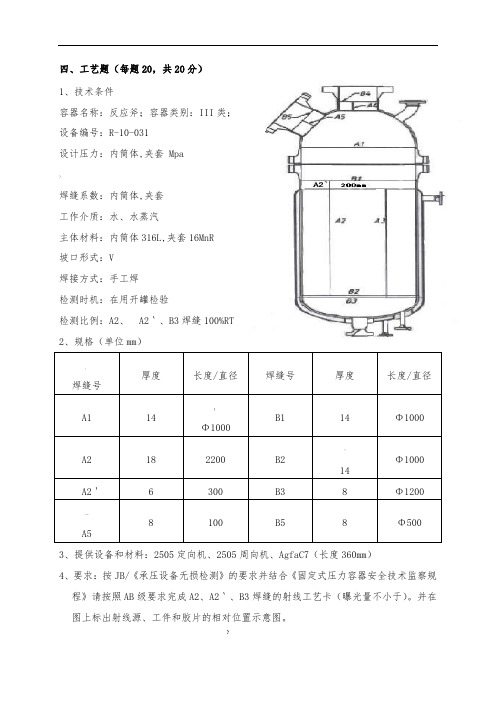
四、工艺题(每题20,共20分)1、技术条件容器名称:反应斧;容器类别:III类;设备编号:R-10-031设计压力:内筒体,夹套 Mpa>焊缝系数:内筒体,夹套工作介质:水、水蒸汽主体材料:内筒体316L,夹套16MnR坡口形式:V焊接方式:手工焊检测时机:在用开罐检验检测比例:A2、 A2‵、B3焊缝100%RT2、规格(单位mm)、厚度长度/直径焊缝号厚度长度/直径焊缝号!A114B114Φ1000Φ1000~Φ1000 A2182200B214A2‵6300B38Φ1200—8100B58Φ500 A53、提供设备和材料:2505定向机、2505周向机、AgfaC7(长度360mm)4、要求:按JB/《承压设备无损检测》的要求并结合《固定式压力容器安全技术监察规程》请按照AB级要求完成A2、A2‵、B3焊缝的射线工艺卡(曝光量不小于)。
并在图上标出射线源、工件和胶片的相对位置示意图。
},$54曝光时间(分)3【21)102030405060;透照厚度TA (mm )定向2505曝光曲线!,54 曝光时间(分)3 211020】30405060。
透照厚度TA (mm )周向2505曝光曲线射线检测工艺卡产品名称反应釜设备编号】R-10-031探伤比例100%材料牌号内筒体316L,夹套16MnR焊接方法手工焊坡口形式?V使用标准JB/级象质计FeIII10-16胶片类型AgfaC7底片黑度》仪器型号A2、A2‵2505定向机、B3、2505周向机增感屏铅0.1mm探伤时机在开罐检查;表面清理目视检查合格后>暗室处理手工冲洗和干燥焊缝编号透照厚度焊缝长度透照方式焦距[布片张数透照次数透照有效长度像质计置于侧像质计线径号管电压KV时间¥minA2261900源在外双-单70066…320胶片侧12F180/1703/4A2‵18300…单壁70011300源侧11150/140:3/4B3263770源在内中心600121&320胶片侧12F210/2003/4 " ]透照示意图及其他要求:1、底片评定范围黑度;2、标记摆放按照通用工艺执行;3、布片位置·编制: XXX II 日期: XXX 审核:XXX II(III) 日期:XXX四、工艺题(20分)1、请填写下面石油液化气储罐射线透照工艺卡射线透照工艺卡)(1)请提出B2环焊缝最佳透照方式,并说明理由答:环缝的最佳透照方式为中心内透法。

工业γ射线探伤机辐射环境影响调查及评价余西垂;陈志平【摘要】This article first described the defect detecting machine in ways of working principle, relevant standards, environmental impact of radiation, then analysed the radiation affecting range and dose rate of a γ-ray detecting machine to environment radiation with measured data, finally proposes some safety management and radiation protection measurement.%从探伤机工作原理、有关标准规范、辐射环境影响等方面,结合某企业γ射线探伤机周围空气比释动能率实测数据,分析评价γ射线探伤机使用过程中对周围环境的辐射影响程度和影响范围,提出相应的辐射安全管理及辐射防护措施.【期刊名称】《铀矿地质》【年(卷),期】2012(028)002【总页数】5页(P124-128)【关键词】γ射线;探伤机;空气比释动能率;环境影响【作者】余西垂;陈志平【作者单位】核工业270研究所,江西南昌县330200;核工业270研究所,江西南昌县330200【正文语种】中文【中图分类】P631.6+3;X8随着我国经济的快速发展和工业化步伐的加快,对压力容器、管道、各种铸件的需求越来越多,同时对产品的精度、质量要求也越来越高,γ射线探伤机作为一种工业无损探伤检测设备,应用也越来越广泛。
本文从γ射线探伤机结构、工作原理、有关标准规范、辐射环境影响和辐射安全管理等方面,分析γ射线探伤机使用过程中对周围环境的辐射影响。
γ射线探伤机主要由探伤机机体、控制机构(曲柄、控制缆、控制缆导管)、输源管及其它附件组成[1]。

考核号:姓名:身份证编号:密封线2009年度全国特种设备无损检测RT-Ⅲ级人员专业理论复试试卷成绩:2009年4月22日浙江宁波全国特种设备无损检测人员资格考核委员会一、是非题(在括号内,正确的画○,错误的画×,每题1.5分,共30分)1.行政处罚是特定的行政执法部门根据法律、法规、规章的规定,对违法、违规行为者(包括人和单位)实施的一种行政制裁。
(O)2.《固定式压力容器安全技术监察规程》(报批稿)在本次制修订工作中,引入了一些成熟科技成果,如风险评估RBI检验技术,无损检测TOFD方法,缺陷评定方法等。
(O)3.CR照相技术中的“基准强度读出值”是与胶片射线照相技术中“最小光学密度”相对应的术语。
(O)4.由于向后透照操作较麻烦,所以管子-管板角接焊接接头射线检测优先采用底片放置于射线源前方的向前透照方式。
(×)5.管子-管板角接焊接接头射线检测所使用的补偿块的材质应与管的材质种类相同,也可使用原子序数比管材高的材料制作。
(×)6.对规格为Φ133×5 mm且焊缝余高为1.5 mm的管子环向对接焊接接头,采用AB 级检测技术双壁单影透照方式进行100%射线照相,按JB/T 4730.2-2005标准规定,底片上至少应识别的丝号是14(丝径0.160 mm)。
(○)7.JB/T 4730.2-2005标准中, 关于γ射线照相检验时总的曝光时间与送源和收源时间关系的规定,主要是为了减小送源和收源过程对底片影象质量的影响。
(〇)8.按JB/T 4730.2-2005标准规定,γ射线源的透照厚度范围不仅取决于射线源的种类,而且还与检测的技术级别有关。
(○)9.按JB/T 4730.2 -2005标准规定,对小径管对接接头进行100%射线检测时,如采用倾斜透照椭圆成像,应相隔90°透照2次。
如采用垂直透照重叠成像,则应相隔120°或60°透照3次。
YG-192使用说明随机附件YG-192源机驱动缆、三脚架源辫子(含源)手柄源导管源端子附件信息名称数量备注YG-192源机1台主机驱动缆1根长度据用户需求而定源辫子1根含源(100Ci)手柄1个随机带源导管1根长度据用户需求而定源端子1个随机带三脚架1个随机带(遥控器支架)1.重要数据由于精心设计制造,选择优质材料,快门操作容易,保证YG-192γ射线探伤仪具有最优的质量。
然而,由于伽玛探伤仪不能提供双结构动件,不能避免磨损。
因此,除了要监测YG-192γ射线探伤仪外,还要经常检查它的操作安全性。
同时强制性地规定用报警器作探伤仪的安全附件,必须严格遵守国家和国际法定的规程。
仅允许经过培训的操作人员使用γ射线探伤仪。
培训指后面的提级的内容:探伤仪的处理和维修,放射性保护及有关责任。
不小心疏忽和资格不足都会导致危险和发生放射性事故。
2.γ射线探伤仪总图前连接器把手底座放射性标识机体光闸快门导环钥匙后连接器3.γ射线探伤仪的原理完整的γ射线探伤仪包括有:工作容器、源辫子(含放射源)挠性源导管摇控器安全装置3.1工作容器,包括源辫子(含放射源)工作容器由贫铀屏蔽体、外壳、手柄、快门锁、源辫子锁定机构、前后连接器及保护帽构成。
当工作容器处于关闭位置时,源辫子(由钨节和拧紧并铆接在辫子上的一个不锈钢包壳内的放射源组成)定位在源通道内并由屏蔽材料将射线充分屏蔽。
用钥匙将锁打开,转动快门环至“OPEN”位置(不工作时快门环置于“CLOSED”位置),使偏心轮中的曝光通道和源通道对直,这样工作容器就打开了,此时的前连接器内有射线射出(在机器内有源的情况下)。
因此在不工作的情况下,切勿将快门打开,以防止误照射。
当工作容器没有连接源导管和遥控器时,工作容器的前后连接器要各盖一个保护帽以防止前后连接器损坏和污染。
工作容器属于P级,第二类,即是工作容器也是运输容器。
3.2挠性源导管的原理操作遥控器可使放射源在源导管中移动,从工作容器的停止位置伸到工作位置。