宝钢企业标准之热轧BL标准
- 格式:doc
- 大小:158.50 KB
- 文档页数:20
宝山钢铁股份有限公司企业标准连续热镀锌/锌铁合金镀层钢板及钢带(Q/BQB 420-2009 代替Q/BQB 420-2003、BZJ 421-2005、BZJ 422-2007)1 范围本标准规定了连续热镀锌/锌铁合金镀层钢板及钢带(以下简称钢板及钢带)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及检验文件等。
本标准适用宝山钢铁股份有限公司生产的厚度为0.30mm~3.0mm的钢板及钢带,主要用于制作汽车、建筑、家电等行业的内外覆盖件和结构件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 228-2002 金属材料 室温拉伸试验方法GB/T 1839-2008 钢产品镀锌层质量试验方法GB/T 2975-1998 钢及钢产品 力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 5027-2007 金属材料 薄板和薄带 塑性应变比(r值)的测定GB/T 5028-2008 金属材料 薄板和薄带 拉伸应变硬化指数(n值)的测定GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁 化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢 低碳含量的测定 第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件3 术语和定义下列术语和定义适用于本标准。
锅炉用无缝钢管1.范围本标准规定了锅炉用无缝钢管的分类、尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志和质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的用于制造蒸汽锅炉、管道等的热轧无缝钢管。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的化学分析用试样取样方法及化学成分允许偏差GB/T 226 钢的低倍组织及缺陷酸蚀试验法GB/T 228 金属材料室温拉伸试验方法GB/T 229 金属夏比缺口冲击试验方法GB/T 1979 结构钢低倍组织缺陷评级图GB/T 2102 钢管的验收、包装、标志及质量证明书GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 4338 金属材料高温拉伸试验GB/T 5777 无缝钢管超声波探伤方法GB/T 10561 钢中非金属夹杂物显微组织评定方法GB/T 13298 金属显微组织检验方法YB/T 5148 金属平均晶粒度测定方法ASTM A 450-1996 碳钢、铁素体和奥氏体合金钢钢管一般要求DIN EN 10236-1994 钢的试验管子的环状扩口试验DIN 50115-1991 金属材料试验冲击韧性试验SEP 1915-1994 耐热钢管纵向缺陷的超声波检验SEP 1918-1992 耐热钢管横向缺陷的超声波检验SEP 1919-1977 耐热钢管分层缺陷的超声波检验SEP 1925-1980 钢管的涡流密实性检验3.分类3.1 钢管按供货质量等级分为Ⅰ、Ⅲ两类,由非合金钢制成的钢管分Ⅰ、Ⅲ两类,由合金钢制成的钢管只有Ⅲ类。
3.2 Ⅰ类管用于低中压工业锅炉等设备;Ⅲ类管用于高压及其以上压力的电站锅炉等设备。

宝山钢铁股份有限公司企业标准轧制方坯Q/BQB 110-2009代替Q/BQB 110-2003 1范围本标准规定了初轧方坯和热轧方坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志及检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供再轧或锻造用的初轧方坯和热轧方坯。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
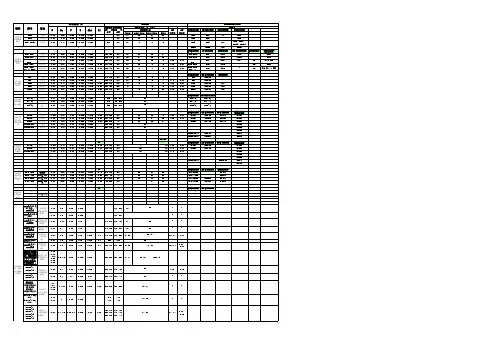
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 226-1991 钢的低倍组织及缺陷酸蚀试验法GB/T 1979-2001 结构钢低倍组织缺陷评级图3尺寸、外形、重量及允许偏差3.1尺寸及允许偏差3.1.1方坯的截面尺寸及允许偏差应符合表1的规定。
表1 单位:mm 边长90 100 120 130 134 140 200 210 225 230 250 260 280 300 320边长允许偏差+2.5-1.5+2.5-2.0+3.5-2.0+4.0-2.0+6.0-4.0+7.0-5.0±7.0 ±7.0 ±7.0对角线长度差≤3.0 ≤3.5 ≤4.0 ≤4.5 ≤6.5 ≤8.0 ≤10 ≤14 ≤14 圆角半径12 15 18 20 30 35 40 40 40 注:圆角半径仅供孔型设计用。
3.1.2方坯边长小于等于140mm的方坯的通常长度为2000mm~19000mm;方坯边长大于等于200mm的方坯的通常长度为2000mm~10000mm。
方坯也可按定尺和倍尺长度交货,其长度应在通常长度范围内,其允许偏差为0mm~70mm。
3.2外形3.2.1方坯的每米弯曲度不应超过:方坯边长≤140mm……………………15mm方坯边长≥200mm……………………20mm总弯曲度不得大于总长度的2.0%。
上海宝钢集团公司企业标准Q/BQB 310-1999汽车结构用热连轧钢板及钢带1.范围本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
1 / 32GB 222-84钢的化学分析用试样取样法及成品化学成分允许偏差GB 223钢铁及合金化学分析方法GB 228-87金属拉伸试验方法GB 232-88金属弯曲试验方法GB 2975-82钢材力学及工艺性能试验取样规定Q/BQB 300-1999热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-1999热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类及牌号3.1钢板及钢带按用途、产品类别区分如表1所示。
2 / 32表1 (续)3 / 32上海宝钢集团公司1999-02-02 发布 1999-06-01实施Q/BQB 310-1999表1(完)4 / 325 / 322.按边缘状态分为切边 EC不切边 EM3.尺寸、外形、重量及允许偏差4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。
3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。
表2 mm6 / 323.订货所需信息5.1 订货时用户须提供下列信息:7 / 32a.本企业标准号;b)牌号;c)产品类别(按3.1)d)规格及尺寸(厚度)精度级别;e)边缘状态(按3.2)。
宝山钢铁股份有限公司企业标准Q/BQB 350-2003厚度方向性能热连轧钢板代替Q/BQB 350-19991 范围本标准规定了厚度方向性能热连轧钢板的尺寸、外形、技术要求、检验和试验、包装、标志及质量证明书等。
本标准适用于宝山钢铁股份有限公司生产的厚度≥10.0mm的厚度方向性能热连轧钢板。
本标准是对Q/BQB 303-2003《结构用热连轧钢板及钢带》中牌号StE255、StE355及SM490B 钢板要求厚度方向性能时的补充。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 228-2002 金属材料室温拉伸试验方法GB/T 5313-1985 厚度方向性能钢板GB/T 8170-1987 数值修约规则Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 303-2003 结构用热连轧钢板及钢带3 术语和定义3.1 厚度方向性能钢板厚度方向性能钢板是指这种钢板不仅要求沿宽度方向和长度方向有一定的力学性能,而且要求厚度方向有良好的抗层状撕裂的性能。
钢板的抗层状撕裂的性能采用厚度方向拉伸试验的断面收缩率来评定。
4 分类及代号4.1 钢板按厚度方向性能分为Z15、Z25、Z35三个级别。
4.2 钢板按边缘状态分为切边(EC)和不切边(EM)。
5 订货所需信息5.1 订货时用户须提供下列信息:a) 本企业标准号;b)牌号及厚度方向性能级别(例:StE355-Z25);c)规格及尺寸(厚度)精度;d)边缘状态。
宝山钢铁股份有限公司2003-06-04发布 2003-12-15实施如订货中未注明边缘状态,厚度精度,则按本标准供货的产品以Q/BQB301中普通厚度精度的切边钢板交货。
宝钢汽车结构用热连轧钢板及钢带标准1.范围本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
3 分类及牌号3.1钢板及钢带按用途、产品类别区分如表1所示。
表1 (续)表1(完)2.按边缘状态分为切边 EC不切边 EM3.尺寸、外形、重量及允许偏差4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。
3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。
表2 mm3.订货所需信息5.1 订货时用户须提供下列信息:a.本企业标准号;b)牌号;c)产品类别(按3.1)d)规格及尺寸(厚度)精度级别;e)边缘状态(按3.2)。
如在订货合同中未说明边缘状态和尺寸(厚度)精度,除本标准特别规定外,按本标准供货的钢带以Q/BQB301中普通厚度精度不切边状态交货,按本标准供货的钢板以Q/BQB301中普通厚度精度切边状态交货。
2.标记示例按Q/BQB310-1999交货的牌号SAPH400,厚度3.0mm,PT.A级精度,宽度1500mm,长度5000mm,切边(EC)的钢板,其标记为:Q/BQB310-1999,SAPH400热轧钢板,3.0PT.A×1500(EC)×5000Q/BQB 310-19993.技术要求1.牌号及化学成分6.1.1 钢的牌号及化学成分(熔炼分析)应符合表3的规定。
6 尺寸允许偏差6.1 对不切头尾钢带,检查尺寸时,两端不考核的总长度 L的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m。
6.2 钢板及钢带的厚度允许偏差应符合表2的规定。
6.3 钢板和钢带的宽度允许偏差应符合表3的规定,纵切钢带的宽度允许偏差应符合表4的规定。
6.4 钢板的长度允许偏差应符合表5的规定。
7 外形7.1 对不切头尾和不切边的钢带,检查镰刀弯时,两端不考核的总长度L 的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m。
7.2钢板的不平度允许值应符合表6的规定。
7.3钢板及钢带的镰刀弯允许值应符合相应表7和表8中的规定。
7.4钢板的脱方度u应不超过钢板实际宽度的1%。
7.5 钢带和纵切钢带应捆扎牢固,钢卷一侧的塔形允许值应符合表9的规定。
7.6 钢卷内径允许偏差应符合表10的规定。
表2 钢板及钢带的厚度允许偏差 mm公称厚度下 列 宽 度 时 的 厚 度 允 许 偏 差≤1200 >1200~1500 >1500~1800>1800普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B普通精度 PT.A较高精度 PT.B≤1.50 ±0.15 ±0.13 ±0.17 ±0.14 - - ― ->1.50~2.00 ±0.17 ±0.14 ±0.19 ±0.15 ±0.20 ±0.17 - - >2.00~2.50 ±0.18 ±0.15 ±0.20 ±0.17 ±0.21 ±0.18 ±0.23 ±0.19 >2.50~3.00 ±0.20 ±0.17 ±0.21 ±0.18 ±0.22 ±0.19 ±0.24 ±0.20 >3.00~4.00 ±0.22 ±0.19 ±0.24 ±0.20 ±0.26 ±0.21 ±0.28 ±0.22 >4.00~5.00 +0.20 -0.40 ±0.21 +0.20 -0.45 ±0.23 +0.25 -0.50 ±0.24 +0.30 -0.45 ±0.25 >5.00~6.00 +0.20 -0.45 ±0.24 +0.20 -0.50 ±0.25 +0.25 -0.55 ±0.26 +0.30 -0.55 ±0.30 >6.00~8.00 +0.20 -0.50 ±0.28 +0.20 -0.55 ±0.30 +0.25 -0.60 ±0.31 +0.30 -0.60 ±0.35 >8.00~10.00 +0.20 -0.55 ±0.32 +0.20 -0.60 ±0.33 +0.25 -0.65 ±0.34 +0.30 -0.65 ±0.40>10.00~12.50+0.20 -0.60 ±0.35 +0.20 -0.65 ±0.36 +0.25 -0.70 ±0.37 +0.30 -0.75 ±0.43 >12.50~15.00+0.20 -0.65 ±0.37 +0.20 -0.70 ±0.38 +0.30 -0.75 ±0.40 +0.35 -0.75 ±0.46 >15.00~25.40+0.20 -0.70 ±0.40 +0.20 -0.70 ±0.42 +0.35 -0.75 ±0.44 +0.40 -0.75 ±0.50 表3 钢板和钢带的宽度允许偏差 mm公称宽度 不切边钢板和钢带 宽度允许偏差切边钢板和钢带宽度允许偏差公称厚度<10.0 公称厚度≥10.0650~1200 +20 0 +3 0 +4 0 >1200~1500 +20 0 +5 0 +6 0 >1500 +20 0 +6 0 +6 0表4 纵切钢带的宽度允许偏差 mm公称宽度在下列 厚度时 的宽度 允许偏 差≤4.0 >4.0~8.0 >8.0120~≤160 +1 0 +2 0 +2 0>160~250 +1 0 +2 0 +3 0>250~600 +2 0 +2 0 +3 0>600~900 +2 0 +3 0 +4 0表5 钢板的长度允许偏差 mm公称长度 长度允许偏差2000~<8000 +0.005×公称长度 0≥8000 +40 0表6 钢板的不平度允许值 mm公称厚 度下 列 宽 度 时 的 不 平 度 允 许 值a,b,c≤1200 >1200~1500 >1500≤2.0 ≤18 ≤20 ≤25 >2.0~25.4 ≤15 ≤18 ≤23a 以上不平度允许值仅适用于钢板,不适用于钢带。
上海宝钢集团公司企业标准
Q/BQB 310-1999汽车结构用热连轧钢板及钢带
1.范围
本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准
下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222-84 钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223 钢铁及合金化学分析方法
GB 228-87 金属拉伸试验方法
GB 232-88 金属弯曲试验方法
GB 2975-82 钢材力学及工艺性能试验取样规定
Q/BQB 300-1999 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 分类及牌号
3.1钢板及钢带按用途、产品类别区分如表1所示。
表1 (续)
Q/BQB 310-1999 表1(完)
2.按边缘状态分为
切边 EC
不切边 EM
3.尺寸、外形、重量及允许偏差
4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。
3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。
表2 mm
3.订货所需信息
5.1 订货时用户须提供下列信息:
a.本企业标准号;
b)牌号;
c)产品类别(按3.1)
d)规格及尺寸(厚度)精度级别;
e)边缘状态(按3.2)。
如在订货合同中未说明边缘状态和尺寸(厚度)精度,除本标准特别规定外,按本标准供货的钢带以Q/BQB301中普通厚度精度不切边状态交货,按本标准供货的钢板以Q/BQB301中普通厚度精度切边状态交货。
2.标记示例
按Q/BQB310-1999交货的牌号SAPH400,厚度3.0mm,PT.A级精度,宽度1500mm,长度5000mm,切边(EC)的钢板,其标记为:
Q/BQB310-1999,SAPH400热轧钢板,3.0PT.A×1500(EC)×5000
Q/BQB 310-1999
3.技术要求
1.牌号及化学成分
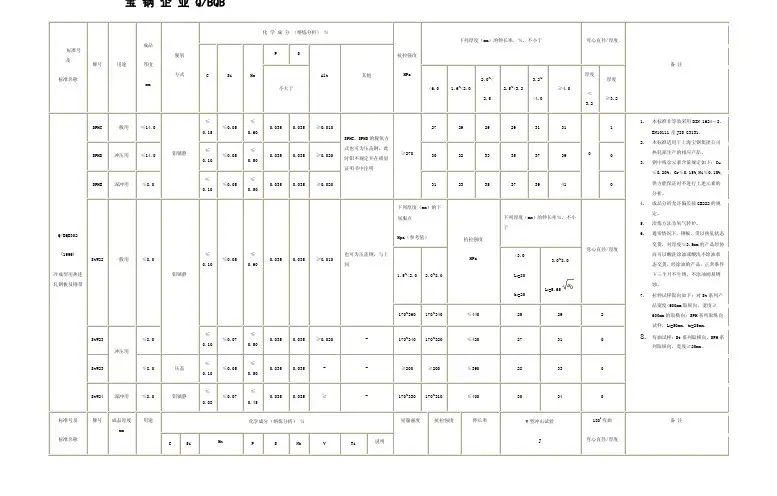
6.1.1 钢的牌号及化学成分(熔炼分析)应符合表3的规定。
6.1.2 钢中残余铜的含量应不大于0.20%,铬、镍的含量应不大于0.15%,供方可不进行残余元素分析,但应保证符合上述规定。
6.1.3 成品钢板及钢带的化学成分与表3规定值之间的允许偏差应符合GB 222的规定。
供方如能保证,可不进行分析。
6.2 冶炼方法
钢板及钢带所用的钢为氧气转炉冶炼的镇静钢。
6.3 交货状态
钢板及钢带的交货状态按表4的规定。
6.4 力学和工艺性能
6.4.1 钢板及钢带的力学和工艺性能应分别符合表5、表6和表7的规定。
6.4.2 弯曲试验后,试样的外侧表面不得有肉眼可见的裂纹。
表3
表4
Q/BQB 310-1999
表5
SAPH400≥400≥255≥235≥31≥32≥34≥35≥36≥24
2a SAPH440≥440≥305--≥29≥30≥32≥33≥34-3a
注:1.表中所列拉伸试验规定值适用于纵向试样,弯曲试验适用于横向试样。
2.牌号SAPH 310的屈服点值为参考值,不作为保证条件。
3.弯曲试样宽度b>20mm。
表6
牌号
拉伸试验
1800弯曲试验
弯心直径
伸长率%
上屈服点抗拉强度L0=80mm
b=20mm
L0=5.65
MPa MPa板厚 mm
<3.0≥3.0
QStE340TM≥340420~540≥19≥25
QStE380TM≥380450~590≥18≥23d=0.5a QStE420TM≥420480~620≥16≥21
QStE460TM≥460520~670≥14≥19d=1a
表7
Q/BQB 310-1999
6.5 表面质量
6.5.1 钢板及钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有害的缺陷,钢板及钢带不得有分层。
需酸洗或酸洗涂油的钢板及钢带不得停车斑。
6.5.2 钢板及钢带表面允许有深度(或高度)不超过钢板厚度公差之半的麻点凹面、划痕等轻微局部的缺陷,但应保证钢板和钢带允许的最小厚度。
6.5.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带有若干不正常的部分,但有缺陷的部分不得超过每卷总长度的8%。
7 试验方法
7.1 钢板及钢带的外观用肉眼检查。
7.2 钢板及钢带的尺寸和外形应用合适的测量工具检查。
7.3 每批钢板及钢带所需检验项目的试验方法应符合表8的规定。
表8
QStE460TM
QStE500TM
L0=5.65 B330CL
B380CL
B420CL
B420L,B510DL
B550L
B440QZR
B480QZR
L0=5.65
SAPH310
SAPH370
SAPH400
SAPH440
试样宽度b≥20mm
3 弯曲试验QStE310TM
GB 2975 试样宽度b≥20mm GB 232
Q/BQB 310-1999 8 检验规则
8.1取样频率
8.1.1 化学成分分析的取样频率
按炉对化学成分进行熔炼分析。
8.1.2 力学性能和工艺性能的取样频率
钢板及钢带应按批验收,每批应由重量不大于50吨的同牌号、同厚度规格、同产品形态的钢板或钢带组成。
每批取拉伸试验试样和弯曲试验试样各一个。
注:经供需双方协商,可另确定检验批重量。
8.2 力学性能和工艺性能的取样位置
试样取自钢板或钢带宽度的1/4处。
8.3 取样方法
每批钢板及钢带所需检验项目的取样方法应符合表8的规定。
4.复验
如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
复验结果(包括该项目试验所要求的任一指标)即使有一个指标不合格,则整批不得交货。
9 包装、标志和质量证明书
9.1钢板及钢带的包装、标志和质量证明书应符合Q/BQB300的规定。
9.2 如需方对包装有特殊要求,应经供需双方协商,并在合同中注明。
9.3 包装重量应符合表9的规定。
表9
Q/BQB 310-1999
附录A
(提示的附录)
本标准与引用标准最新版及国标相近牌号对照表
表A.1
表A.2
附加说明:
本标准由上海宝钢集团公司技术部提出。
本标准非等效采用JIS G3113-1990、SEW092-82、EN10149-2:1995。
本标准水平等级标记Q/BQB310-1999 Y。