表面工程概述与热喷涂材料
- 格式:ppt
- 大小:866.50 KB
- 文档页数:47

热喷涂材料热喷涂材料是一种常用的表面修复和保护材料,广泛应用于航空航天、汽车、电力、化工、石油、冶金等领域。
它能够提供高温和化学腐蚀的防护,同时还能够修复和加固金属表面。
热喷涂材料有很多种类,最常见的包括金属涂层、陶瓷涂层和聚合物涂层。
金属涂层是指通过喷涂金属粉末或线,将金属材料覆盖在被保护表面上。
金属涂层具有优异的耐高温、耐磨损和耐腐蚀性能,适用于高温烟道、石油管道和汽车引擎等环境。
常见的金属涂层材料包括镍铬合金、不锈钢、铝、钛等。
陶瓷涂层是指通过热喷涂技术,在被保护表面上喷涂陶瓷材料粉末,形成厚薄不一的陶瓷保护层。
陶瓷涂层具有极高的硬度、耐磨损和耐腐蚀性能,适用于高速运动部件、耐腐蚀设备和耐磨损表面等。
常见的陶瓷涂层材料包括氧化铝、碳化硅、氧化锆等。
聚合物涂层是指利用聚合物粉末或液体,在被保护表面上形成聚合物膜层。
聚合物涂层具有优异的耐化学腐蚀性能和电绝缘性能,适用于耐酸碱容器、电气绝缘设备和汽车涂装等。
常见的聚合物涂层材料包括环氧树脂、聚酰亚胺、聚氨酯等。
热喷涂技术的优点是在低温下进行喷涂,避免了原材料的熔融和高温硬化过程,因此能够喷涂在各种基材上,包括金属、陶瓷、塑料等。
而且热喷涂的材料没有尺寸限制,适用于各种形状和复杂表面的修复和保护。
热喷涂材料的应用领域非常广泛。
在航空航天领域,它可以用于修复飞机引擎叶片、发动机内部零件等高温高压部件。
在汽车领域,它可以用于加固汽车引擎部件、排气系统和底盘等。
在电力行业,它可以用于耐高温绝缘设备和电力线路的保护。
同时,热喷涂材料还可以应用于化工设备、石油管道、冶金设备等领域。
总之,热喷涂材料的应用极为广泛,能够提供优异的表面修复和保护性能。
随着技术的不断发展,热喷涂材料的种类和应用范围还将不断扩大,为各行业提供更好的解决方案。
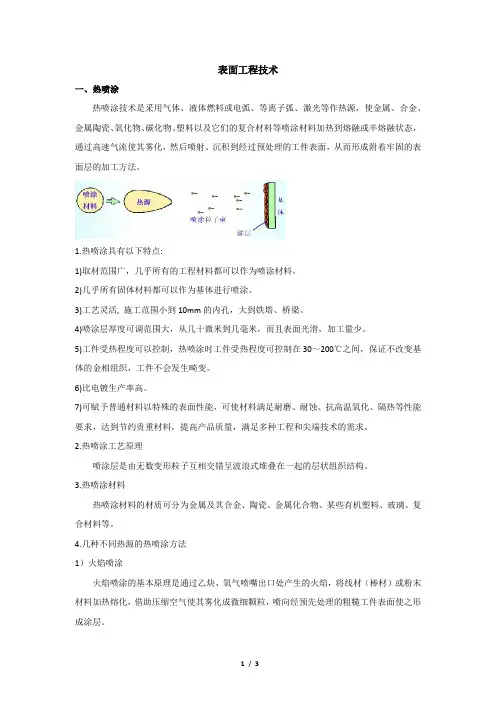
表面工程技术一、热喷涂热喷涂技术是采用气体、液体燃料或电弧、等离子弧、激光等作热源,使金属、合金、金属陶瓷、氧化物、碳化物、塑料以及它们的复合材料等喷涂材料加热到熔融或半熔融状态,通过高速气流使其雾化,然后喷射、沉积到经过预处理的工件表面,从而形成附着牢固的表面层的加工方法。
1.热喷涂具有以下特点:1)取材范围广,几乎所有的工程材料都可以作为喷涂材料。
2)几乎所有固体材料都可以作为基体进行喷涂。
3)工艺灵活, 施工范围小到10mm的内孔,大到铁塔、桥梁。
4)喷涂层厚度可调范围大,从几十微米到几毫米,而且表面光滑,加工量少。
5)工件受热程度可以控制,热喷涂时工件受热程度可控制在30~200℃之间,保证不改变基体的金相组织,工件不会发生畸变。
6)比电镀生产率高。
7)可赋予普通材料以特殊的表面性能,可使材料满足耐磨、耐蚀、抗高温氧化、隔热等性能要求,达到节约贵重材料,提高产品质量,满足多种工程和尖端技术的需求。
2.热喷涂工艺原理喷涂层是由无数变形粒子互相交错呈波浪式堆叠在一起的层状组织结构。
3.热喷涂材料热喷涂材料的材质可分为金属及其合金、陶瓷、金属化合物、某些有机塑料、玻璃、复合材料等。
4.几种不同热源的热喷涂方法1)火焰喷涂火焰喷涂的基本原理是通过乙炔、氧气喷嘴出口处产生的火焰,将线材(棒材)或粉末材料加热熔化,借助压缩空气使其雾化成微细颗粒,喷向经预先处理的粗糙工件表面使之形成涂层。
2)电弧喷涂电弧喷涂的基本原理是将两根被喷涂的金属丝作自耗性电极,连续送进的两根金属丝分别与直流的正负极相连接。
在金属丝端部短接的瞬间,由于高电流密度,使两根金属丝间产生电弧,将两根金属丝端部同时熔化,在电源作用下,维持电弧稳定燃烧;在电弧发射点的背后由喷嘴喷射出的高速压缩空气使熔化的金属脱离金属丝并雾化成微粒,在高速气流作用下喷射到基材表面而形成涂层。
3)等离子喷涂等离子喷涂法是利用等离子焰的热能将引入的喷涂粉末加热到熔融或半熔融状态,并在高速等离子焰的作用下,高速撞击工件表面,并沉积在经过粗糙处理的工件表面形成很薄的涂层。
材料表面处理——热喷涂技术摘要:介绍了热喷涂技术的作用原理、工艺特点、分类。
总结了热喷涂技术的应用状况。
探讨了新工艺、新材料在热喷涂技术中的应用前景。
关键词:热喷涂;表面处理技术;新材料1 概述高新技术的飞速发展对提高金属材料的性能、延长仪器设备中零部件的使用寿命提出了越来越高的要求。
而这两个方面的要求又面临高性能结构材料成本逐年上升的问题。
近年来,表面工程发展很快,尤其是热喷涂技术获得了巨大的进展,为解决上述问题提供了一种新的方法。
热喷涂是一种通过专用设备把某种固体材料熔化并加速喷射到机件表面上,形成一种特制薄层,以提高机件耐蚀、耐磨、耐高温等性能的表面工程技术。
由于热喷涂技术可以喷涂各种金属及合金、陶瓷、塑料及非金属等大多数固态工程材料,所以能制成具备各种性能的功能涂层,并且施工灵活,适应性强,应用面广,经济效益突出,尤其对提高产品质量、延长产品寿命、改进产品结构、节约能源、节约贵重金属材料、提高工效、降低成本等方面都有重要作用。
随着工业和科技的发展,人们对热喷涂技术提出了越来越高的要求,在已有的热喷涂工艺不断得到改进的同时,一些新的工艺也应运而生。
目前,包括航空、航天、原子能设备、电子等尖端技术在内的很多领域内热喷涂技术都得到了广泛的应用,并取得了良好的经济效益。
2 热喷涂工艺的历史早在1910年,瑞士学者Schoop受儿童玩耍铅丸玩具枪的启发发明了第一个金属喷射装置——金属溶液式喷涂,当时命名“金属喷镀”。
它是将低熔点金属的溶液注入经过加热的压缩空气气流中,使金属溶液雾化并喷射到基体表面形成涂层。
这个装置虽然庞大,效率不高,但已包含了热喷涂的基本原理和过程,开创了热喷涂技术领域。
1913年Schoop提出了电弧喷涂的设计,1916年实用型的电弧喷枪。
20世纪30年代英国研制成功Schort粉末火焰喷枪,之后出现了METCO-P型粉末火焰喷枪,其他热喷涂专业公司也相应开发了一系列粉末火焰喷枪,也使这一热喷涂方法得到广泛应用。
热喷涂行业知识
热喷涂是一种表面处理技术,通过将粉末、金属丝或其他材料加热至熔融状态,然后以高速喷射到工件表面形成涂层的方法。
热喷涂技术具有制备工艺简单、涂层质量高、适用范围广等优点,被广泛应用于航空航天、石油化工、钢铁冶金等领域。
以下是热喷涂行业的一些知识:
1. 热喷涂技术分类
热喷涂技术主要分为火焰喷涂、电弧喷涂、等离子喷涂、超音速喷涂等几类。
不同的热喷涂技术适用于不同的材料和工件表面,具有不同的特点和优缺点。
2. 热喷涂材料
热喷涂材料主要包括金属粉末、非金属粉末和金属丝材等。
金属粉末主要有铝、镍、钛等,非金属粉末主要有陶瓷、石墨等,金属丝材主要有钨、钼、钢等。
3. 热喷涂工艺
热喷涂工艺主要包括预热、喷涂、冷却和固化等步骤。
在喷涂过程中,需要控制喷枪的距离、速度和角度等参数,以保证涂层的均匀性和质量。
4. 热喷涂应用
热喷涂技术被广泛应用于各种领域,如航空航天、石油化工、钢铁冶金、电力等。
在这些领域中,热喷涂技术主要
用于强化金属表面性能、提高耐腐蚀性、耐磨损性和导电性等。
总之,热喷涂技术是一种表面处理技术,具有制备工艺简单、涂层质量高、适用范围广等优点,被广泛应用于航空航天、石油化工、钢铁冶金等领域。
热喷涂行业的发展前景广阔,未来将会有更多的创新和应用。
第二章钢的热处理及表面工程技术2.1 钢的热处理2.2 表面工程技术第二章钢的热处理及表面工程技术第二节表面工程技术表面工程技术概述常用表面工程技术第二节表面工程技术化学镀热喷涂切削运动在没有外电流通过时,利用化学方法借助还原剂在同一溶液中发生氧化还原作用,从而使金属离子还原沉积在自催化表面的一种镀覆方法。
又称无电解镀。
化学镀是唯一能用来代替电镀法的湿法沉积过程。
常用表面工程技术什么是化学镀?切削运动化学镀原理:R n+→R(n+z)+ze还原剂氧化;M z++ze→M金属离子还原还原剂:常用的有次亚磷酸钠等。
特点:①化学镀必须在自催化活性表面施镀,其结合力优于电镀层。
②镀层厚度均匀、均镀能力好,无需镀后加工,适合复杂零件、盲孔、管件内壁镀覆。
③化学镀具有自催化能力,可获得任意厚度镀层。
④可以在金属、半导体和非导体等各种材料上镀覆金属。
⑤化学镀设备简单,无需电源,操作简便。
⑥化学镀液稳定性差,寿命短,成本高。
应用:相对于电镀,化学镀镀层种类较少,主要是镀镍和镀铜。
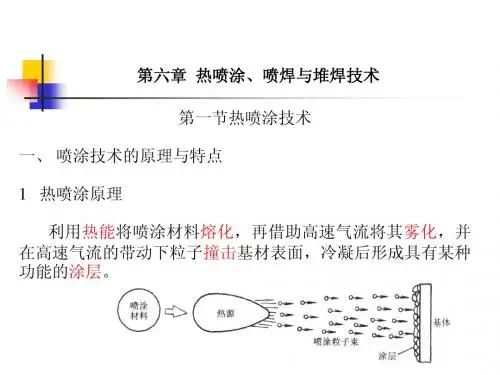
常用表面工程技术思考题?机械零件因磨损失效后是不是只能报废?再制造技术轴类磨损有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)热喷涂是利用热源将喷涂材料加热至熔化或半熔化状态,并用热源自身动力或外加高速气流雾化,使熔滴以一定的速度喷射沉积到经过预处理的基体表面形成涂层的方法。
什么是热喷涂?在设备维修中修旧如新,使报废的零部件“起死回生”;在新产品制造中进行强化和预保护,使其“益寿延年”。
热喷涂技术是表面工程技术的重要组成部分,约占表面工程技术的三分之一。
热喷涂应用热喷涂修复热喷涂强化原理热源→喷涂材料熔化→高速气流雾化→熔滴喷射飞行→形成喷涂层涂层结构喷涂层结构示意图涂层结构:是由无数变形粒子互相交错堆叠在一起的层状结构。
涂层存在孔隙、夹杂、未熔化颗粒,孔隙性能具有方向性。
涂层结合:有机械结合、冶金-化学结合和物理结合三种方式。
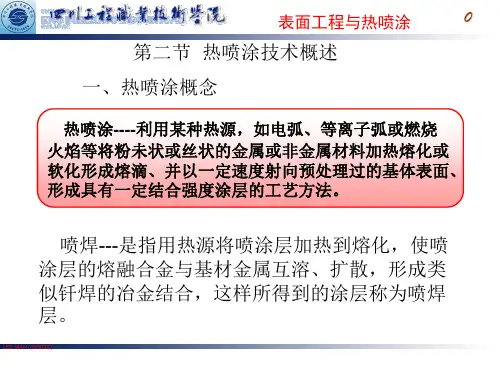
热喷涂技术介绍热喷涂一、热喷涂介绍1、热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2、热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3、定义:热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4、用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
5、热喷涂材料:喷涂粉末在整个热喷材料中占据十分重要的地位。
表面工程与热喷涂技术及其发展摘要:国内外的喷涂技术得到了非常快地发展,应用也非常广泛。
各种新能源、新技术的发展以及高新技术的要求,会使热喷涂技术得到迅猛发展,促进表面工程的进步。
热喷涂技术在我国现代化的进程中,对实施国民经济的可持续发展战略,节约资源以及环境保护等方面有着非常重要的作用。
关键词:表面工程;热喷涂技术表面工程是经过表面预先加工后,通过表面涂覆等技术进行处理,改变固体金属表面的形态以及应力状态,以得到所需要的表面性能的工程。
改良材料的表面性能,能够很好地延长它的使用时间。
1 高速火焰喷涂爆炸喷涂因为焰流速度非常高,使得涂层和基体的结合强度非常高,涂层性能非常好,在航天航空领域得到了普遍的应用,虽然高速火焰喷涂已经发明出来,但直到82年才实现了商业化。
当前,高速火焰喷涂关键是指超音速火焰喷涂,虽然有的时候也会把爆炸喷涂看作是GVOF的一种。
超音速火焰喷涂,因为火焰速度非常高,能够达到1500m/s以上,把喷涂粒子加热到熔化或半熔化的状态,并加速到300~500m/s,甚至更高的速度,这样可以得到结合强度高、非常致密的涂层。
和等离子弧比较,超音速火焰因为温度不高,速度大,对于WC-Co系硬质合金,能够很好地抑制WC在喷涂时候的分解。
涂层不仅结合强度非常高,能够达到150MPa,且涂层非常致密,非常耐磨,有着非常广泛的应用。
随着Jet-Kote的应用,超音速火焰喷涂层性能的优越性渐渐凸显出来。
所以,在90年代初期,先后又有很多HVOF喷涂系统研制出来,在这些超音速喷涂系统中,TOP-gun系统可以使用压力不高的燃气,如乙炔气体。
通过使用乙炔气体,提高火焰的温度,能够实现高熔点材料如氧化物陶瓷,难熔金属如钼的喷涂。
通过提高燃烧室的压力,能够提高WC-CO涂层的硬度以及致密度。
这关键是通过提高粒子的速度来实现的,但燃烧室压力的提高对于喷涂系统提出了耐高压的要求,还会使操作非常困难,高速火焰撞击熔融喷涂要求喷涂材料加热到接近熔点,通过把部分动能变成热能来进行喷涂,但应该严格掌握粒子的温度。