演示文稿 热喷涂技术介绍
- 格式:ppt
- 大小:4.45 MB
- 文档页数:86
热喷涂演讲稿尊敬的各位领导、各位来宾、心爱的同事们:大家好!我是热喷涂技术部门的XXX,今日特殊荣幸能够在这里向大家介绍热喷涂技术以及其在工业制造中的应用。
热喷涂是一种高科技表面处理技术,通过热能将金属或非金属材料加热熔化,然后喷射到待处理的物体表面,形成一层稳固、耐磨、耐腐蚀的涂层。
热喷涂技术具有灵活性强、适应性广、处理速度快等特点,被广泛应用于航空航天、汽车、能源、化工等领域。
起首,让我们看看热喷涂技术在航空航天领域的应用。
航空航天行业对材料的要求特殊高,热喷涂技术能够为航空发动机的叶片、涡轮、燃烧室等关键部件提供高温、高压、高速环境下的保卫。
热喷涂涂层能够提高零部件的耐磨性、耐高温性和抗氧化性能,延长应用寿命,提高发动机的可靠性和效率。
其次,热喷涂技术在汽车制造中的应用也特殊广泛。
汽车发动机的缸体、活塞、气门等部件屡屡面临高温、高压、腐蚀等严峻环境的考验。
热喷涂技术可以为这些关键部件提供保卫性涂层,提高其耐磨、耐腐蚀能力,延长应用寿命,同时缩减能源损失,提高燃烧效率,降低尾气排放。
此外,热喷涂技术在能源和化工行业中也有着重要的应用。
例如,热喷涂技术可以为燃气涡轮机的叶片提供保卫层,提高其耐高温、耐腐蚀性能,使其在极端条件下运行更加可靠。
在化工领域,热喷涂技术可以为反应器、管道等设备提供耐腐蚀涂层,保卫设备免受化学物质的侵蚀,提高设备的应用寿命。
尊敬的各位领导、各位来宾、心爱的同事们:热喷涂技术的广泛应用对于提高工业制造的质量、效率和可靠性具有重要意义。
作为热喷涂技术部门的一员,我为能够参与到这项壮丽事业中感到无比自豪。
我们将继续努力研发创新,推动热喷涂技术的进步,为各行各业提供更加优质的产品和服务。
感谢大家!。
热喷涂综述一、热喷涂的定义热喷涂技术,是采用某种高温热源,将欲涂覆的涂层材料熔化或至少软化,并用气体使之雾化成微细液滴或高温颗粒,高速喷射到经过预处理的基体表面形成涂层的技术。
当热源的比能量足以使基体表面发生薄层熔化,与喷射的熔融颗粒形成完全致密的冶金结合涂层时,称为热喷焊,简称喷焊。
使用高温热源,如氧——可燃气体燃烧火焰、电弧、等离子电弧、激光束、爆炸能等,是热喷涂技术区别于其他喷涂方法和表面涂覆方法的主要特征。
不同热源的最高温度列于附表。
附表:不同热源的最高温度二、热喷涂技术的特点采用热喷涂技术,制备各种表面强化和表面防护涂层,具有许多独特的优点。
(1)能够喷涂的材料范围特别广,包括各种金属及合金、陶瓷及金属陶瓷、塑料、非金属矿物等几乎所有固态工程材料。
因而能够制备耐磨、减摩、耐蚀、耐高温、抗氧化、绝缘、导电、催化、辐射、防辐射、抗干扰、超导、非晶态及生物功能等各种功能涂层;(2)能够在多种基体材料上形成涂层,包括金属基体、陶瓷基体、塑料基体、石膏、木材甚至纸板上都能喷涂,被喷涂的材料范围也十分广泛;(3)一般不受被喷涂工件尺寸和施工场所的限制,既可厂内施工,也可现场施工;(4)涂层沉积效率较高,特别适合沉积薄膜涂层。
涂层厚度可以控制,从几十微米到几毫米甚至可厚达20mm;(5)除喷焊外,热喷涂施工对基体的热影响很小,基体受热温度不超过200℃,基体不会发生变形和性能变化;(6)在满足强度要求的前提下,制件基体可以采用普通材料代替贵重材料,仅涂层使用优质材料,使“好钢用在刀刃上”;(7)热喷涂施工艺灵活,方便,迅速,适应性强。
当然,热喷涂技术也有如下一些缺点。
(1)除喷焊外,热喷涂涂层与基体的结合主要是物理机械结合,结合强度不大高,涂层耐冲击和重载性能较差;(2)喷涂涂层含有不同程度的孔隙,对于耐腐蚀、抗氧化、绝缘等应用,一般不如整体材料。
但可通过复合涂层系统设计等方法予以改进提高;(3)喷涂小件时,涂层材料的收得率低;(4)热喷涂手工操作时的劳动条件较差,有噪音、粉尘、热和弧光辐射问题,必须注意劳动保护措施。
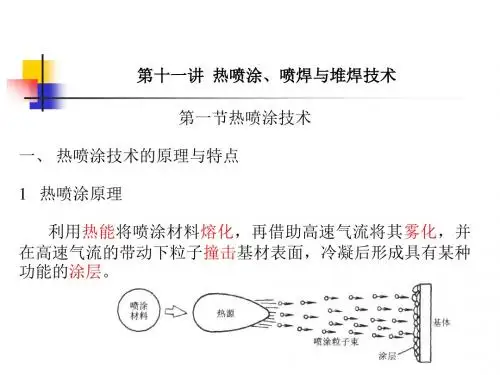
热喷涂技术的原理及应用实验报告一、引言热喷涂技术是一种常用的表面涂覆技术,通过高速喷射热能将粉末或线状材料熔化,并在基材表面形成涂层。
本文将介绍热喷涂技术的原理以及在实验中的应用情况。
二、热喷涂技术的原理热喷涂技术基于热能喷射原理,通过将热能引入喷枪中,使喷口处的涂层材料达到熔化状态,然后以高速喷射到基材表面。
热喷涂技术主要包括燃烧喷涂和等离子喷涂两种方式。
2.1 燃烧喷涂原理燃烧喷涂是利用火焰的高温将涂层材料加热至熔化状态的技术。
其原理可以分为两个步骤:1.燃烧产生高温火焰:在喷涂枪中,燃烧剂和氧气混合燃烧产生高温火焰。
这种高温火焰可以使涂层材料达到熔化状态。
2.喷涂涂层:熔化状态的涂层材料通过高速喷射到基材表面,形成一层均匀的涂层。
涂层在快速冷却后变得致密,并具有良好的附着力。
2.2 等离子喷涂原理等离子喷涂是利用电弧放电将涂层材料加热至熔化状态的技术。
其原理可以分为三个步骤:1.弧电离气体:在喷涂枪中,高压电源产生电弧,将气体电离,形成等离子体。
等离子体产生的高温可以使涂层材料达到熔化状态。
2.喷涂涂层:熔化状态的涂层材料通过高速喷射到基材表面,形成一层均匀的涂层。
等离子体的高温状态有利于涂层材料的熔化和喷射。
3.冷却和固化:涂层在快速冷却后变得致密,并具有良好的附着力。
三、热喷涂技术的应用实验3.1 实验目的本实验旨在研究热喷涂技术在材料表面涂覆方面的应用情况,并对涂层性能进行评估。
3.2 实验材料和设备实验材料:使用钴基和铝基合金粉末作为涂层材料。
基材使用不锈钢板。
实验设备:燃烧喷涂设备和等离子喷涂设备。
3.3 实验步骤1.准备基材:将不锈钢板进行表面处理,保证其干净无杂质。
2.准备涂层材料:将钴基和铝基合金粉末进行筛选和混合。
3.燃烧喷涂实验:将喷涂枪调整到适当位置,控制喷涂距离和喷涂速度,进行燃烧喷涂实验。
4.等离子喷涂实验:将喷涂枪调整到适当位置,控制喷涂距离和喷涂速度,进行等离子喷涂实验。

热喷涂技术介绍热喷涂一、热喷涂介绍1、热喷涂是一种表面强化技术,是表面工程技术的重要组成部分,一直是我国重点推广的新技术项目.它是利用某种热源(如电弧、等离子喷涂或燃烧火焰等)将粉末状或丝状的金属或非金属材料加热到熔融或半熔融状态,然后借助焰留本身或压缩空气以一定速度喷射到预处理过的基体表面,沉积而形成具有各种功能的表面涂层的一种技术。
2、热喷涂原理:热喷涂是指一系列过程,在这些过程中,细微而分散的金属或非金属的涂层材料,以一种熔化或半熔化状态,沉积到一种经过制备的基体表面,形成某种喷涂沉积层。
涂层材料可以是粉状、带状、丝状或棒状。
热喷涂枪由燃料气、电弧或等离子弧提供必需的热量,将热喷涂材料加热到塑态或熔融态,再经受压缩空气的加速,使受约束的颗粒束流冲击到基体表面上。
冲击到表面的颗粒,因受冲压而变形,形成叠层薄片,粘附在经过制备的基体表面,随之冷却并不断堆积,最终形成一种层状的涂层。
该涂层因涂层材料的不同可实现耐高温腐蚀、抗磨损、隔热、抗电磁波等功能。
3、定义:热喷涂是指采用氧—乙炔焰、电弧、等离子弧、爆炸波等提供不同热源的喷涂装置,产生高温高压焰流或超音速焰流,将要制成涂层的材料如各种金属、陶瓷、金属加陶瓷的复合材料、各种塑料粉末的固态喷涂材料,瞬间加热到塑态或熔融态,高速喷涂到经过预处理(清洁粗糙)的零部件表面形成涂层的一种表面加工方法。
我们把特殊的工作表面叫“涂层”,把制造涂层的工作方法叫“热喷涂”,它是采用各种热源进行喷涂和喷焊的总称。
4、用途:这在高速气流的作用下使之雾化成微细熔滴或高温颗粒,以很高的飞行速度喷射到经过处理的工件表面,形成牢固的覆盖层,从而使工件表面获得不同硬度、耐磨、耐腐、耐热、抗氧化、隔热、绝缘、导电、密封、消毒、防微波辐射以及其他各种特殊物理化学性能。
它可以在设备维修中修旧利废,使报废的零部件“起死回生”;也可以在新产品制造中进行强化和预保护,使其“益寿延年”。
5、热喷涂材料:喷涂粉末在整个热喷材料中占据十分重要的地位。