最新互换性与技术测量第一章
- 格式:ppt
- 大小:2.42 MB
- 文档页数:80


《互换性与测量技术基础》(第三版)课后习题答案第一章习题及答案1-1 什么叫互换性?它在机械制造中有何重要意义?是否只适用于大批量生产?答:同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中去,并达到使用要求,这种特性就叫互换性。
互换性给产品的设计、制造和使用维修都带来了很大方便。
它不仅适用于大批量生产,也适用于单件小批生产,互换性已经成为现代机械制造企业中一个普遍遵守的原则。
1-2 完全互换和不完全互换有何区别?各用于什么场合?答:互换程度不同:完全互换是同一规格的零部件,不需要做任何挑选、调整或修配,就能装配到机器中而满足使用要求;不完全互换是同一规格的零部件,需要经过挑选、调整或修配,再装配到机器中去才能使用要求。
当使用要求和零件制造水平、经济效益没有矛盾,即机器部件装配精度不高,各零件制造公差较大时,可采用完全互换进行零件生产;反之,当机器部件装配精度要求较高或很高,零件制造公差较小时,采用不完全互换。
1-5 下面两列数据属于哪种系列?公比为多少?( 1 )电动机转速: 375 , 750 , 1500 , 3000 ,、、、( 2 )摇臂钻床的主参数(钻孔直径): 25 , 40 , 63 , 80 , 100 , 1 25等答:( 1 )此系列为派生系列: R40/12 ,公比为( 2 )此系列为复合系列,前三个数为 R5 系列,后三位为 R10 系列。
补充题:写出 1 ~ 100 之内的派生系列 R20/3 和 R10/2 的优先数常用值。
答: R20/3 : 1.00 , 1.40 , 2.00 , 2.80 , 4.00 , 5.60 , 8.00 , 11.2 ,16.0 , 22.4 , 31.5 , 45.0 , 63.0 , 90.0R10/2 : 1.00 , 1.60 , 2.50 , 4.00 , 6.30 , 10.0 , 16.0 , 25.0 , 40.0 ,63.0 , 100第二章习题及答案2-5 (略)2-9 试从 83 块一套的量块中,同时组合下列尺寸: 48.98mm , 29.875mm ,10.56mm 。

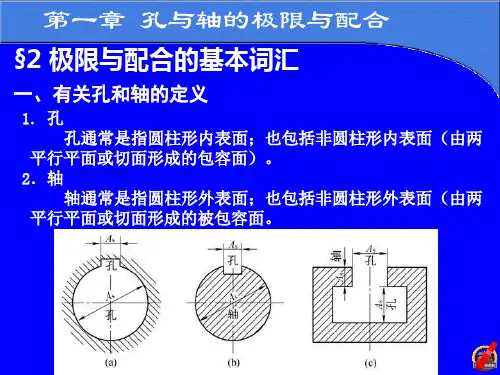
课后题第一章习题第一章圆柱公差与配合基本要求:公差配合基本术语及定义,公差带图示法。
圆柱体结合的特点。
公差与配合国家标准的体系和结构,标准公差,基本偏差,公差带与配合。
公差与配合的选用:基孔制与基轴制的选择,公差等级的选择,配合的选择,不同基准制的应用。
公差与配合在图纸上的标注。
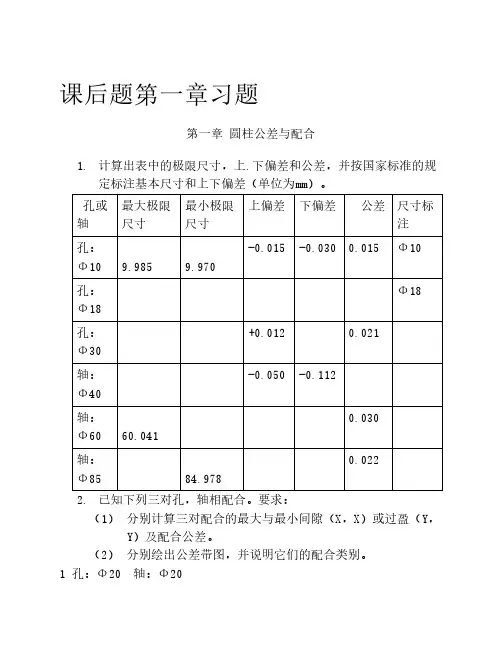
1.计算出表中的极限尺寸,上.下偏差和公差,并按国家标准的规定标注基本尺寸和上下偏差(单位为mm)。
2.已知下列三对孔,轴相配合。
要求:(1)分别计算三对配合的最大与最小间隙(Xm ax ,Xm in)或过盈(Ym ax,Ym in)及配合公差。
(2)分别绘出公差带图,并说明它们的配合类别。
① 孔:Φ20033.00+ 轴:Φ20065.0098.0-- ② 孔:Φ35007.0018.0+- 轴:Φ350016.0- ③ 孔:Φ55030.00+ 轴:Φ55060.0041.0++3. 下列配合中,查表1——7,表1——10,表1——11确定孔与轴的最大与最小间隙或过盈以及配合公差,画出公差带图,并指出它们属于哪种基准制和哪类配合?(1)Φ50H8/f7 (2)Φ80G10/h10 (3)Φ30K7/h6 (4)Φ140H8/r8 (5)Φ180H7/u6 (6)Φ18M6/h54.将下列基孔(轴)制配合,改换成配合性质相同的基轴(孔)制配合,并查表1——8,表1——10,表1——11,确定改换后的极限偏差。
(1)Φ60H9/d9 (2)Φ30H8/f7 (3)Φ50K7/h6 (4)Φ30S7/h6 (5)Φ50H7/u65.有下列三组孔与轴相配合,根据给定的数值,试分别确定它们的公差等级,并选用适当的配合。
(1)配合的基本尺寸=25mm ,X m ax =+0.086mm ,X m in =+0.020mm (2)配合的基本尺寸=40mm ,Y m ax =-0.076mm ,Y m in =-0.035mm (3)配合的基本尺寸=60mm ,Y m ax =-0.032mm ,Y m in =+0.046mm6.根据结构的要求,图1——1所示为黄铜套与玻璃透镜间的工作温度t=-50℃时,应有0.009—0.075mm 的间隙量。