氨回收装置--精馏塔的设计与研究
- 格式:pdf
- 大小:537.00 KB
- 文档页数:36

氨回收分离工艺简介1.技术背景目前国内的合成氨生产中,氨合成工段的放空气及弛放气中氨回收均采用等压回收法制氨水。
传统的等压回收工艺中,氨回收效率低,气体出口氨含量高。
为了保证气体出口氨含量达到氢回收工艺要求,通常采用大量软水洗涤方法,造成稀氨水过多而外排,严重污染环境。
针对目前氨回收工艺存在的缺陷,我公司开发了一种新型氨回收分离工艺。
该工艺采用二级喷射吸收、塔外冷却等强化手段,同时塔内采用高效气液接触装置,大大提高了氨回收效率。
回收的浓氨水可直接作商品氨水出售,也可分离成液氨出售,不仅提高了企业的经济效益,而且彻底消除了氨氮废水的排放。
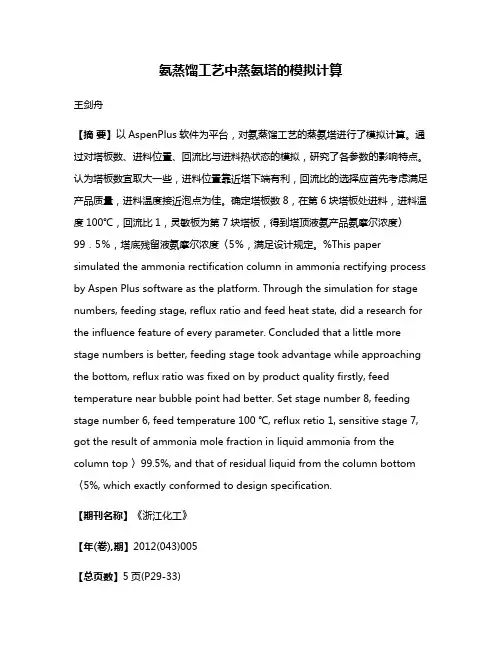
2.工艺技术简介2.1 工艺流程氨回收分离工艺流程示意图见附图1。
2.2 工艺流程说明来自氨合成工段的放空气及弛放气(NH3:20—40%)进入喷射器(A),在喷射器(A)内,利用喷射原理将氨回收塔(A)塔釜内的氨水抽吸到水冷器(A)内,气液混合物在水冷器(A)内冷却吸收后进入氨回收塔(A)的下部,分离下来的氨水入塔釜循环吸收,气体则经来自氨回收塔(B)塔釜内的氨水吸收氨后进入喷射器(B),在喷射器(B)内,利用喷射原理将氨回收塔(B)塔釜内的氨水抽吸到水冷器(B)内,气液混合物在水冷器(B)内冷却吸收后进入氨回收塔(B)的下部,分离下来的氨水入塔釜循环吸收,气体则经软水吸收氨后去氢回收工段(NH3≤100mg/Nm3)。
来自水处理工段的软水进入氨回收塔(B)上部,吸收氨后入塔釜。
氨回收塔(B)塔釜氨水一部分经喷射器(B)循环吸收,另一部分经稀氨水泵打入氨回收塔(A)上部,吸收氨后入塔釜。
氨回收塔(A)塔釜氨水一部分经喷射器(A)循环吸收,另一部分(氨水浓度:200tt)则去浓氨水槽作商品氨水出售或去氨水分离装置制液氨出售。
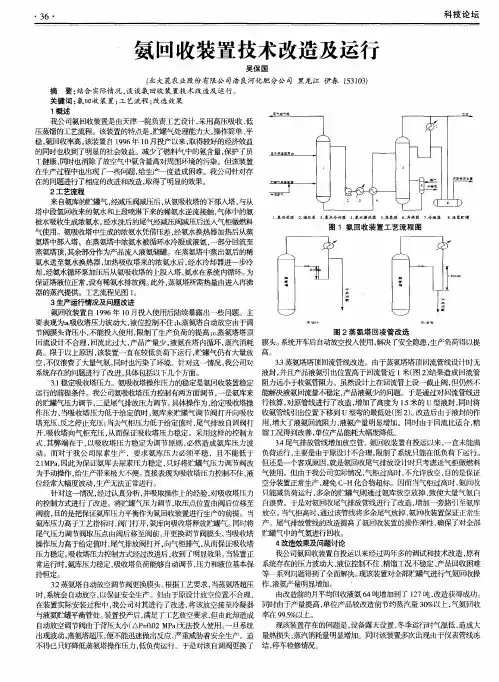
来自氨回收塔(A)塔釜内的氨水(氨水浓度:200tt)经预塔预热器预热后进入预精馏塔中部,预塔塔釜经预塔再沸器加热,塔顶气体经预塔冷凝器冷凝后进入预塔收集罐,冷凝液一部分作为预塔顶部回流,另一部分由浓氨水泵抽出,经主塔预热器预热后进入主精馏塔中部,主塔塔釜经主塔再沸器加热,塔顶气体经主塔冷凝器冷凝后进入主塔收集罐,冷凝液一部分作为主塔顶部回流,另一部分则去液氨贮槽作商品液氨出售。
氨回收装置--精馏塔的设计与研究氨回收装置是指利用精馏塔将废气中的氨气进行回收的装置。
在工业生产中,氨气是一种重要的化工原料,但在氨生产过程中会产生大量的废气,其中包含大量的氨气。
氨气具有刺激性气味和对人体健康有害的特性,因此需要对废气中的氨气进行回收处理,避免对环境造成污染。
氨回收装置通常由进气管道、精馏塔、凝结器、冷凝器、再沸器、底部分液器等组成。
其中,精馏塔起到分离氨气和其他成分的作用。
精馏塔是一种通过分馏将混合物组分分开的设备,其主要原理是利用不同组分之间的挥发性差异,使其在塔内沿高度方向逐渐分离。
在氨回收装置中,精馏塔的设计和研究非常重要。
首先,需要确定精馏塔的高度和直径。
精馏塔的高度主要由氨气的浓度和回收率要求决定,高度较低时可提高氨气回收率,但会增加氨气失散的可能性;而高度较高时则可减少氨气失散,但会增加设备的投资和能耗。
精馏塔的直径则决定了分离效率,较大的直径能够提高氨气回收率,但也会增加设备的体积和投资。
其次,精馏塔的填料选择也是一个重要的考虑因素。
填料的选择应考虑填料的表面积,孔隙度和湿性等因素,以提高氨气和其他成分的传质效率。
常见的填料有陶瓷环,金属丝网等。
此外,精馏塔的运行参数的选择也需要仔细考虑。
例如,精馏塔的进料温度和压力应根据进料气体的温湿度和压力等特性来确定,以保证氨气能够尽可能完全分离。
另外,再沸器和冷凝器的温度控制也需要考虑,以确保氨气能够在低温下冷凝成液体。
总的来说,氨回收装置中精馏塔的设计和研究是非常重要的。
通过合理选择精馏塔的高度、直径和填料,以及科学确定运行参数,可以提高氨气的回收率,实现对废气的有效处理。
这对保护环境、减少对氨的资源消耗具有重大意义。
第八章氨的蒸馏与回收氨碱法纯碱生产中,氨是作为中间介质存在的;在工艺过程中,它是周而复始不断循环的,而这种循环就是借助于蒸馏来实现的。
蒸氨工序是利用蒸馏及设备以回收制碱母液及其他含氨杂水中所含的以NH4CL、(NH4)2CO3、NH4OH等形式存在的氨及二氧化碳。
它的设置,使氨在制碱中循环使用成为可能。
蒸氨工序处于制碱的主要物料流溶液处理的末端,它是NH3与CO2返回下一个制碱循环的重要连接点,它的工况与生产效果如何是建立全系统良性工业循环的关键,也是全厂降低物料消耗与能量消耗的一个重点。
冷季生产的供汽与热季的冷却作业方面的不利条件,都对搞好蒸氨生产起着制约作用。
化工生产中,单元操作过程的影响因素,往往是错综复杂的,有时甚至是相互矛盾的;因此,工业生产,工艺指标的确定,力求全面客观,在综合分析的基础上做出恰到好处的适宜选择。
氨碱厂蒸馏工艺应考虑的诸因素有:1、尽可能地将NH3和CO2从溶液中驱除,以最大限度减少废液中的氨和石灰含量;2、降低能耗,有效利用热量交换,减少蒸馏废液当量和降低废液温度;3、缓和蒸馏设备的结疤速度,延长其使用周期,减少清塔频率;4、寻求较高的单位设备生产强度。
在实际生产当中,通常蒸氨工序工艺与装备优良与否的评判标准是:①、能否提高母液的处理量,各段能力与每套蒸氨装置的综合能力相匹配;②、能否确保蒸氨出气的冷却与浓缩合乎规定的要求;③、能否在降低蒸汽、灰乳、水、电消耗量的条件下,将氨和二氧化碳蒸出完全;④、能否确保设备管道上气液物料流的通过能力大、阻力小,并维持稳态流动。
此四项就是对本工序产量、质量、消耗、安全与均衡作业的全面要求。
本工序所处理的母液,因其是否经煅烧炉气预分解,而有热母液与冷母液之分。
采用母液洗涤炉气流程的碱厂,母液是热母液;本工序是始于冷母液还是热母液,对作业的进程和效果都有一定的影响。
目前国内多数新建厂及老厂都是使用热母液蒸氨流程的。
第一节蒸氨过程的基本原理氨碱法生产纯碱的过程中,氨是循环使用的。
精馏塔是进行精馏的一种塔式气液接触装置。
利用混合物中各组分具有不同的挥发度,即在同一温度下各组分的蒸气压不同这一性质,使液相中的轻组分(低沸物)转移到气相中,而气相中的重组分(高沸物)转移到液相中,从而实现分离的目的。
精馏塔也是石油化工生产中应用极为广泛的一种传质传热装置。
一、成套精馏塔设计,化工蒸馏塔装置工艺,精馏回收塔介绍:136干燥16-11-29-88无论是平衡蒸馏还是简单蒸馏,虽然可以起到一定的分离作用,但是并不能将一混合物分离为具有一定量的高纯度产品。
在石油化工生产中常常要求获得纯度很高的产品,通过精馏过程可以获得这种高纯度的产品。
精馏过程所用的设备称为精馏塔,大体上可以分为两大类:①板式塔,气液两相总体上作多次逆流接触,每层板上气液两相一般作交叉流。
②填料塔,气液两相作连续逆流接触。
一般的精馏装置由精馏塔塔身、冷凝器、回流罐,以及再沸器等设备组成。
进料从精馏塔中某段塔板上进入塔内,这块塔板称为进料板。
进料板将精馏塔分为上下两段,进料板以上部分称为精馏段,进料板以下部分称为提馏段。
二、成套精馏塔设计,化工蒸馏塔装置工艺,精馏回收塔分类:塔板的分类板式塔是一种应用极为广泛的气液传质设备,它由一个通常呈圆柱形的壳体及其中按一定间距水平设置的若干塔板所组成。
板式塔正常工作时,液体在重力作用下自上而下通过各层塔板后由塔底排出;气体在压差推动下,经均布在塔板上的开孔由下而上穿过各层塔板后由塔顶排出,在每块塔板上皆储有一定的液体,气体穿过板上液层时,两相接触进行传质。
板式塔种类繁多,通常可分类如下:①按塔板结构分,有泡罩板、筛板、浮阀板、网孔板、舌形板等等。
历史上应用最早的有泡罩塔及筛板塔,20世纪50年代前后,开发了浮阀塔板。
现应用最广的是筛板和浮阀塔板,其他不同型式的塔板也有应用。
一些新型塔板或传统塔板的改进型也在陆续开发和研究中。
②按气液两相的流动方式分,有错流式塔板和逆流式塔板,或称有降液管塔板和无降液管塔板。
990t/a氨回收装置精馏塔的设计与研究The Design and Study of 990t/a Ammonia Recover Unit of The Rectifying Column目录摘要IAbstract II引言1第1章合成氨的生产与发展状况21.1 合成氨的概述21.2 合成氨的化学反应21.3 国合成氨的生产现状与发展21.3.1 水煤浆气化工艺路线21.3.2 常压气化路线31.4 国外合成氨的发展31.5 合成氨生产的发展前景3第2章合成氨尾气处理氨回收工艺42.1 产品与原料性能52.1.1氨52.1.2氢气62.1.3 氮气72.2氨回收工艺流程8第3章工艺计算103.1 精馏塔的物料衡算103.2相对挥发度α的计算103.3平衡线,q线,精馏段操作线,提馏段操作线方程的确定113.4 塔的工艺条件与相关物性数据计算123.4.1 物性数据123.4.2 精馏段工艺条件123.5 塔板数的计算133.5.1塔板设计选用数据133.5.2 理论板数的计算133.5.3 实际塔板数的计算143.6浮阀塔板工艺尺寸的确定与计算153.6.1塔高的计算153.6.2 塔径D153.6.3 降液管与溢流堰尺寸183.6.4 浮阀数与排列方式193.7 塔板流动性能的校核203.7.1 液沫夹带量校核203.7.2 塔板阻力h计算21f3.7.3 降液管液泛校核213.7.4 液体在降液管停留时间校核223.7.5 严重液漏校核223.8 塔板负荷性能图223.8.1 过量液沫夹带线223.8.2 液相下限线关系式233.8.3严重漏液关系式233.8.4液相上限线关系式233.8.5 降液管液泛线关系式233.9 热量衡算253.9 1塔顶冷凝器的热量衡算253.9.2塔底再沸器的热量衡算263.10浮阀塔工艺设计计算结果汇总26 结论28致错误!未定义书签。
参考文献30附件132附件233年产990吨氨回收装置精馏塔的设计与研究摘要:氨是基本化工产品之一,用途很广。
煤化工变换冷凝液氨回收装置流程模拟和优化摘要:科学技术的发展有利于煤炭、化工企业的发展。
煤燃烧装置的改造室。
原油在冷凝和洗涤过程中产生含有NH3、CO2和少量H2S的转化冷凝物。
目前,大多数公司使用氨蒸馏来处理这种库存。
蒸馏后,酸性气体被排出或送入火炬系统。
蒸煮后,立柱的立方溶液返回气化装置。
由于蒸气含水量高,多为白烟,通过火炬燃烧时对环境有一定危害;高浓度的氨氮,氨氮和氨的发明和气化系统的重用单元之后,石灰石和腐蚀的管道和设备的有关要求,除了引起高压氨氮污水处理灰水单元来说,影响污水处理系统的正常运行。
为解决这些问题,国内炼油厂硫磺成熟蒸馏废水、单纯引进技术压力侧线抽氨蒸馏浓缩处理,转换成氨、二氧化碳气化的硫化氢,就在当多个转换会使冷凝蒸发结晶系统转换和提取氨氨或氨水等,实现了零废水排放和氨回收综合利用的目标。
关键词:煤化工;变换冷凝液氨;回收装置;流程模拟引言煤气化变换工艺冷凝液中的氨氮含量较高,且含有氨、硫化氢、二氧化碳等,容易引起设备、管线腐蚀和结晶,使得工业装置难以长周期稳定运行。
处理煤气化变换工艺冷凝液中的氨氮、分离H2S、CO2,是煤气化行业要解决的一大难题,处理工艺常常会面临结晶、腐蚀、环境等诸多问题。
气化过程产生的高闪气采用循环水冷却,存在大量的热量浪费。
随着能源效率的提高和排放标准的严格,减少废水和废气排放,充分利用高闪气能量,降低工艺冷凝液汽提过程的蒸汽消耗,降低工艺冷凝液中氨氮含量,成为煤化工发展必须解决的问题。
1我国现代煤化工技术近年来,对石油和天然气的外部依赖不断增加,2021年达到72%,2021年达到44%。
由于消耗了1.4亿吨散装化学品,主要是烯烃、乙二醇和二甲苯,自给率仅为50%左右,能源安全形势严峻。
经过近20年的努力,中国现代煤炭技术和一般的国际领先的工业时代,国家的能源集团中石化集团中国煤炭和其他科研单位联合攻关,山西煤矿集团等大型国有企业、大型设施的科学发展示范项目的一组原创技术和知识产权,我们建造了一个大型示范综合体,并成功地在煤炭资源和石油天然气化工产品之间架起了一座桥梁。
立项报告项目名称:乌洛托品生产中氨回收系统的研究项目类型:行业引领性研究承担单位:承担人员:起止时间:年月—年月项目可行性研究基本信息表项目名称乌洛托品生产中氨回收系统的研究承担者项目类别自主研发主要研究内容主要研究内容包括以下几个方面:(1)反应釜到氨吸收塔过程氨流失的原因(2)减少或防止氨流失的对策(3)应用氨回收系统的生产线路需求研究目标及技术经济指标(1)在反应釜与氨吸收塔之间环节减少氨的流失。
(2)系统应用于生产线路后有效减少单位产能的氨耗。
(3)系统改造对原设备无较大影响,投资额度可控制。
创新点及可获得的知识产权(1)自行研发尾气氨回收装置(2)直接并入反应釜与氨吸收塔之间,处于生产系统内部,无须过多管理、操作可申请一项设备发明专利权起止时间支持经费万一、研究的必要性(国内外技术动态、技术水平、技术需求)1、国内外技术动态属国内首创。
2、项目研究的必要性及可行性乌洛托品的工业制造法为液相法和气相法。
工业化生产较常用的是气相法,气相法是氨气和甲醛气一气进入反应釜,与釜内的循环母液发生缩合反应生产乌洛托品。
但由于乌洛托品有可逆和分解反应,故而要使得氨过量,过量的氨就会由气相通道被抽走,这样氨就会流失,导致生产成本提高。
立项的目的就是要提高一种回收乌洛托品尾气中氨的装置。
虽有一定的难度,但可行性仍然很高。
二、项目研究目标及主要内容1、项目研究目标及内容(1)研究内容①与氨气吸收塔顶部相连的冷凝器。
氨气流失是因为氨气化后和热空气混合,随热空气进入气相通道。
要想回收这一部分氨气,就要利用氨气的物理性质,使之在进入气相通道之前充分凝结为液态,然后随着氨气回收系统的回流装置回收到储氨罐。
冷凝器的精确位置、规格、材质均是研究内容。
②液态氨的回流系统。
氨气液化后,如何使液态的氨气不在挥发、气化,并沿着设定途径流入储氨罐,是本系统最终构成氨循环的关键。
③乌洛托品尾气氨回收装置的定型。
根据以上研究的最终数据,结合生产设备和公司现有实际情况,设计最终的尾气回收装置。
氨蒸馏工艺中蒸氨塔的模拟计算王剑舟【摘要】以AspenPlus软件为平台,对氨蒸馏工艺的蒸氨塔进行了模拟计算。
通过对塔板数、进料位置、回流比与进料热状态的模拟,研究了各参数的影响特点。
认为塔板数宜取大一些,进料位置靠近塔下端有利,回流比的选择应首先考虑满足产品质量,进料温度接近泡点为佳。
确定塔板数8,在第6块塔板处进料,进料温度100℃,回流比1,灵敏板为第7块塔板,得到塔顶液氨产品氨摩尔浓度〉99.5%,塔底残留液氨摩尔浓度〈5%,满足设计规定。
%This paper simulated the ammonia rectification column in ammonia rectifying process by Aspen Plus software as the platform. Through the simulation for stage numbers, feeding stage, reflux ratio and feed heat state, did a research for the influence feature of every parameter. Concluded that a little more stage numbers is better, feeding stage took advantage while approaching the bottom, reflux ratio was fixed on by product quality firstly, feed temperature near bubble point had better. Set stage number 8, feeding stage number 6, fee d temperature 100 ℃, reflux retio 1, sensitive stage 7, got the result of ammonia mole fraction in liquid ammonia from the column top 〉99.5%, and that of residual liquid from the column bottom 〈5%, which exactly conformed to design specification.【期刊名称】《浙江化工》【年(卷),期】2012(043)005【总页数】5页(P29-33)【关键词】蒸氨塔;Aspen;Plus;模拟计算:灵敏板【作者】王剑舟【作者单位】江苏中核华纬工程设计研究有限公司.江苏南京210019【正文语种】中文【中图分类】TQ113.252氨是一种重要的工业原料,在农业生产方面,氨用于制造化肥;在化学纤维、塑料工业中,则以氨、硝酸和尿素作为氮元素的来源生产己内酰胺、尼龙-6、丙烯腈等单体和脲醛树脂等产品。
氨氮废水处理及资源化利用技术方案项目名称:氨氮废水处理及资源化利用项目地点:中国·湖南·委托方:设计方:第一部分工艺设计概述一.设计原则及依据:将含氨废水中的氨予以脱除,并以浓氨水的形式回收利用。
1.氨氮废水:处理量:300 t/d;氨氮含量:20000mg/L;氯离子含量:mg/L;废水pH值:约8;废水温度:常温。
2、处理要求:回收浓氨水浓度(wt):15~20%;脱氨水氨氮含量:≤ 15mg/L。
二.工艺选择:通过分析研究有关含氨废水工艺条件,在其废水脱氨技术研究及项目实施实际过程经验的基础上,针对氨氮废水处理及氨的资源化回收利用问题,提出采用汽提+精馏工艺技术方案处理含氨废水。
本工艺技术方案设计力求降低系统蒸汽消耗,在解决企业氨氮废水排放问题的同时,回收废水中的氨,以降低运行成本,提高经济效益。
三.工艺流程考虑主要因素1.工艺过程可靠,满足生产任务的要求。
2.操作简便,安全可靠,操作弹性大。
3.设备投资费用尽可能少。
4.单位产品的能耗尽可能低。
四.工艺流程图(见附页)系统工艺流程图见附页:图号BUCT-AR1215。
五、工艺流程说明:如工艺流程示意图(图号BUCT-AR1215)所示:含氨废水经过换热后送入汽提精馏塔。
汽提精馏塔的操作压力为常压,塔釜操作温度为110℃,塔顶操作温度为50℃。
在汽提精馏塔汽提段内,含氨废水自上而下运动,与来自塔底的直接蒸汽逆流接触,其中的氨被脱除。
在塔底得到氨含量低于100mg/L的脱氨废水排出系统。
在汽提精馏塔的精馏段内氨气及水蒸汽与来自塔顶回流的浓氨水逆流接触,氨浓度进一步提高,水分进一步减少,从塔顶进入塔顶氨冷凝器。
塔顶冷凝器的操作温度为50℃。
在塔顶氨冷凝器中氨和水蒸汽被循环水冷凝为浓氨水,并全部作为塔顶回流。
自塔顶氨冷凝器采出浓度为90%左右的氨气进入氨气吸收塔。
在氨气吸收塔内,来自汽提精馏塔的氨气用工艺水吸收为约20%左右的浓氨水。