综采工作面乳化液浓度在线 监控系统
- 格式:pdf
- 大小:179.23 KB
- 文档页数:7
收稿日期:2020 02 10作者简介:赵宇明(1992-)ꎬ男ꎬ山西大同人ꎬ助理工程师ꎬ从事煤矿机电技术管理工作ꎮdoi:10.3969/j.issn.1005-2798.2020.06.016千万吨综采工作面远程供液设计及应用赵宇明(大同煤矿集团马道头煤业有限责任公司ꎬ山西大同㊀037100)摘㊀要:为了优化综放工作面设备列车布置ꎬ增加巷道的利用空间ꎬ同时提高乳化液供给的稳定性ꎬ对同忻矿8209综放工作面长距离供液方案进行了设计ꎬ通过应用ꎬ实现了供液系统与回采工作面设备列车的分离ꎬ可有效地对液压泵站系统进行集中化管理ꎬ提高了设备的运营效率ꎬ便于设备的检修维护ꎮ关键词:远程供液ꎻ综放工作面ꎻ智能高端乳化液泵中图分类号:TD355+.4㊀㊀㊀文献标识码:B㊀㊀㊀文章编号:1005 2798(2020)06 0047 02㊀㊀千万吨综放工作面传统的供液方式为近距离供液ꎬ以同忻矿8202工作面为例ꎬ乳化液泵站由4台无锡煤机厂生产的BRW400/31.5型五柱塞乳化液泵㊁2台RX400/25K型乳化液箱组成ꎮ主进液管为高压钢丝缠绕胶管4SP-32-40MPa高压胶管ꎬ主回液管为高压钢丝编织胶管4SP-51-25MPaꎮ4台乳化液泵和两台液箱分两组ꎬ每组分别出一根4SP-32-40MPa高压胶管ꎬ一路从工作面头部进液ꎬ一路从工作面尾部进液ꎻ工作面两路4SP-51-25MPa回液管分别回到相应的乳化液箱内ꎮ1号㊁2号泵从头部供液ꎬ3号㊁4号从尾部供液ꎬ形成环形供液㊁回液系统ꎮ泵站位于设备列车中部ꎬ全长超过50mꎮ近距离供液缺点较多:一是乳化液出口浓度不稳定ꎻ二是占用的工作面巷道空间较多ꎻ三是增大了设备列车的重量ꎬ从而造成移动设备列车的风险ꎻ四是使用的管路接头变径较多ꎬ易引起压力脉冲和高压胶管脱皮ꎻ五是设备运行工况及环境较差ꎬ不利于设备的检修维护[1-2]ꎮ为此ꎬ本文以同忻矿8209工作面为研究对象ꎬ对远程供液系统进行了设计ꎮ1㊀工程背景同忻矿C3-5号层8209工作面倾向长200mꎬ可采走向长1899mꎬ平均煤厚15.63mꎬ煤层倾角为1.5~3.5ʎꎻ工作面共布置ZF15000/27.5/42型支架118架ꎬ选用艾克夫SL500AC型采煤机ꎬ配套卡特彼勒前后刮板输送机ꎬ工作面年产量为1000万tꎮ在工作面胶带巷口增开一全长103.53mꎬ断面宽4mꎬ高2.6m硐室ꎬ做为远程供液硐室以实现远程供液ꎮ2㊀设备选型及布置远程供液硐室共布置远距离供液设备24台ꎬ其中配电控制系统6台ꎬ尤洛卡乳化液自动配比系统6台ꎬ浙江中煤乳化液泵站系统7台ꎬ南京六合喷雾泵站系统5台ꎮ远程供液设备主要包括BRW630/37.5智能高端乳化液泵和RX630/70TX智能乳化液箱㊁BPW500/16喷雾泵和SX2500/16清水箱ꎬ乳化液泵主要技术参数见表1ꎬ喷雾泵主要技术参数见表2ꎮ远程供液管路系统包括D89mm乳化液进液管路㊁D108mm乳化液回液管路㊁D76mm高压水管ꎬ供液长度2100mꎬ供液管路由无缝钢管㊁特高压钢管连接器㊁闸阀㊁安全阀㊁分流器组等组成ꎬ将乳化液㊁高压水流输送至回采工作面ꎬ高压乳化液再通过两趟D51mm的液管从工作面头尾进入工作面四连杆支架ꎬ之后通过D31.5mm的液管进入支架阀组ꎬ然后分别通过不同长度的D10mm㊁D13mm的液管进入支架的各个部位ꎬ使用后返回回液系统ꎮ表1㊀BRW630/37.5乳化液泵站主要技术参数参数参数值进口压力/MPa0.8公称压力/MPa37.5公称流量/(L min-1)630曲轴转速/(r min-1)650柱塞直径/mm45柱塞行程/mm84柱塞数目5电机功率/kW450外形尺寸(长ˑ宽ˑ高)4200mmˑ1545mmˑ1400mm总重量/kg7800安全阀出厂调定压力/MPa39卸载阀恢复工作压力/MPa37.5润滑油泵工作压力/MPa<0.1工作液含3%~5%乳化油的中性水混合液74表2㊀BPW500/16喷雾泵站主要技术参数参数参数值单台泵的额定流量/(L min-1)500单台泵的功率/kW160工作压力/MPa2.5~16允许介质最高温度/ħɤ45过滤精度/μmɤ80供电电源/V/Hz3300/50配套水箱总有效容积/L25003㊀泵站压力校验1)㊀保证工作面液压支架初撑力需要的泵站压力:Pb1=4P0/ZπD2㊀㊀㊀=4ˑ12778/(4ˑ3.14ˑ0.362)㊀㊀㊀=31.4MPa式中:Pb1为液压支架初撑需要泵站压力ꎬMPaꎻP0为液压支架初撑力ꎬ取12778kNꎻZ为架液压支架立柱根数ꎬ取4根ꎻD为支架立柱的缸体内径ꎬ取0.360mꎮ2)㊀保证推移千斤最大推力需要泵站压力:Pb2=4PN/πd21㊀㊀㊀=4ˑ633/(3.14ˑ0.22)㊀㊀㊀=20.16MPa式中:Pb2为千斤顶的最大推力所需要的泵站压力ꎬMPaꎻPN为千斤顶最大推力ꎬ取633kNꎻd1为千斤顶缸体内径ꎬ取0.2mꎮ3)㊀确定泵站压力:P=KPbmax+Ps㊀㊀=1.1ˑ31.4+1㊀㊀=35.54MPa式中:P为泵站压力ꎬMPaꎻK为泵站系统压力损失系数ꎬ取K=1.1~1.2ꎻPbmax为Pb1㊁Pb2中较大值ꎻPS为远程管路压力损耗值ꎬ取1MPaꎮ计算得到:P=35.54MPa<37.5MPaꎮ通过计算可知ꎬ乳化液泵站管路末端出口压力值为35.54MPaꎬ符合支架端压力值不低于31.4MPa的相关要求ꎻ现场实测喷雾泵站主进液管路末端出口压力值最大可达15.2MPaꎬ符合喷雾端压力值的相关要求ꎮ因此ꎬ该系统全程采用特制高压管路系统将乳化液㊁高压水流输送至回采工作面ꎬ可以保证支架液压系统末端压力㊁采煤机内外喷雾和支架喷雾满足规程规范规定ꎮ4㊀远程供液优点与传统近距供液系统相比ꎬ远程供液具有以下优点:1)㊀实现了供液系统与回采工作面移动设备列车的分离ꎬ可有效地对液压泵站系统进行集中化管理ꎬ降低运营成本ꎬ便于设备的检修维护㊁改善设备运行工况及环境ꎮ2)㊀节省了移动设备列车占用的巷道空间ꎬ有利于液压泵站各设备的检修维护ꎬ减轻了传统移动设备列车的总体重量ꎬ减少了定期迁移设备列车时的不安全因素ꎬ解决了现场巷道在大坡度条件下列车布置困难ꎬ如液位控制㊁润滑等一系列设备控制的难题ꎬ降低在设备列车拉移过程中的倾倒㊁断绳㊁跑车㊁人员挤伤等安全风险ꎮ3)㊀解决了乳化液出口浓度不稳定难题ꎬ有效保证工作面设备的正常使用ꎬ采用特高压管路系统替代原有高压胶管ꎬ不仅避免了管路接头变径引起的压力脉冲和高压胶管脱皮现象ꎬ而且钢管可回收重复利用ꎬ使用寿命长ꎮ5㊀结㊀语远程供液系统在同忻矿8209综放工作面应用后ꎬ取得了良好的技术经济效果ꎬ既优化了设备列车的布置ꎬ又改善了泵站运行工况及环境ꎬ还降低了移动设备列车及近距离胶管输送乳化液存在的风险ꎬ有力地保证了工作面的安全高效开采ꎮ参考文献:[1]㊀迟焕磊ꎬ袁㊀智ꎬ胡登高ꎬ等.煤矿智能化工作面远程供电供液配套技术[J].煤炭科学技术ꎬ2018ꎬ46(S2):146-152.[2]㊀张㊀恒.综采工作面远程集中供液系统设计与应用[J].煤矿现代化ꎬ2018(6):128-130.[责任编辑:王伟瑾]842020年6月㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀赵宇明:千万吨综采工作面远程供液设计及应用㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀第29卷第6期。
乳化液泵站自动控制系统的应用研究通过对综采工作面乳化液泵站自动控制系统的组成、功能等进行分析,阐述了应用泵站自动控制系统的优点。
应用泵站自动控制系统可以提高泵站的使用效率,增加泵站运行的安全性,实现了自动控制、自动配液、综合保护、远程监控等功能,为实现无人综采工作面的工作打下了基础。
标签:综采工作面;乳化液泵站;自动控制系统1 概述乳化液泵站是综合机械化采煤工作面的一种重要设备,它是液压支架和外注式单体液压支柱的动力源。
通过供给压力液,使各种千斤顶动作,实现液压支架支撑顶板、推移移动架、调架护壁、侧护防倒以及防滑等动作。
乳化液泵站由乳化液泵、乳化液箱和其他附属设备组成,具有控制、过滤及安全保护功能。
随着高产高效综采工作面的发展,乳化液泵站也随之不断改进。
增大乳化液泵站的主要性能参数成为其发展的总体趋势,如提高乳化液泵站的压力和流量、改进机械结构、增强可靠性、应用智能控制技术等。
乳化液泵站作为液壓支架的动力源,对其工况的控制检测尤为重要,原有乳化液泵站的控制系统已不适应要求。
2 泵站电控系统组成整个泵站电控系统主要由主控制箱、主泵分控制箱、备用泵分控制箱、组合开关箱、变频器、各种泵电机、各种传感器、多种电磁阀等组成。
水氯离子、电导率、PH值传感器,乳化液PH值、电导率、浓度传感器,水流量传感器,乳化液流量传感器,回液负压传感器,供液压差传感器,乳化液液位传感器,乳化油油位传感器等传感器连于主控制箱;润滑油油位、油压、油温传感器连于乳化液泵分控制箱。
两个高压反冲洗过滤阀以及电磁供水阀由主控制箱控制,电磁供油阀手动控制,两个电磁卸载阀由泵分控制箱控制。
主控制箱与泵分控制箱、组合开关箱、变频器通过CAN总线相联并与主控制台通讯。
如图1所示。
泵站控制系统的工作原理:(1)智能型乳化液保障系统中的乳化液泵站可提供两种控制模式,即:自动操作方式和手动操作方式。
在自动操作方式下,系统首先检测乳化液箱的液位,乳化液浓度和压力,当检测到的值符合系统要求事,启动循环泵。
煤矿综采工作面集成供液系统的应用符大利【摘要】提高乳化液泵站的自动化程度和安全可靠程度,已成为必然的趋势.介绍了黄陵一号煤矿智能乳化液泵站的组成智能集成供液系统的特点及功能.黄陵一号煤矿1001综采工作面智能集中供液系统的实施,对提高泵站供液能力、降低泵站压力波动、降低工人劳动强度具有重大意义.【期刊名称】《煤矿机电》【年(卷),期】2016(000)003【总页数】3页(P84-86)【关键词】供液系统;乳化液泵;集成;智能化【作者】符大利【作者单位】黄陵矿业有限公司一号煤矿,陕西黄陵727307【正文语种】中文【中图分类】TD355+.41综采工作面乳化液泵站采用人工配液,配液水质差,质量不达标,造成管道结垢,供液压力波动大,能耗高,不能满足工作面高产高效的要求。
黄陵一号煤矿对乳化液泵站进行改造,在1001工作面采用集中供液的方式。
智能集成供液系统是集泵站、电磁卸载自动控制、PLC智能控制、变频控制、多级过滤、乳化液自动配比、系统运行状态记录与上传于一体的自动化设备,是一套完整的综采工作面供液系统解决方案[1-5]。
根据工作面实际情况及用户使用要求,最多可以实现八泵四箱的控制,乳化液供液子系统和喷雾供水子系统最大流量均可达到2 000 L/min。
图1为黄陵一号煤矿智能乳化液泵站系统示意图。
1)系统布置。
功能相近的设备尽量集中布置,方便管路、电缆连接。
每台泵站占用一个列车,每台液箱占用一个列车,回液过滤站及蓄能装置共用一个列车,控制系统则安装到设备列车集中控台上。
2)管路设置。
采用模块化设计,在提供给用户之前各设备内部管路已连接好,用户只需将供液管路和回液管路连接到对应接口即可。
所有连接均采用U形销式快速接头,方便移动列车时快速拆卸和连接管路。
设备均采用天玛公司产品,接口形式统一,摆放位置相对固定,既减少了用户连接管路的工作量,又避免了因使用多个供应商设备出现的接口形式不统一、管路连接复杂、相互干涉等问题。
乳化液地面集中自动供液系统设计姬剑波;王勇;徐鹏鹏【摘要】为保障乳化液配比浓度和质量,提高系统自动化程度和运行可靠性,设计了一种基于反渗透水处理,可自动配比的乳化液地面远距离供液系统.介绍了该系统的硬件结构和工艺原理.实际应用表明,该系统能实现乳化液的自动配比和远程供液,并保证乳化液的浓度和质量,提高了井下液压支架等设备的运行可靠性.【期刊名称】《煤矿机电》【年(卷),期】2019(040)003【总页数】4页(P29-32)【关键词】反渗透;自动配比;远程供液【作者】姬剑波;王勇;徐鹏鹏【作者单位】河南能源化工集团永煤公司,河南永城476600;河南能源化工集团永煤公司,河南永城476600;河南能源化工集团永煤公司,河南永城476600【正文语种】中文【中图分类】TP271+.31;TP2780 引言目前新桥煤矿的综采工作面液压支架和顺槽单体支柱供液均由设备列车上的乳化液泵站提供,在使用过程中主要存在以下问题。
1) 乳化液浓度采用人工配比,配比精度不高。
乳化液浓度要求在3%~5%之间,当浓度不足3%时,乳化液所含有的基础油,防锈、抗磨和抗硬水添加剂,以及细菌抑制剂的浓度都将不符合要求,主要体现在:(1) 当乳化液所含有的基础油和抗磨添加剂不足时,支架等液压设备的活塞和阀件、乳化液泵站等会产生比较严重的磨损。
(2) 当乳化液含有的基础油、防锈添加剂不足时,支架的活塞和阀件、乳化液泵站等会产生比较严重的锈蚀。
(3) 当乳化液所含有的抗硬水添加剂不足时,乳化液会产生析油及浮皂。
(4) 当乳化液所含有的细菌抑制剂不足时,会滋生大量细菌,从而影响液压支架的使用效果,提高液压支架的维护成本。
(5) 当浓度大于5%时,会降低消泡能力,增大橡胶密封材料的溶胀性,容易造成漏液、窜液,浪费乳化液[1]。
2) 乳化液用水质量不高。
低浓度乳化液受水质质量影响,乳化液用水必须符合行业标准MT 76—2002要求,pH范围7~9,不含明显的颗粒或悬浮污染物,综采工作面乳化液用水采用井下钻孔水,很难保证水质满足要求,影响乳化液质量。
241传统的机械化采煤工作面作业环境复杂,恶劣,矿井生产安全难以保障,极大地限制了煤矿开采效率及综采设备效能,所以研究自动化工作面是十分有必要的。
现状现阶段国内外许多大型煤矿均已转型为自动化采煤,且未来煤矿开采的趋势朝着智能化、自动化的方向发展,实现工作面“人少则安,无人则安”安全理念更是煤炭行业发展的目标,所以本文以马兰矿为研究背景,对工作面自动化进行研究,对综采自动化技术的应用及推广做出一定的贡献[1]。
1 矿井概况马兰矿位于山西古交西南15km,井田面积为104.4km 2,设计年生产能力400万吨,主采8#、3#、8#煤层。
18502工作面主要开采8#煤层,工作面设计将进风顺槽、辅运大巷布置在同一水平,同时作为进风、行人通道和运输,破碎机、转载机、皮带机布置于进风顺槽,在辅助进风布置设备列车,回风顺槽同样与辅运大巷处于同一水平,承担运料、回风、行人任务。
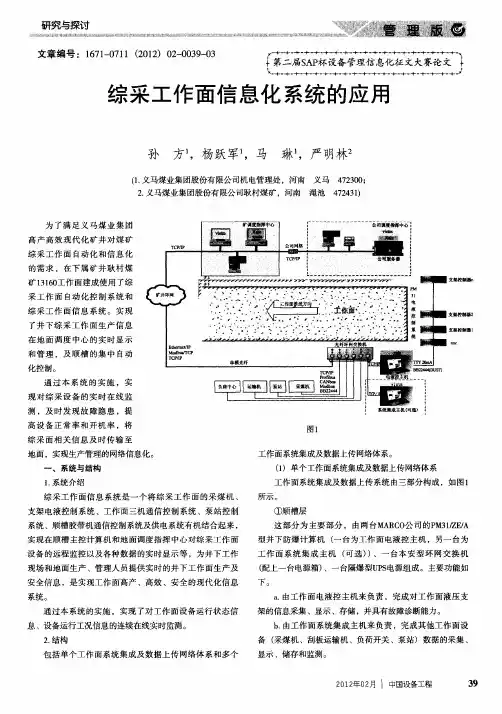
综采工作面自动化系统是一种综合计算机、机电一体、自动控制等机械化技术于一身的综合机械化采煤技术,在进行工作过程中,为保证运行效率及提升运行安全性,本文以18502工作面为研究背景对综采工作面自动化技术进行研究。
2 自动化工作面设计2.1 液压支架电液控制系统首先对液压支架电液控制进行研究,马兰矿18502工作面的采用SAC电液控制系统对工作面液压支架进行控制,电液系统主要包括压力传感器、行程传感器、支架控制器、电液换向阀、电源箱等组成,通过监控系统与显示装置进行连接,实时反应液压支架整体工作情况。
在每台液压支架上配合支架控制器,通过顺序连接将液压支架形成整体信号网络网,通过数据信号传输,将工作面整体矿压信息进行集中汇总,进行集中监控[2]。
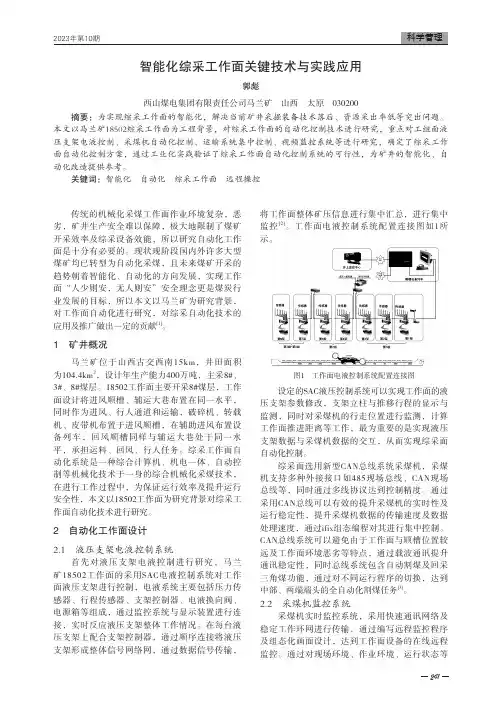
工作面电液控制系统配置连接图如1所示。
图1 工作面电液控制系统配置连接图设定的SAC液压控制系统可以实现工作面的液压支架参数修改,支架立柱与推移行程的显示与监测,同时对采煤机的行走位置进行监测,计算工作面推进距离等工作,最为重要的是实现液压支架数据与采煤机数据的交互,从而实现综采面自动化控制。
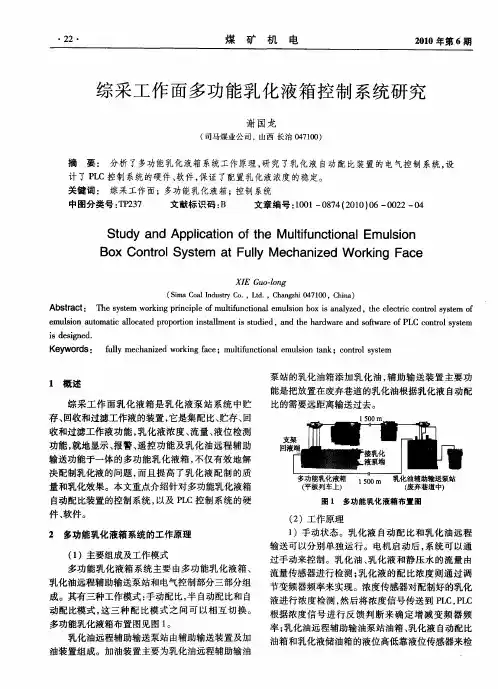
价值工程0引言目前,国内大部分煤矿依然选用传统式的“一面一站”分散化就地供液方式,即在每一个采煤工作面设定一个乳化液泵站,每一个站配备“四泵三箱”或“三泵一箱”。
乳化液泵站一般均布置于工作面主运顺槽设备列车上,供、回液管道连接采煤工作面液压支架[1]。
根据现场使用反馈,现阶段供液方式主要存在三方面问题,一是配液浓度值操纵难度系数大,实际操作艰难。
当配制浓度值低时,导致液压传动系统生锈等难题,当配制浓度值高时,又会导致乳化液的无功消耗;二是受井下环境影响,乳化液配置过程时,在乳化液桶吸油、液箱张口等处易进入煤尘等脏物,严重时会造成液压传动系统阻塞;三是供液系统频繁移动,出现跑漏、渗漏状况,使用维护成本增加。
因此提出适合井下煤炭开采的高效集中供液技术具有十分重要的意义。
1工程概述大海则煤矿位于陕西省榆林市榆阳区西部,隶属于中煤陕西榆林能源化工有限公司,设计生产能力15.0Mt/a 。
矿井移交时在201、202盘区共布置两个大采高综采工作面,两个工作面面长均为300m ,平均采高6.0m 和6.6m ,走向长度3200m 和3800m 。
工作面配备ZY18000/32/65D 支架,工作阻力18000kN ,单架重量68.5t ,支架乳化液需要量2800L/min 。
SL1000采煤机,装机功率2640kW ,最大截割高度7.1m ,滚筒直径3.5m ,截深865mm ,适应煤层倾角≤10°。
工作面回采巷道采用双巷制,一条回风巷(兼辅运巷)和一条带式输送机巷,巷道断面形式采用矩形断面。
回风巷净断面积23.7m 2,净宽5640mm ,净高4200mm ;带式输送机巷净断面积25.5m 2,净宽6140mm ,净高4150mm ;202盘区工作面回风巷净断面积23.7m 2,净宽5640mm ,净高4200mm ;202盘区工作面带式输送机巷净断面积26.7m 2,净宽6140mm ,净高4350mm 。
矿用乳化液自动配液站ZMJ-KRPYZ-10郑州煤机液压电控有限公司2017.111.产品简介ZMJ-KRPYZ-10 矿用乳化液自动配液站,是根据矿方的要求和国家标准专为煤矿综采工作面的液压系统用乳化液自动配制而设计的。
该设备采用当今世界最先进的自动配液技术,为用户提供高质量乳化液,该设备通过控制器实时采集各个传感器的在线监测的数据,经分析处理后,通过控制电机运行完成整个系统的乳化液自动配比,并将采集到的数据集成显示和上传。
2.主要技术参数1、配液能力:10t/h;2、进水压力:最高6MPa;3、配比范围:1~5%(最高可调7%),推荐3~4.78%;4、供液扬程≤58mm;5、工作温度:2°~45℃;6、过滤精度:进水保安过滤器25μm,配液器进水保安过滤器25μm,油箱进油过滤器100μm,进油过滤器100μm;7、箱体容积:水箱1.7 m3,油箱0.78 m3,液箱1m3;(直供式出液,油箱液箱合并,油箱容积可达 1.7 m3)8、进口参数:DN50 快插,可选定;9、出口参数:DN100 倒刺管(2 个)和DN50 快插,可选定;10、电压:动力电压660VAC 和1140VAC 双电压可调,控制电压127VAC;11、电机功率:水泵3KW,油泵1.1KW;12、净重量:1600Kg,满载重量:4800Kg.3.工作原理如图所示纯水通过进水口经浮球阀接入到清水箱,当清水的水位到达预定水位时(清水箱内有水位检测),浮球阀关断。
配液时,系统通过投放在乳化液箱内的液位传感器检测到乳化液高度低于设定值时,清水泵启动,混液器在高压纯水的作用下开始工作,同时在负压的作用下抽取乳化油,经混合后输往乳化液箱。
乳化油箱为乳化油暂储空间,当系统检测到乳化油低于警戒油位时,警示用户,此时应将抽油管投入乳化油桶后点击“油泵开”,开始抽油,到达设定油位后结束停止工作。
4.产品结构5.主要特点1、全自动运行,声光报警;2、最大进水压力6MPa;3、管路式混液器,充分混合,浓度实时在线可调;4、乳化液带压输出,扬程最高为58 米;5、运行状态实时上传;6、多路过滤器设置,保护下游液压元件,可视压差发讯器,过滤器状态一目了然;7、过滤器独特设计,滤芯方便拆卸,重复使用;8、嵌入式液位管,避免碰撞,方便观察;9、敞开式设计,一体式面板,便于维护;10、封闭式箱体,降低灰尘污染;11、经济技术性高,乳化液质量好。
(下转70页)①作者简介:唐鑫(1982,8—),男,汉族,宁夏盐池人,本科,助理工程师,研究方向:矿山设备维修。
DOI:10.16660/ki.1674-098X.2017.29.068浅谈综采工作面乳化液使用规范管理和远距离供液方案①唐鑫(神华宁夏煤业集团有限责任公司设备管理中心 宁夏银川 750011)摘 要:随着煤炭企业产量逐年增长,高产、高效现代化矿井对单产、单进的要求,综合机械化采煤工作面采高、走向长度增加,乳化液是工作面液压系统重要的组成部分,同时也是保证液压支架正常使用的必要条件之一。
为了保证液压支架的使用性能,延长维修周期及寿命,改变乳化液使用管理不规范现状,保证工作面乳化液的不间断供给,本文主要阐述强化液压支架用乳化液供配液系统规范管理及远距离供液装置方案。
关键词:综采工作面 乳化液规范管理 远距离供液方案中图分类号:TD611 文献标识码:A 文章编号:1674-098X(2017)10(b)-0068-02泵站系统自动配比普遍不稳定,采用手工配比,稳定性和浓度无法保证,工人劳动强度大,最初采用虹吸原理的自动配比,由于受进水压力波动,乳化液浓度及稳定性无法保证,同时产品可靠性也较低;由于受元件稳定性等方面因素影响,使用效果一直不理想,普遍反映乳化油补油困难,费时费力。
因此,需要科学开展各方面设计工作,提高管理工作效率。
1 综采工作面乳化液使用规范管理1.1 乳化液使用现状随着集团产量逐年增加,乳化油用量及其费用也在增加,个别单位乳化油定额、管理、考核机制尚不完善。
区队现场管理不够重视,乳化油用量不足,不及时补充,甚至不加乳化油,只在检查前突击补充乳化油,泵箱中乳化液浓度合格,但回液管路中乳化液浓度不合格。
糖量仪器损坏后不及时更换,无法保证乳化液浓度正常检测等,造成乳化油消耗波动大,乳化液配比浓度不合格现象时有发生,加剧了支架液压系统损坏程度,立柱、缸套、控制阀等关键部件锈蚀,密封件损坏严重,缩短了支架使用寿命,造成设备维修费用升高。
智能化综采工作面简介本文介绍了智能化综采工作面的评价调研情况。
该工作面采用资源条件适应型综采技术与装备,液压支架采用电液控制系统,采煤机具备记忆截割、智能调速调高等功能,刮板输送机、转载机采用变频智能调速控制。
综采工作面具有远程集中控制系统,能够在工作面巷道、地面调度中心对工作面进行远程协同控制,实现对各设备的监控、控制以及故障诊断。
通过实现智能化采煤的常态化,该工作面能够切实改善劳动环境、降低劳动强度、减员增效,增强安全性的前提下提升生产效率。
具体来说,该工作面的采煤机具备滚筒截割路径记忆、位置定位、远程控制、姿态控制功能。
液压支架配备电液控制系统,能够跟随采煤机在全工作面范围自动完成支架伸收护帮、移架、推溜、喷雾除尘等动作,并具备远程控制、支架全姿态监测功能。
乳化液泵站具有流量调节功能,实现高压自动反冲洗、自动配比补液,实现对乳化液的浓度监测。
综采工作面设备配备矿压监测系统,实时监测顶板压力情况。
工作面设备实现集中、就地和远程控制,实现采煤机、液压支架、刮板输送机协同控制,主要生产流程实现一键启停功能,完成对各设备的监控、控制以及故障诊断。
刮板输送机、采煤机、液压支架电液控制系统自动找直功能,采煤机上安装惯导系统为核心的刮板运输机曲直度监测系统,并结合集控中心和液压支架电液控制系统、推拉精细控制系统完成三直的自主管理。
通过推移行程数据、采煤机自身编码器和惯性导航对数据同时进行校准,实现对工作面直线度的调整。
总的来说,智能化综采工作面的采用能够提升生产效率,同时也能够改善劳动环境,降低劳动强度,增强安全性。
各种设备的智能化控制系统能够实现对设备的远程控制和监测,提高了工作效率和安全性。
7.电液控制系统具备支架初撑力自动连续补偿功能。
当立柱下腔压力降至设定值时,支架控制器会自动升柱,补压到初撑压力,并可多次执行以保证支护质量。
8.实现综采工作面采煤全过程的视频采集和显示,固定点摄像仪在工作面端头端尾、转载机、破碎机等特殊区域进行视频采集。
综采工作面支护质量监测制度综采工作面支护质量监测制度为进一步规范采煤生产技术管理,强化矿井安全管理,实现综采工作面正规、安全高效生产,贯彻落实《煤矿安全生产标准化管理体系基本要求及评分方法》,特制定本办法,综采队具体事宜将按照本办法执行。
一、技术资料1、坚持开展工作面质量管理、煤壁机道、顶板管理、工作面支护、安全出口及端头支护、和安全隐患整改情况的班组评估工作。
2、当工作面实际条件发生变化与作业规程规定的内容不一致时,必须及时修改作业规程和补充安全技术措施;审批贯彻手续完备,有贯彻、考核和签名记录。
一次不符合要求罚款100元。
3、工作面避灾路线图、主要技术经济指标表、设备配置表、设备管理牌板等齐全并悬挂整齐,缺一项罚款100元。
4、工作面工程质量班班验收,严格执行《煤矿安全生产标准化管理体系基本要求及评分方法》,队组必须建立健全验收原始记录台帐,制定科学的管理制度。
并建立台帐。
二、支护质量检测指标1、支护质量监测指标:初撑力24Mpa2、综采工作面围岩状态指标:端面顶板冒高、冒宽、冒区长度,煤壁片帮深度,片帮区长度。
3、两巷超前支护质量指标:煤壁超前20m范围内支护完整,巷高不小于1.8m,有0.8m行人通道。
按照作业规程规定加强端头及超前支护。
三、工作面支护质量管理考核1、工作面回采工艺符合工作面《作业规程》的规定,出现一次不符合规定的罚款100元。
2、工作面必须做到三直(支架直、煤壁直、溜子直),一平(顶底板平),一净(浮煤净),两畅通(上、下安全出口和人行通道畅通),一处不符合规定罚款50元。
3、工作面上、下安全出口的两巷超前支护材料、支护方式和支护距离必须符合《作业规程》的规定,上、下安全出口净高度不低于1.8m,并有0.8m宽的人行道,不得出现连续2根单体柱失效,一处不符合规定罚款500元。
4、工作面支架不得出现倒架、咬架或挤架现象,溜子不得出现上、下窜现象,一处不符合规定罚款50元。
综采工作面超长距离供液系统设计及应用摘要:综采工作面采取常规供液方式时,随着工作面的推进,整个供液设备需要进行超前拉移。
在设备列车区域内,巷道空间非常狭小,并且存在采动压力变化大、顶板来压剧烈、巷道变形严重等问题,导致设备列车移动困难,增加设备列车移动过程中的危险系数,容易发生断绳及翻车事故;设备列车频繁的移动也增大了工人的劳动强度;巷道的起伏对供液系统会产生不良影响,容易发生泵站吸空等一系列问题。
基于此,对综采工作面超长距离供液系统设计及应用进行研究,以供参考。
关键词:综采工作面;超长距离;供液系统;设计;应用引言供液系统是煤矿井下综采工作面生产系统中的重要组成部分,为工作面液压支架提供动力,保证液压支架能够正常拉移和支撑顶板。
目前,国内外采煤工作面大多数采用近距离供液,即将乳化液泵站、泵箱、变压器等设备安装在距工作面切眼50~200m的顺槽内的设备列车上,随着工作面回采设备不断向前拉移。
1超长距离供液系统方案设计超长距离供液系统主要由乳化自动配比系统、乳化泵站、喷雾泵站、动力输送管道、供配电系统和电控系统组成,形成集群式固定泵站多工作面集中动力输送系统。
将乳化泵、喷雾泵从主运顺槽移动设备列车分离,移至主运顺槽三联巷处布置,通过3趟高压输送管路,将高压乳化液体、高压喷雾冷却水输送至工作面,管路连接如图1所示。
设计采用高压合金复合管路替代原有高压胶管,不仅避免管路接头变径引起的压力脉冲和高压胶管脱皮现象,而且钢管可回收重复使用,管道设计寿命高达10a。
为达到出口压力,满足供液需求,通过计算,主进液管选用内衬不锈钢合金复合管,材质27SiMn,钢管规格准133mm×12mm×5000mm;主回液管路选用内衬不锈钢合金复合管27SiMn,钢管规格为准159mm×8mm×5000mm;清水喷雾管路选用内衬不锈钢合金复合管27SiMn,钢管规格为准108mm×8mm×5000mm。
3305综采工作面智能化总结我矿明确了以创新驱动为动力,推进智慧矿山建设向纵深发展的总思路,把握“自动化、信息化、无人化、少人化”升级方向,着力打造本质安全型矿井。
3305工作面目前是我矿第一个自动化工作面,工作面预算资金1300万元,智能化系统由郑煤机液压电控有限公司配套生产,9月24日开始井下安装,整个工作面11月初安装完毕,进行整机自动化系统调试。
阳城煤矿3305工作面智能化系统采用以井下控制为主、井上监控为辅的操作方式,井上设置智能化控制中心,井下配备集控仓,该工作面自动化系统包括郑煤机ZE07-04型支架电液控制系统、采煤机自动化系统、语音急停控制系统、智能供液监控系统(包含净水装置)、视频系统等子系统,建立了视频监控及语音广播系统以保障设备的安全运行。
3305智能化系统能实现液压支架、采煤机刮板运输机、皮带机、乳化液泵站的远程控制,通过光纤进行数据传输,最终数据上传至地面集控室工控机,完成远程控制及数据显示。
一、3305工作面设备配置情况ZF10000/19/32、ZFG12000/22/32电液控支架共61台;MG500西煤机改造智能化采煤机1台;SGZ830/630前后部运输机各1台;SGZ1000/400桥式转载机一台;SJJ1200/315顺槽皮带机3台。
二、智能化系统包含以下部分及实现的功能1.液压支架电液控系统:可实支架状态监测功能:包括支架高度、支架倾角、压力、推移行程等;实现邻架、成组操作、遥控放煤、自动跟机移架、自动跟机推溜、自动跟机收、伸护帮、自动补压等。
2.采煤机智能化系统:采煤机运行状态可监测采煤机采高、倾角、温度、压力等数据。
根据工作面参数可实现采煤机工艺段自动截割功能。
3.视频监控系统:视频监控系统包含工作面12台云台摄像仪和各转载点8台摄像仪。
视频信号经光纤传输至采煤工作面集控中心和地面监控中心,并有语音通话功能。
4.顺槽集控系统、地面监控系统:井下集控室和地面监控室可实现语音对讲、视频监控、设备一键启停、自动跟机等功能。
1、 研究课题名称:综采工作面乳化液浓度在线监控系统1.选题依据
(1) 选题背景:目前,我国大多数煤矿对矿用乳化液浓度的检测手段还比较落后,还是采用传统的检测手段,破乳法和折光仪检测法。
且传统的乳化液浓度检测方法都需要人工取样与目测读数,测量精度不高,而且都不能在线监测乳化液浓度的变化。
(2)选题的研究意义: 乳化液是液压系统的传动介质,乳化液中乳化油的百分比,即乳化液的浓度是评价乳化液性能的一个重要指标。
《煤矿安全规程》规定乳化液的浓度一般为3%~5%( 质量分数) ,乳化液浓度是否适当,直接影响到液压支架、液压支柱以及其他液压元件的寿命和生产成本。
浓度过低,液压元件将受到水的直接侵蚀而生锈,导致元件失效,从而缩短设备使用寿命;浓度过高,会使乳化油的消耗量增加,从而导致生产成本上升。
因此,实现乳化液浓度的自动检测和配比对保护液压系统元件,延长其使用寿命,以及降低生产成本尤为重要。
(3) 在综合国内外文献资料的基础上,对我国煤炭企业传统的乳化液浓度检测方法现状、存在的问题、具体的解决方案进行分析,介绍了乳化液浓度在线监控系统的组成与工作原理。
2、 研究方案
1. 研究目标
2. 研究内容
3. 拟解决的关键问题
4. 拟采取的研究方法
[硕士学位论文开题报告]:
题目:综采工作面乳化液浓度在线监控系统
作者:陈二斌 学号:G
一、选题的依据和意义
1.1 课题的目的和意义
乳化液是液压系统的传动介质,乳化液中乳化油的百分比,即乳化液的浓度是评价乳化液性能的一个重要指标。
《 煤矿安全规程》规定乳化液的浓度一般为3 % ~ 5 % ( 质量分数) ,乳化液浓度是否适当,直接影响到液压支架、液压支柱以及其他液压元件的寿命和生产成本。
浓度过低,液压元件将受到水的直接侵蚀而生锈,导致元件失效,从而缩短设备使用寿命;浓度过高,会使乳化油的消耗量增加,从而导致生产成本上升。
因此,实现乳化液浓度的自动检测和配比对保护液压系统元件,延长其使用寿命,以及降低生产成本尤为重要。
本课题具有重要的现实意义:目前国内已有许多高校和科研机构在从事乳化液浓度的自动检测和配比研究,尤其是把乳化液浓度的检测技术和配比技术结合起来,研发了矿用乳化液浓度的自动检测与配比系统,从而提高了乳化液浓度的检测和配比效率,对促进煤矿安全生产,提高管理水平,以及降低工人的劳动强度起到了重要的作用。
1.2 国内外研究动向
目前,我国大多数煤矿对矿用乳化液浓度的检测手段还比较落后,还是采用传统的人工检测手段,主要包括:破乳法和折光仪检测法 。
对于乳化液浓度的在线监测还是个空白,只能现场检测,而不能实现实时监测。
通过实时监测乳化液浓度,让自动配比装置来始终保持合理配比。
自动配液代表了乳化液配制方法的发展趋势,配制合理、稳定浓度的乳化液是国内外生产厂家设计研究的课题。
目前,人们越来越趋向于采用先进的传感检测和计算机控制技术,将乳化液的浓度检测和配比结合起来实现乳化液浓度的在线检测和自动配比。
二、综采工作面乳化液浓度在线监控系统
2.1 系统功能概述
《煤矿安全规程》规定乳化液的浓度必须保持在既定工况的最佳值,浓度过高泡沫多,成本也高,刺激皮肤,冷却性差;浓度过低,则
防锈性、抑制细菌能力和润滑性都变差。
而乳化液配比浓度受很多因素的影响,包括水压、水质、温度、流量、配比装置准确度等。
现有的乳化液配制,大多数靠取样用光折射计观察,其精度不高,效率低,受人为因素影响较大。
该系统采用“超声波乳化液浓度在线检测仪”,利用超声波在全溶性液体中的传播状态是随溶液的温度、压力、介质混合单元数、单元浓度而变化的原理,通过特定的计算方法和数据处理,实时测量乳化液样品浓度值,根据其浓度的不同,此仪器输出:4-20mA或0-5V任一开关量,RS485接口传输,通过实测数据域设定数据的比较,完成对乳化液浓度的实时监测和自动配比。
2.2 系统分析
1.综采工作面乳化液浓度在线监控系统能实现自动监测和自动配比,能适应高产高效的自动化工作面;
2.在煤炭行业的设备监控监护方面具有领先性,系统的开发是在信息化水平比较高的矿井进行的,能够帮助煤炭企业将信息化建设提升到行业领先水平。
3.将乳化液浓度的自动检测和配比系统纳入整个综采工作面的综合监测与控制系统。
2.3 乳化液检测管理的缺陷
现在在神东这样先进的矿井仍然不能实现乳化液浓度的实时监测,只能定时间的去人工检测,如果现场工作者不能很好的执行定时检测,乳化液的合理浓度的就不能保证,具体表现在:
1.人工检测的精度不能保证;
2.人工检测完全靠制度去维持;
3.机电运行管理工作者不能得到连续的浓度数据,完全靠汇报和自检。
2.4 系统建成后的效果:
1.能实现乳化液浓度的连续的实时监测;
2.杜绝人为的乳化液浓度失调,且能实现自动配比;
3.能实现矿调度和机电管理部门对设备运行的有力监管;
4.实现设备的高效运行和保护。
三、乳化液浓度在线监测系统实现方案
乳化液浓度在线监测系统,利用当前先进的检测仪器,对乳化液浓度进行不间断的监测,再通过自动配比装置来实现乳化液的科学浓度。
3.1 煤矿用乳化液浓度在线监测系统实现:
1、井上计算机动态显示监测参数,报警;
2、井下现场显示数据和报警;
3、监测数据自动记录存储;
4、连续监测曲线显示,分析;
5、历史数据查询及报表输出;
6、数据库数据信息共享;
7、监测日报网上报表;
3.2 乳化液浓度在线监控系统硬件组成
根据乳化液的设定浓度值以及超声波乳化液浓度在线检测仪、检测到的实际浓度值计算出浓度偏差,通过一定的控制算法,得出步进电机的转速,利用HY6220计数卡向步进电机发送合适的脉冲,控制步进电机的转速,进而控制乳化油向乳化液箱的供油流量。
通过控制乳化油的进油量,使乳化油的流量和清水流量之比达到某一范围,即可保证乳化液浓度值达到设定要求。
该系统在乳化液箱内部安装了液位开关,并通过数字量输入板卡 6110可实时检测高低液位。
当乳化液液位高度超出最高警戒限时,系统通过6160板卡关闭水阀和步进电机,停止配液;而当液位的高度低于最低警戒线时,系统则进行声光报警。
不仅能实现乳化液浓度的在线检测 ,而且可以同时实现乳化液浓度的自动配比。
图1 系统结构示意
3.3 乳化液浓度在线监控系统软件设计
系统软件的控制算法采用限定范围的 P I 控制算法,其基本思想和具体做法是:将浓度区间从低到高分成 4个部分,用 C0表示目标浓度,C P表示配液过程浓度值,如图2所示。
图2 浓度区间划分示意图
图2中,C1,C2,C0,C3为根据配液实际情况划分的浓度区间。
① 当过程浓度 C P<C1,用很大的乳化油流量进行配液,使过程浓度迅速达到
C1以上;② 当过程浓度 C1<C P<C2用较大的乳化油流量进行配液,使得过程浓度缓慢上升 ,逐步逼近目标浓度 C0,同时避免超调过大;③当过程浓度 C P>C3,用很小的乳化油流量进行配液,使过程浓度很快回到C2和C3之问;④ 当过程浓度C2<C P<C3时,采用PI 控制算法,确保过程浓度能够精确地控制在目标浓度附近。
系统采用限定范围(C2~C3)的PI控制算法可避免一开始就使用PI控制算法而导致过饱和,从而使得控制超调。
3.4 系统数据与信号传输
利用工业计算机和现代矿井通讯技术,把超声波乳化液浓度在线检
测仪测量的数据通过RS485网络接口与其他监测网络联接,数据经采集电路送到处理器进行分析处理,被监控参数用液晶显示屏进行显示,由键盘控制设置参数,必要时监控系统发出报警信息并通过采集的信号控制电
磁阀,进行断电保护,并可保存出错记录,可供用户随时查询与分析,从而实现了乳化液泵站的智能监控。
四 选题的特色
( 1 )能够使用高精度实时浓度检测仪器与技术取代目前仍在使用中的传统检测手段。
( 2 )自动配液代表了乳化液配制方法的发展趋势。
配制合理、浓
度稳定的乳化液是延长液压设备工作寿命,降低生产成本的有效途径。
( 3 )采用先进的传感检测和计算机控制技术,将乳化液的浓度检
测和配比结合起来实现乳化液浓度的在线检测和自动配比,符合现代化矿井生产技术的发展趋势。
五、参考文献
[1]张德新,乳化液浓度超声波检测装置研究 [ D]山东科技大学,2005;
[2]王晓丽,乳化液浓度自动检测及其配比系统。
煤矿机电,2006;
[3]宋理敏、寇子明、杨贵元,乳化液浓度的动配比和在线检测[J],机械管理开发,2006(1);
[4]张勇,矿用乳化液矢量自动配比装置研究 [D],泰安:山东科技大学,2005;。