第四章 典型零件加工
- 格式:ppt
- 大小:1.46 MB
- 文档页数:76
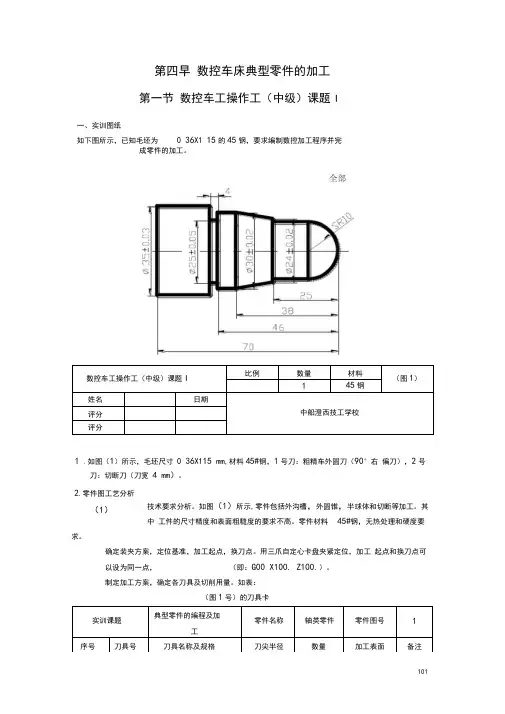
第四早数控车床典型零件的加工第一节数控车工操作工(中级)课题I一、实训图纸如下图所示,已知毛坯为0 36X1 15的45钢,要求编制数控加工程序并完成零件的加工。
数控车工操作工(中级)课题I比例数量材料(图1)1 45钢姓名日期中船澄西技工学校评分评分1 .如图(1)所示,毛坯尺寸0 36X115 mm,材料45#钢,1号刀:粗精车外圆刀(90°右偏刀),2号刀:切断刀(刀宽4 mm)。
技术要求分析。
如图(1)所示,零件包括外沟槽,外圆锥,半球体和切断等加工。
其中工件的尺寸精度和表面粗糙度的要求不高。
零件材料45#钢,无热处理和硬度要求。
确定装夹方案,定位基准,加工起点,换刀点。
用三爪自定心卡盘夹紧定位,加工起点和换刀点可以设为同一点,(即:G00 X100. Z100.)。
制定加工方案,确定各刀具及切削用量。
如表:(图1号)的刀具卡实训课题典型零件的编程及加工零件名称轴类零件零件图号 1 序号刀具号刀具名称及规格刀尖半径数量加工表面备注2.零件图工艺分析(1)(图1号)的工序和操作清单3.数值计算(1)设定程序原点,以工件前端面与轴线的交点为程序原点建立工件坐标系,当工件要调头车削时,也同样以前端面与轴线的交点为程序原点建立工件坐标系。
工件加工程序起始点和换刀点都设在(X100.,Z100.)位置点。
(2)暂不考虑刀具刀尖圆弧半径对工件轮廓的影响。
4.工件参考程序a)工件的参考程序。
表4-1 案例图(1)程序卡(供参考)工件的参考程序。
表4-2案例图(1)程序卡(供参考)N0420 M03N0430 T22换刀补号为02的02号刀N0440 G00 X38 Z-50N0450 G01 X25 F100切槽N0460 G00 X100N0470G00 Z100N0480M30程序结束第二节 数控车工操作工(中级)课题n一、实训图纸如下图所示,已知毛坯为0 40X 115的45钢,要求编制数控加工程序并完成零件的加工。
![典型零件的加工工艺与设计[共5篇]](https://uimg.taocdn.com/c3f65edd846a561252d380eb6294dd88d1d23d57.webp)
典型零件的加工工艺与设计[共5篇]第一篇:典型零件的加工工艺与设计一、重点1.轴类零件的选材原则及选材方法;2.加工工艺路线的制定和分析。
二、难点1.材料选择和工艺制定的综合与优化;三、分组每5人为一组;四、实验目的1.通过对典型轴类零件的测绘、设计,提高创新与设计能力及实际动手能力;2.通过对典型轴类零件的加工工艺路线的分析,提高学生对所学知识的综合运用能力。
五、实验设备和仪器1.阶梯轴。
2.量具:游标卡尺,外径千分尺。
3.绘图仪器。
六、实验内容及要求1.根据提供的阶梯轴类零件技术要求及毛坯尺寸,设计一轴类零件并绘制出零件草图且说明其用途和零件结构工艺性。
2.根据画出的零件图设计零件的加工工艺路线,并进行分析。
七、实验原理正确选材是机械设计的一项重要任务,它必须使选用的材料保证零件在使用过程中具有良好的工作能力,保证零件便于加工制造,同时保证零件的总成本尽可能低。
优异的使用性能、良好的加工工艺性和便宜的价格是机械零件选材的最基本原则。
机械设计不仅包括零件结构的设计,同时也包括所用材料和工艺的设计。
(一)材料的选择原则选材的基本原则是所选材料的使用性能应能满足零部件使用要求,经久耐用,易于加工,成本低,即从材料的使用性能、工艺性能和经济性三个方面进行考虑。
1、使用性能原则使用性能是保证零部件完成指定功能的必要条件。
使用性能是指零部件在工作过程中应具备的力学性能、物理性能和化学性能,它是选材的最主要依据。
对于机械零件,最重要的使用性能是力学性能,对零部件力学性能的要求,一般是在分析零部件的工作条件(温度、受力状态、环境介质等)和失效形式的基础上提出来的。
根据使用性能选材的步骤如下:① 分析零部件的工作条件,确定使用性能② 分析零部件的失效原因,确定主要使用性能③ 将对零部件的使用性能要求转化为对材料性能指标的要求④ 材料的预选2、工艺性能原则材料的工艺性能表示材料加工的难易程度。
任何零部件都要通过一定的加工工艺才能制造出来。