铝合金压铸缺陷原因分析(中英对照。含图片)
- 格式:doc
- 大小:2.76 MB
- 文档页数:14
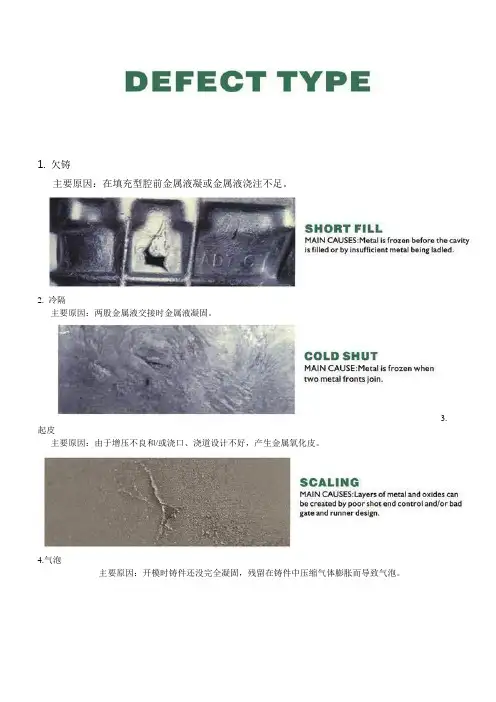
压铸缺陷(中英文)(1)SHORTFILL欠铸MAINCAUSE:Metalisfrozenbeforethecavityisfilledorbyinsufficientmetalbeingladled.主要原因:金属液在填充型腔前凝固或木勺舀取料不足。
1、Metalcancooldowntoomuchintheshotsleeve.金属在料管中冷却太快。
FIRSTSTAGEVELOCITYTOOLOW;2、Somepartofthediemaybetoocold.模具局部温度过低。
POORGATING&RUNNERDESIGN;(2)COLDSHUT冷隔MAINCAUSE:Metalisfrozenwhentwometalfrontsjoin.主要原因:当两股金属液对接熔合时金属液被冻结。
1、Metalmaybelosingtoomuchheatintherunnerandcavity.金属液的热量主要是在浇道和型腔中散失的。
(3)SCALING起皮MAINCAUSE:Layersofmetalandoxidescanbecreatedbypoorshotendcontroland/orbadgateandrunnerdesign.主要原因:压铸后期增压不足或浇口和流道的设计不当都会使铸件起皮。
1、(4)BLISTER气泡MAINCAUSE:Trappedgasesareinthecastingwhenthedieisopenedwhenthecastingisstillweak.Thisallowsthecompressedgastoexpendandcauseablister.主要原因:当铸件还没完全凝固,强度不足时就打开模具使得铸件中的气体留在铸件中。
这样铸件中的受压气体膨胀从而导致铸件产生气泡。
(5)FLASH飞料MAINCAUSE:Metalpressureistoohighupontheprojectedsurfacearea(facingtheplatens)ofthecastingattheendofcavityfill. Thiscreatesaforceacrossthepartinglinewhichistoogreatfortheclampingforceofthemachine.Thedieisthenforcedapartwhichallowsmetalescape.主要原因:金属液充满型腔而压铸压力仍高于预计压力范围(压力表显示),传递到模具分型面上的压力超过模具的合模力,金属液就从模具被迫分开的缝隙中逃逸出去。
(6)COLDFLAKES夹渣(铸点)MAINCAUSE:Metalisallowedtocooltoomuchintheshotsleeve.Thesolidparticlesaretheninjectedintothecavity.Theseflake sareoftenclearlyvisibleonthesurfaceofthecastingwiththenakedeye.主要原因:在射管中的金属液受冷却过多,从而使冷却下来的固体金属粒子被注射进入型腔。
这些小点就经常能明显地由目视看到出现在铸件的表面上。
(7)SHOTLUBESTAIN油痕MAINCAUSE:Thisdefectoccurswhentoomuchshot(tip)lubeisused.主要原因:这个情况的出现是由于使用了过多的润滑油的缘故。
(8)AIRPOROSITY气孔MAINCAUSE:Thisdefectiscausedbytrappedairinthecastingwhichcancomefromseveralsources.Itcanbecausedbypoorsho tendcontrol,poorventingandoverflowfunctionorbadgatingandrunnerdesign.主要原因:这情况是由残留在铸件中的气体造成的,它可能是压铸后期增压不足,排气不良和运行不当或者浇口和流道的设计不当所引起的。
(9)DRAGMARKS拉伤MAINCAUSE:Insufficientdraftoranundercutcausingacastingtobedamagedonthesurfacewhenitisejected.Thiseffectmayb ereducedbychangingthetemperatureatwhichthecastingisejected.Poorsurfacefinishofthediecanbeanothercause.主要原因:设计不足或者下陷部分引起铸件顶出时损坏。
这情况可以通过调整铸件顶出部位温度来减少出现。
模具表面粗糙度低可能是另外一个原因。
(10)HOTTEARING/CRACKING热裂MAINCAUSE:Thisdefectiscausedbymetalshrinkingduringsolidificationwhileundertension.Atthelastplacetosolidifyatearorcrackdevelopswhichcanbeseenatthesurface.主要原因:这缺陷是由于在压力下金属液凝固时产生收缩引起的,在末端凝固成一条肉眼看到的缝或裂纹。
(11)HOTSHORTNESS热脆性MAINCAUSE:Thecompositionofthealloycausesthemetaltobetooweakathightemperatures(aftersolidification).Thisthen cancausecracksinthesurfaceofthecastingtoappearinregionsofhighstresswhenthecastingiscooling(andcont racting).NOTE:Thisdefectcanoccurinconjunctionwithhotcracking.主要原因:合金成分在凝固后仍保持在高温之下会使金属变得脆弱。
当铸件冷却(收缩)后受高压的部位表面会产生裂缝。
注意:这缺陷能连同热裂一起出现。
(12)SINK凹陷MAINCAUSE:Asinkiscausedbyashrinkagecavitybeingnearthesurfaceofthecasting.Thiscausesthesurfaceofthecastingtocollapseintothecavityassolidificationoccurs.Sinksarecausedbethesamethingsasshrinkageporosityaswellasv erypoorthermalcontrolofthediebecausehotspotsarerequiredforsinkstoform.主要原因:凹陷是由铸件表面附近的收缩洞造成的,是在凝固时表面向收缩洞坍塌的。
凹陷跟收缩孔一样是由于模具热量控制上的不足引起的,因为模具局部过热导致凹陷形成。
(13)EXPLODEDMETAL胀裂MAINCAUSE:Acombinationofporosityandthecastingbeingejectedbeforeithassolidifiedcompletely.Thisallowsthetrappe dgasestoburstoutofthecastingalongwithanyunsolidifiedmetal.主要原因:一个多孔性的组合物和铸件在未完全凝固之前被顶出会使残留受压气体沿着不牢固的铸件部位胀裂。
(14)WARPAGE变形MAINCAUSE:Acastingcandeformafterejectionduringthetimeitiscoolingdowntoroomtemperature.Therootcausecanso metimesbethecastinggeometryorthealloyspecification.Warpingcanbeminimizedbyejectingatalowertemp erature.Unevendietemperatureisamajorcauseofthistypeofdefect.主要原因:铸件顶出后在冷却到室温的那段时间会产生变形。
根本原因有时可能是铸件的形状又或者是合金不符合规格。
在一个较低的温度下顶出可以减小变形。
模具温度不均匀是一个造成这种缺陷的主要原因之一。
(15)SOLDERING粘模MAINCAUSE:Chemicalattackandbondingofaluminiumtodiesteel.Thiscausesaluminiumtobetornawayfrom thecastingduringejectionsolderingcanbereducedbyachangeinalloyand/orareductionindie/metaltemperature.主要原因:铝合金粘在模具上。
这样会导致顶出时铝料的飞溅。
改变合金成分和/或降低模具/金属温度可以减少出现粘铝的情况。
(16)SHRINKAGEPOROSITY缩孔MAINCAUSES:Thisdefectiscausedbymetalreducingitsvolumeduringsolidificationandaninabilitytofeedshri nkagewithmoremetalbeforesolidification.Hotspotscanalsocauseshrinkageporositytobeconcentratedinaspecificzone.See‘sink’主要原因:这缺陷是由于铸件在凝固过程中因收缩并且得不到金属补偿液而造成的。
模具局部高温同样会引起一个特定的区域产生收缩孔,称“凹陷”。
(17)HEATCHECKING龟裂MAINCAUSES:Thisdefectiscausedbythesurfaceofthetoolsteelcontinuallyexpanding&contractingduringuse.Excessivelycolddies&dieflexingacceleratethiseffect.主要原因:这个缺陷是由于模具在使用过程中表面频繁的热胀冷缩造成的。
过分地冷模和模具疲劳会加速龟裂的产生。
(18)LEAKER泄漏MAINCAUSES:Causesofleaksincastingswherepressuretightnessisrequiredcanbeoxidefoldsand/orinclusion sand/orporosityinconjunctionwithasurfacedefectwhichcompletesthepathforaleak.Acloseanalysisofthele akingareamayrevealwhichofthemanycausesiscausingtheleak.主要原因:铸件产生泄漏的原因是要求紧密的地方可能出现了氧化物或有杂质或有孔导致表面缺点连成了一条可以泄漏的路径。