锡银铋无铅焊锡之润溼性评估与微结构分析
- 格式:doc
- 大小:29.50 KB
- 文档页数:2
无铅选择:锡/银/铜/铋系统锡/银/铜/铋的最佳化学成分,从SMT 制造的观点来看,是很有用的,特别是因为它提供较低的回流温度,这是需要的关键所在。
最佳化学成分在锡/银/铜/铋系统中的三个元素都会影响所得合金的熔点1,2。
目标是要减少所要求的回流温度;找出在这个四元系统中每个元素的最佳配剂,同时将机械性能维持在所希望的水平上,这是难以致信的复杂追求,也是科学上吸引人的地方。
以下是在实际配剂范围内一些有趣的发现(所有配剂都以重量百分比表示):熔化温度随着铜的增加而下降,在0.5%时达到最小。
超过0.5%的铜,熔化温度几乎保持不变。
类型地,当增加银时熔化温度下降,在大约3.0%时达到最小。
当银从3.0%增加到4.7%时合金熔化温度的减少可以忽略。
铋对进一步减少熔化温度起主要作用。
可是,可加入的铋的量是有限的,因为它对疲劳寿命和塑性有非常大的破坏作用。
适当的铋的量大约为3~3.5%。
美国专利5,520,752 透露了一种从锡/银/铋/铜所选的无铅合金:在重量上,大约86~97%的锡、大约0.3~4.5%的银、大约0~9.3%的铟、大约0~4.8%的铋和大约0~5%的铜。
3 在3.0~3.1%的铋和3.0~3.4%的银、0.5%的铜时,最有效地增加疲劳寿命。
再增加任何铜都不会影响疲劳寿命。
当铋保持在3~3.1%和铜在0.5~2%时,3.1%的银是达到最大疲劳寿命的最有效的配剂。
在系统化设计出来的化学成分之中,显示所希望性能的最好平衡,即,熔化温度、强度、塑性和疲劳寿命。
基本的特性与现象基于Sn/Ag 与Sn/Cu 的二元相图,银与锡之间的相互作用形成一种Ag3Sn 的金属间化合物,而铜与锡反应形成Cu6Sn5 的金属间化合物。
对锡/铋相互作用,预料铋原子作为替代原子进入晶格位置达1.0%;超过1.0%之后,铋原子作为独立的第二相沉淀出来。
铋的角色是非常“有力的”2。
人们认为,铋的沉淀- 强化机制通常遵循Mott 和Nabbaro 应力场理论1,2,因为所测得的合金强度与铋的沉淀体积分数成比例关系。
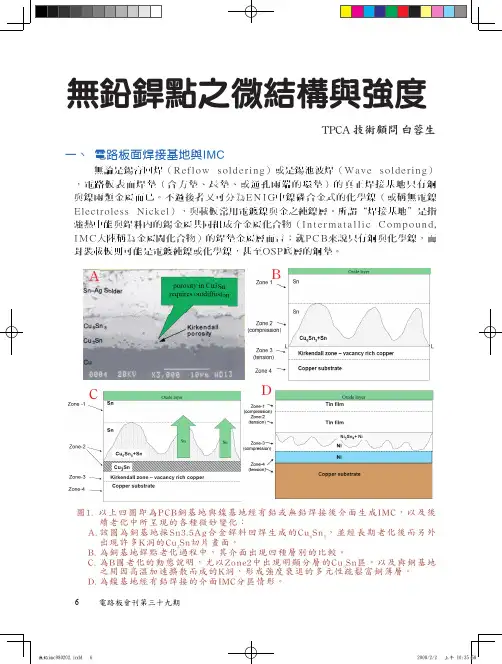
B銅基地與鎳基地經有鉛或無鉛焊接後介面生成I M C,以及後續老化中所呈現的各種微妙變化:g合金銲料回焊生成的C u6S n 5,並經長期老化後而另外B. 為銅基地銲點老化過程中,其介面出現四種層別的比較。
e2中出現明顯分層的C u3S n區。
以及與銅基地之間因高溫加速擴散而成的K洞,形成強度衰退的多元性疏鬆富銅薄層。
D. 為鎳基地經有鉛焊接的介面IMC分區情形。
A BC D很少會形成三相等比例均勻結構。
J圖2.科振,當共熔式(E錫上焊能分面(於面樣IMC如下圖所示。
J電路板會刊第三十九期兩基地分別都是鎳基地時底面是電鍍鎳與金,而組裝P C B的墊面則又是E N I G時,則所形成銲點的上下兩介C均生長在鎳面者,此刻S A C305銲料中的銅原子亦將分別奔往上下兩處鎳基C將更為不規則。
經由多量的分析結果可知其I 三類組成,並將其強度不佳的原因也說明如下;圖圖5.鎳基地無鉛SAC305焊接又經長期老化後,距鎳面較遠處將生成的(Cu,Ni),與距鎳面較近處卻另生成(N i,C u)3S n 4,兩者之間由於結合強度不足經常在老化中會出現大面性的崩裂脫離情形。
(取材自高振宏教授之論文)此三元相圖適用於鎳基地之S A C 305銲點,仔細說明介面不同落點處的各種組成。
後,並以括號刮之表示少量溶入的配角金屬。
m級奈米硬度量測所留下壓痕(I n d e n t a t i o n)的65首先以波焊而言,有鉛無鉛兩者I M C在切片畫面上就有所不同。
波焊有夏天的大颱風,一陣狂風暴雨幾小時之後又是艷陽高照。
當待焊的板子底面進入峰時,大量的熔錫與夾帶的強熱瞬間向上湧入通孔,一面打造介面I M C完焊接,一面又把介面I M C溶入液態銲錫的主體(B u l k)中,形成所謂的崩落脫離p a l l i n g)現象。
反觀回焊卻是大異其趣,不但錫膏銲料之總量有限而且熱量也是驟然湧至,而是逐漸升溫與拉長強熱時間,即使在體積頗大的B G A錫球,也較少見到SAC305波焊在通孔內那種Cu6Sn5大幅崩離的畫面。
摘要| Sn-Zn无铅焊料由于熔点接近Sn-Pb、价格低廉、无毒性、力学性能优良等特点,倍受人们的关注。
然而由于Zn的表面活性高,在钎焊过程中焊料容易氧化,导致了润湿性能下降。
本文综述合金元素对Sn-Zn无铅焊料氧化性能、润湿性的影响。
并对Sn-Zn焊料今后的研究方向进行了简要分析。
关键词| 无铅焊料;表面活性;抗氧化性;润湿性一、引言锡铅焊料是电子组装焊接中的主要焊接材料,以其优质的性能和低廉的成本,一直被人们所重视。
但众所周知,Pb及它的化合物是有毒物质,人类长期接触会给生活环境和安全带来较大的危害。
2006年7月1日欧盟全面实施RoHs指令,即《禁止在电子电气产品中使用某些有毒有害物质的法规》。
我国也在2007年3月1日实施《电子信息产品污染控制管理办法》,电子制造无铅化已成为不可逆转的潮流。
实现电子制造的全面无铅化,以减少环境污染,提升绿色制造竞争能力,以适应国内外市场对绿色电子产品的需求,是电子制造业今后势在必行的举措。
迫于环境和立法的压力,世界上许多国家都纷纷开始新型无铅焊料的研究和开发。
无铅钎料研究的关键技术是新合金系的各项性能如熔点、熔化温度范围、润湿性、力学性能(强度、韧性、抗蠕变性)、物理化学性能(导电性、抗氧化性、抗腐蚀性能)等应与传统的Sn-Pb 钎料相近,而且成本不能过高。
近10年来,国内外已经研究开发出多种无铅钎料合金,其成果主要集中在3个温度段上。
主要包括:高温的Sn-Ag、Sn-Cu、Sn-Sb三个合金系,其熔点在200℃以上,明显的高于传统的Sn-Pb共晶焊料的熔点。
中温的Sn-Zn 系,熔点在180℃~200℃之内,其熔点十分接近传统的Sn-Pb焊料,这是该合金系成为替代传统焊料的最大优势。
熔点在180℃以下的Sn-Bi、Sn-In系属于低温系焊料[注1]。
目前的研究主要是通过向其中添加微量合金元素如:Bi、Cu、RE、Al、In、Cr、Ga、P、S等来改善无铅焊料的熔点和物理机械性能等,开发出价格低廉、无毒性、性能可与Sn-Pb相媲美的新型无铅焊料。
第26卷 第10期2005年10月焊接学报TRANS ACTI O NS OF THE CH I N A W ELD I N G I N STI T UTI O NVol.26 No.10Oct ober 2005稀土元素Ce对锡银铜无铅钎料润湿性及钎缝力学性能的影响薛松柏1, 陈 燕2, 吕晓春2, 廖永平2(1.南京航空航天大学,南京 210016;2.哈尔滨焊接研究所,哈尔滨 150080)摘 要:采用ST A-5100型可焊性测试仪和STR-1000微焊点强度测试仪,对添加了稀土元素Ce的Sn-3.8Ag-0.7Cu无铅钎料的润湿性及钎缝的力学性能进行了研究。
试验结果表明,Ce的加入,可以改善钎料的润湿性,质量百分含量为0.03%~0.05%时效果最好,温度升高以及通入氮气均可以明显地提高Sn-3.8Ag-0.7Cu-Ce无铅钎料的润湿性;当Sn-3.8Ag-0.7Cu钎料中稀土元素Ce的质量百分含量为0.03%时,钎缝的力学性能最佳。
关键词:铈;无铅钎料;润湿性;力学性能中图分类号:TG454 文献标识码:A 文章编号:0253-360X(2005)10-01-04薛松柏0 序 言随着欧盟“W EEE”和“ROHS”两个指令的颁布实施,具有悠久历史的锡铅钎料钎焊技术,受到了前所未有的挑战,电子产品的无铅化制造已迫在眉睫[1]。
锡铅钎料即将退出历史舞台,无铅钎料正成为电子制造产业的宠儿[2]。
以松下电器为例[3], 2003年4月,松下电器产业集团所有的12000种产品已全部采用无铅焊锡,所采用无铅焊锡包括Sn-3Ag-0.5Cu(一般产品)、Sn-3.5Ag-0.5B i-3.8I n(P DP电视、笔记本电脑、车载音响)、Sn-0.5Cu(冰箱等大型家电产品),采用无铅钎料装配已成为电子产业的全球性潮流[4]。
据I PC(国际电子学会)2000年的报告指出,Sn -Ag-Cu合金因其具有润湿性较好、接头的可靠性较高、抗热疲劳等优点[5]将成为最有潜力的锡铅钎料替代品,以及评价其它无铅钎料合金的基准[6]。
Sn-B i-Sb 无铅焊料微观结构及性能王大勇,顾小龙(浙江省冶金研究院亚通焊材有限公司,浙江 杭州 310021)摘 要:研究了Sn-(1.3~1.5)B i-(0.4~0.6)Sb 无铅焊料的制备工艺和微观组织,并测试了钎料的相关物理、力学性能,阐述了焊料的力学性能与微观结构特征间的关系。
试验测试结果表明:该焊料具有较高的强度和塑性,具有良好的润湿铺展性和机械加工性能。
焊料微观结构由(Sn)、B (SbSn)第二相和(B i)所构成,其抗拉强度为55.4MPa ,延伸率为35.9%,扩展率为80.6%,熔点为226.9e ~234.4e 。
关键词:无铅焊料;制备工艺;微观组织;力学性能中图分类号:TN 604 文献标识码:A 文章编号:1001-3474(2010)01-0016-04M icrostructure and Properties of Sn -Bi -Sb Lead -free Sol derW ANG Da -yong ,GU X iao -long(Zhejiang A sia General Sol d ering&BrazingM aterial CO .,LTD of ZhejiangM etall u rgical R esearch Institute ,Hangzhou 310021,Chi n a)Abst ract :The research explores the m anu fact u ring process ,m icrostructures ,m echan ica l and physica l properties of Sn-(1.3~1.5)B i-(0.4~0.6)Sb so lder ,and ana l y ses the re lation bet w een m echan ica l properties and m icrostructures of the so l d er .The results sho w s that the so lder has h i g h strength and duc-ti b ility ,good w ettab ility and m anufacturi n g property .Its m icrostructure consists o f(Sn),B (SbSn)and (B i).And the so l d er has the tensile streng t h of 55.4M pa ,the elongation o f 35.9%,the spread rate o f 80.6%,and the m elti n g po i n t o f 226.9e ~234.4e .K ey w ords :Lead-free so l d er ;Process ;M icrostructure ;M echan ical pr opertiesDocu m ent Code :A A rticle ID :1001-3474(2010)01-0016-04铅对人类身体健康和生态系统的危害均较大,正是由于铅的危害性,人们越来越关注铅的污染问题,提出重视环保,提倡绿色制造,这已是电子行业的大势所趋[1,2]。
低温免清洗无铅焊膏用活化剂的优化余文春;姜艳;李必跃;鲁云霞【摘要】锡铋合金是一种比较理想的低温无铅焊料,但是铋的氧化会使焊料润湿性变差,严重阻碍其应用.活化剂能除去焊料表面氧化物,提高焊料的润湿性.以锡铋焊料的铺展性能和焊点形貌作为评价的主要指标,通过焊接实验研究活化剂用量、活化剂配比对锡铋焊料助焊剂的物理性能及锡铋焊料铺展性能的影响.结果表明:活化剂质量分数为25%,活化剂柠檬酸、水杨酸、丁二酸的质量之比为2∶3∶4时,助焊剂不挥发物含量低于5%,稳定性好,不粘性合格;且得到的焊膏焊点外观规则,光亮饱满,焊接头光滑,焊料铺展率达到79.6%.【期刊名称】《电焊机》【年(卷),期】2015(045)007【总页数】5页(P23-27)【关键词】免清洗;活化剂;铺展率【作者】余文春;姜艳;李必跃;鲁云霞【作者单位】红河学院理学院,云南蒙自661100;红河学院理学院,云南蒙自661100;红河学院理学院,云南蒙自661100;红河学院理学院,云南蒙自661100【正文语种】中文【中图分类】TG42随着电子元器件不断向短小化、轻薄化发展,目前无铅焊锡产品所设定的工作温度早已高出其所能承受的范围,对产品会造成一定的危险[1-2];另一方面,随着现代电子工业的绿色化发展,免清洗助焊剂的用量越来越大,人们对其质量要求也越来越高[3];因此低温免清洗助焊剂的开发刻不容缓。
由于锡铋焊料在160℃就可以进行组装,在低温组装场合成为主要的低温焊料[4];但是铋易氧化,在焊接过程中会降低焊料的润湿性[5]。
助焊剂中活化剂的作用是在钎焊温度下去除焊盘和钎料表面的氧化物,从而提高钎料和焊盘之间的润湿性,并且在再流焊时能防止氧化,直至形成焊点[6]。
活化剂的选择主要有三种方式:一种是通过加热质量实验分析法;二是通过不同有机酸的复配;三是通过有机酸和有机胺的复配[7]。
本研究利用加热质量实验分析法优选出分解温度不同的活化剂,将优选出的活化剂进行优化,探讨活化剂对助焊剂物理性能及锡铋焊料铺展性能的影响,确定助焊剂中活化剂的最佳用量和配比,以显著改善锡铋焊料的润湿性。

Sn-Bi系列低温无铅焊料及其发展趋势摘要:对国内外无铅焊料的发展情况进行了综述,总结了微电子行业的高、中、低温无铅焊料的应用技术领域,详细介绍了Sn-Bi系低温无铅焊料的发展及其物理化学性能,并从市场的角度分析了该系无铅焊料的发展趋势及市场前景。
关键词:无铅焊料;低温焊料;锡-铋合金;发展趋势Low Temperature Lead-free Solder and Its Developing TendencyXu-jun, Hu-qiang, He hui-jun, Zhang fu-wen(Beijing COMPO Solder Co., Ltd.;General Research Institute for Non-ferrous Metals)Abstract: This paper reviews the development of lead-free solder, and also summarized several main lead-free solders and their applying field. It introduces some low temperature solders and analyzes the physical & chemical property of Sn-Bi system solder in particularly. Further more, the developing requirement and tendency of Sn-Bi system low melting pointPb-free solder is analyzed from the market point.Keywords: Lead-free solder;low temperature solder;Sn-Bi alloy;Development tendency0 前言锡铅焊料历史悠久,但随着对铅毒性的认知和电子工业发展对焊点的高要求,无铅焊料已逐渐取代了传统锡铅焊料。
錫銀鉍無鉛銲錫之潤溼性評估與微結構分析
在本研究中,自行熔煉三元錫銀鉍之銲錫,而其中添加於共晶錫銀成份的鉍元素主要的作用在於促進銲錫的潤溼性以及降低合金的熔點。
自製銲錫的基本物理性質, 如: 熔點、熱膨脹係數、密度等均為量測分析之重點。
而潤溼性部份的評估則藉由兩種不同的實驗方式來量測,一為wetting balance 方法;另一則為直接量測sessile drop 的接觸角。
在三元銲錫的微觀結構中發現,其非為單一相,而是由富錫相、富鉍相以及富銀相所組成的。
此外,從DSC的分析結果得知,經由添加~5wt%鉍可使二元錫銀的熔點從221°C降低至215°C。
利用Pendant Drop 的方式量取液態銲錫的表面張力,結果顯示當鉍含量從 0 wt%增加至5.5 wt%(亦即銀含量減少),銲錫的表面張力值592 減低至530 dynes/cm。
這應該由於在錫、銀、鉍中,鉍元素的表面張力最低而銀元素的表面張力則最高,所以鉍會降低銲錫之表面張力,反之,銀則會提高表面張力。
在Sn-Ag/PtAg/Al2O3及 Sn-Ag/Cu/Al2O3系統中,量得之接觸角約為70°, 而在Sn-Ag-5.5Bi/PtAg/Al2O3及Sn-Ag-5.5Bi/Cu/Al2O3系統中,其接觸角則分別減小至40°及60°。
實驗結果顯示,隨著鉍含量增加(0~5.5wt%),接觸角會隨之減小。
溫度對於潤溼性的影響也在本研究中加以討論。
以共晶錫鉍系統而言,當溫度由179°C升高至240°C時,SnBi/ Cu/Al2O3與 SnBi/PtAg/Al2O3系統之接觸角從130°降低至60°~40°。
由於在溫度升高時,銲錫的流動性也提高,銲錫可較自由的流動,接觸角會因此而降低。
此外,溫度通常也具有降低表面張力的效果,此亦為增進潤溼性的原因之一。
在本研究中,除了利用wetting balance作接觸角的量測之外,還使用了另一台可直接量測sessile drop 接觸角之儀器。
配合較錫/基板間接觸角量測之
進行,並改善其實驗環境,乃加裝鹵素燈管以為輔助熱源。
另一方面,為了量得可信度高之接觸角,尋求最佳之實驗參數,經由多次的實驗及校正,得到以下之結果:在量測接觸角時,以Sn-Bi銲錫而言,量測溫度宜高於其熔點80°C以上;而對Sn-Pb 銲錫而言,則須高於其熔點50°C以上。