无缝线路铺设施工(高速铁路轨道施工维护课件)
- 格式:pptx
- 大小:4.51 MB
- 文档页数:82

浅谈京沪高速铁路无缝线路轨道铺设施工
摘要 本文结合京沪高速铁路1标无缝线路轨道铺设施工实践,就高速铁路无缝线路轨道铺设施工的关键工序和技术控制进行了简要阐述。
关键词 高速铁路;无缝线路铺设;技术控制
中图分类号 u213.91 文献标识码 a 文章编号 1673-9671-(2013)012-0026-02
中铁十九局集团六公司所属客专铺架一公司承建的京沪高速铁路jhtj-1标段正线共有270多公里无缝线路需要铺设。无缝线路平顺性和稳定性好,使用寿命长,耐久性好,维修工作少,但对铺设工艺要求也较高。现重点介绍无缝线路铺设的关键工序和技术控制。
1 铺轨作业
1)将钢轨运输列车与分轨推送车、过渡顺破车联挂,连同小车推送到位打上4~6个止轮器。松开钢轨锁定车上要拖拉的长钢轨锁紧装置。
2)抽调首车上与要拖拉钢轨相对应的安全挡铁,将分轨装置横向调证到与要拖拉钢轨相对应的位置、同时将分轨装置上的侧向滚轮拉开最大位置。
3)调节分轨推送车和过渡顺破车上升降滚筒到合适高度,如拖拉上层钢轨,从运输车方向过来的滚筒高度应逐渐降低,使钢轨能平顺降低进入分轨装置。 4)将卷扬装置上的钢丝绳穿过引导车推送装置和分轨导框后,夹持已松开待铺的一对长钢轨的前端,打紧斜楔挡。
5)铺轨顺序:为防止所拖拉钢轨与未被拖拉钢轨檫挂与方便拆除锁轨装置,铺轨顺序为先上后下,每层钢轨具体铺设顺序为(从左到右共编1至12号钢轨):第一次:3号与10号;第二次:4号与9号;第三次:5号与8号;第四次:6号与6号;第五次:2号与11号;第六次: 1号与12号
6)启动卷扬机,将长钢轨从枕轨运输车组上拖出,并通过分轨装置向车体两侧分出,待钢轨通过导框后,调证分轨导框的位置,使钢轨内宽为1435mm。
7)钢轨顺利通过推送机构前面至卷扬装置下方,取掉斜楔,松开夹钳。推送装置夹紧油缸动作,使上下滚轮紧钢轨。马达驱动上层主动滚轮推送钢轨,直至钢轨通过3个滚轮小车到达引导车的钢轨夹钳处。

浅谈京沪高速铁路无缝线路轨道铺设施工
摘要 本文结合京沪高速铁路1标无缝线路轨道铺设施工实践,就高速铁路无缝线路轨道铺设施工的关键工序和技术控制进行了简要阐述。
关键词 高速铁路;无缝线路铺设;技术控制
中铁十九局集团六公司所属客专铺架一公司承建的京沪高速铁路JHTJ-1标段正线共有270多公里无缝线路需要铺设。无缝线路平顺性和稳定性好,使用寿命长,耐久性好,维修工作少,但对铺设工艺要求也较高。现重点介绍无缝线路铺设的关键工序和技术控制。
1 铺轨作业
1)将钢轨运输列车与分轨推送车、过渡顺破车联挂,连同小车推送到位打上4~6个止轮器。松开钢轨锁定车上要拖拉的长钢轨锁紧装置。
2)抽调首车上与要拖拉钢轨相对应的安全挡铁,将分轨装置横向调证到与要拖拉钢轨相对应的位置、同时将分轨装置上的侧向滚轮拉开最大位置。
3)调节分轨推送车和过渡顺破车上升降滚筒到合适高度,如拖拉上层钢轨,从运输车方向过来的滚筒高度应逐渐降低,使钢轨能平顺降低进入分轨装置。
4)将卷扬装置上的钢丝绳穿过引导车推送装置和分轨导框后,夹持已松开待铺的一对长钢轨的前端,打紧斜楔挡。
5)铺轨顺序:为防止所拖拉钢轨与未被拖拉钢轨檫挂与方便拆除锁轨装置,铺轨顺序为先上后下,每层钢轨具体铺设顺序为(从左到右共编1至12号钢轨):第一次:3号与10号;第二次:4号与9号;第三次:5号与8号;第四次:6号与6号;第五次:2号与11号;第六次: 1号与12号
6)启动卷扬机,将长钢轨从枕轨运输车组上拖出,并通过分轨装置向车体两侧分出,待钢轨通过导框后,调证分轨导框的位置,使钢轨内宽为1435mm。
7)钢轨顺利通过推送机构前面至卷扬装置下方,取掉斜楔,松开夹钳。推送装置夹紧油缸动作,使上下滚轮紧钢轨。马达驱动上层主动滚轮推送钢轨,直至钢轨通过3个滚轮小车到达引导车的钢轨夹钳处。
8)打入楔铁、将钢轨头楔紧在长钢轨引导车上的夹钳,同时推送装置夹紧油缸动作,使上下滚轮松开钢轨。
-
-
. 优选- 第五节 无缝线路
一、无缝线路特点
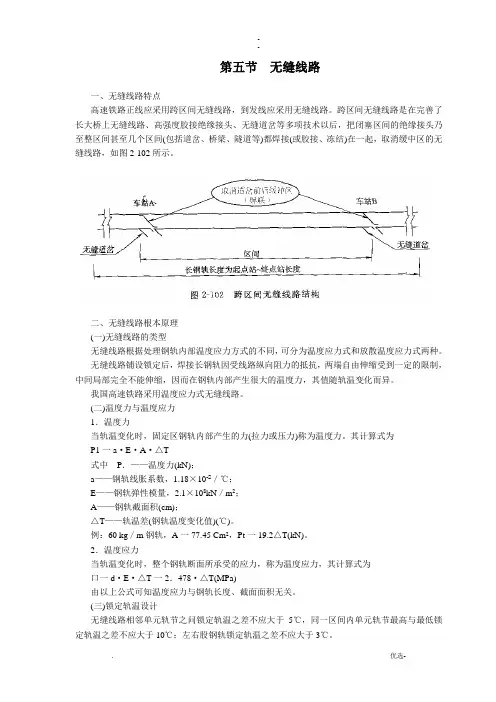
高速铁路正线应采用跨区间无缝线路,到发线应采用无缝线路。跨区间无缝线路是在完善了长大桥上无缝线路、高强度胶接绝缘接头、无缝道岔等多项技术以后,把闭塞区间的绝缘接头乃至整区间甚至几个区间(包括道岔、桥梁、隧道等)都焊接(或胶接、冻结)在一起,取消缓中区的无缝线路,如图2-102所示。
二、无缝线路根本原理
(一)无缝线路的类型
无缝线路根据处理钢轨内部温度应力方式的不同,可分为温度应力式和放散温度应力式两种。
无缝线路铺设锁定后,焊接长钢轨因受线路纵向阻力的抵抗,两端自由伸缩受到一定的限制,中间局部完全不能伸缩,因而在钢轨内部产生很大的温度力,其值随轨温变化而异。
我国高速铁路采用温度应力式无缝线路。
(二)温度力与温度应力
1.温度力
当轨温变化时,固定区钢轨内部产生的力(拉力或压力)称为温度力。其计算式为
P1一a·E·A·△T
式中 P.——温度力(kN);
a——钢轨线胀系数,1.18×10-S/℃;
E——钢轨弹性模量,2.1×108kN/m2;
A——钢轨截面积(cm);
△T——轨温差(钢轨温度变化值)(℃)。
例:60 kg/m钢轨,A一77.45 Cm2,Pt一19.2△T(kN)。
2.温度应力
当轨温变化时,整个钢轨断面所承受的应力,称为温度应力,其计算式为
口一d·E·△T一2.478·△T(MPa)
由以上公式可知温度应力与钢轨长度、截面面积无关。
(三)锁定轨温设计
无缝线路相邻单元轨节之问锁定轨温之差不应大于5℃,同一区间内单元轨节最高与最低锁定轨温之差不应大于10℃;左右股钢轨锁定轨温之差不应大于3℃。 -

1 无砟轨道铺设无缝线路施工工法
1.前言
客运专线无砟轨道铺设无缝线路是客运专线施工的最后一道工序,是客运专线联调联试乃至最后安全运营成败的关键。
近年来,随着铁路无砟轨道的高速发展,新工艺、新技术、新材料的应用使铁路建设形式趋于多样化,施工工艺趋于简单化、机械化,安全操作性强。中铁三局线桥分公司在新建铁路武汉至广州客运专线新韶关站工程施工中,大胆创新,运用“推送法”,突破既有线换铺无缝线路障碍,摒弃有砟轨道铺设无缝线路的约束,对其工艺进行科学地改进,经过在工程施工中的成功的实践,取得了良好的效果。达到国内领先水平,为今后无砟轨道铺设无缝线路积累了经验,在施工中具备推广应用价值,特编写此工法。
2.工法特点
2.1施工简便,安全操作性强。
2.2“推送法”一次铺设新建铁路无缝线路,机械施工效率提高,人工利用率降低,提高施工工效,缩短施工时间。
2.3保证无砟轨道的高稳定性、连续性和平顺性。
3.适用范围
适应于新建铁路无砟轨道铺设无缝线路。
4.工艺原理
4.1建设铺设无砟轨道无缝线路的铺轨基地,铺轨基地连接既有线与新建铁路线路,铺轨基地内建设有装卸、存储500m长轨条的主要工程生产线及配套设施,利用组装长轨运输车进行工程材料(厂焊500m长轨条)装卸、存储及运输。
4.2组装长轨运输车运输500m长轨条进入施工现场,利用专用无砟轨道长钢轨铺设机组,采用“推送法”一次性铺设新建铁路无缝线路。
4.3采用K922焊轨机对已铺设的长轨条进行焊接。 2 现场铺设长钢轨 铺轨基地接受长钢轨 施工机械进场 建设施工便线
长钢轨装车、运输
K922焊机焊接长钢轨
放散、锁定长钢轨 建设铺轨基地 长钢轨装卸线建设
线路精调 4.4采用“滚筒法”或“拉伸器滚筒法”两种方法对单元轨节进行放散锁定。
4.5对铺设好的轨道进行精调,达到联调联试验收标准。
5.施工工艺流程、施工方法及操作控制要点
5.1施工工艺流程