压力容器生产工艺流程框图
- 格式:ppt
- 大小:2.76 MB
- 文档页数:23

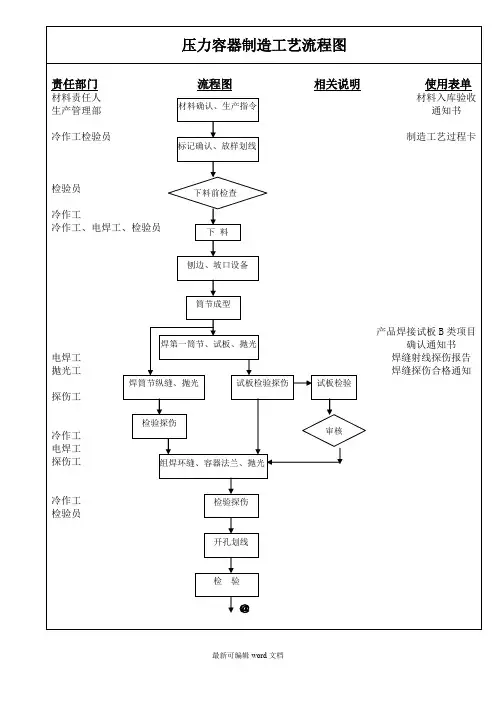

压力容器制造工艺流程图工艺流程:采购原材料——>检验——>下料——>制作成型——>组对、焊接——>耐压试验——>喷漆——>检验——>入库一、选材及下料(一)容器设备的选材原理1.具有足够的强度,塑性,韧性和稳定性。
2.具有良好的冷热加工性和焊接性能。
3.在有腐蚀性介质的设备必须有良好的耐蚀性和抗氢性。
4.在高温状态使用的设备要有良好的热稳定性。
5.在低温状态下使用的设备要考虑有良好的韧性。
(二)设备容器材料的种类1.碳钢,低合金钢2.不锈钢3.特殊材料:①复合材料(16MnR+316L)②刚镍合金③超级双向不锈钢④哈氏合金(NiMo:78% 20%合金)(三)常用材料常用复合材料:16MnR+0Gr18Ni9A:按形状分:钢板、棒料、管状、铸件、锻件B:按成分分:碳素钢:20号钢20R Q235低合金钢:16MnR、16MnDR、09MnNiDR、15CrMoR、16Mn锻件、20MnMo锻件高合金钢:0Cr13、0Cr18Ni9、0Cr18Ni10Ti尿素级材料:X2CrNiMo18.143mol(尿素合成塔中使用,有较高耐腐蚀性)二、下料工具与下料要求(一)下料工具及试用范围:1、气割:碳钢2、等离子切割:合金钢、不锈钢3、剪扳机:&≤8㎜L≤2500㎜切边为直边4、锯管机:接管5、滚板机:三辊(二)椭圆度要求:内压容器:椭圆度≤1%D;且≤25㎜换热器:DN≤1200㎜椭圆度≤0.5%DN且≤5㎜DN﹥1200㎜椭圆度≤0.5%DN且≤7㎜塔器:DN(500,1000)(1000,2000)(2000,4000)(4000,+∞)椭圆度±5㎜±10㎜±15㎜±20㎜多层包扎内筒:椭圆度≤0.5%D,且≤6㎜(三)错边量要求:见下表(四)直线度要求:一般容器:L≤30000 ㎜直线度≤L/1000㎜L﹥30000㎜直线度按塔器塔器:L≤15000 ㎜直线度≤L/1000㎜L﹥15000㎜直线度≤0.5L/1000 +8㎜换热器:L≤6000㎜直线度≤L/1000且≤4.5㎜L﹥6000㎜直线度≤L/1000且≤8㎜三、焊接(一)焊前准备与焊接环境1、焊条、焊剂及其他焊接材料的贮存库应保持干燥,相对湿度不得大于60%。

压力容器(压力管道)武计机构旅程图及组
织机构模板
压力容器(压力管道)设计工作流程图 (2)
压力容器(压力管道)设计组织机构图 (3)
压力容器〈压力管道〉设计质量保证体系组织结构图 (4)
设计许可
设计条件审查
->施I:图设计V
审核
设计
设计文件汇总、发
放、归档
1、压力容器 (压力管道)设计工作流程I
方案设计
校核 质量
评定
标准化审查 设计修改
设计
修改、
材料汇
总 设计输出
新产品开发 用户委托设
计
设计输入
设计任务书
新产品开发 方案设计
脚独福国调
脚鞘两悔(聘卿)韩
阊7
3、压力容器〈压力管道〉设计质量保证体系组织结构|
图3压力容器<压力管道〉设计质量保证体系组织结构
图。