百万吨甲醇三塔精馏的自动化控制
- 格式:pdf
- 大小:248.69 KB
- 文档页数:3
试析甲醇三塔精馏质量控制优化王强发布时间:2021-09-14T07:03:20.512Z 来源:《防护工程》2021年17期作者:王强[导读] 本文以甲醇三塔精馏质量的影响因素和其工艺流程为基础,对其质量控制的优化措施进行分析,以促进甲醇精馏的产量和质量,降低其生产成本,提升企业经济利润。
王强陕西黄陵煤化工有限责任公司陕西黄陵 727307摘要:本文以甲醇三塔精馏质量的影响因素和其工艺流程为基础,对其质量控制的优化措施进行分析,以促进甲醇精馏的产量和质量,降低其生产成本,提升企业经济利润。
关键词:甲醇;三塔精馏;质量控制;优化措施Abstract:Based on the factors affecting the quality of methanol three-column distillation and its process flow,this paper analyzes the optimization measures of its quality control to promote the output and quality of methanol distillation,reduce its production cost,and increase the economic profit of the enterprise.Keywords:methanol;three-column distillation;quality control;optimization measures甲醇属于一种重要的有机材料,目前在世界范围年内,其生产规模排行第三,有着优质的性能,可用作车用燃料。
在甲醇精馏过程中,其需要消耗大量的水资源,而对其精馏工艺的优化可有效减少水资源的使用。
目前三塔精馏的方式是精馏甲醇的主要方式,在降低甲醇生产成本、保障与优化其精馏工艺的实施基础上,可全面提升甲醇的生产能力和产品质量,以此来减少精馏过程中的能源消耗,对于未来甲醇的生产和使用有着重要的推动作用。
128 |常压塔回流槽。
在常压塔下部设有侧线采出口,所采次甲醇溶液经次甲醇冷却器冷却后,进入次甲醇贮槽,经次甲醇泵送入罐区。
常压塔回流槽内的甲醇液,经常压塔回流泵加压。
一部分送至常压塔顶作为回流,一部分经精甲醇冷却器作为采出送罐区。
回流槽中气相送至排放槽洗涤后放空,洗涤下来的甲醇水去地下槽。
常压塔塔底废水通过残液泵经残液冷却器送至生化处理。
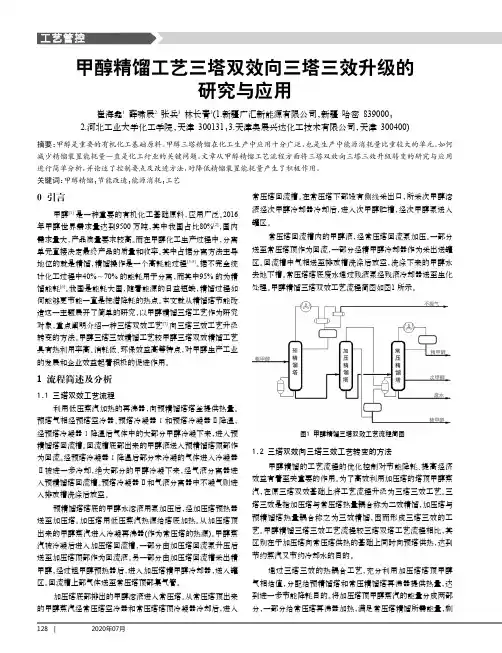
甲醇精馏三塔双效工艺流程简图如图1所示。
图1 甲醇精馏三塔双效工艺流程简图1.2 三塔双效向三塔三效工艺转变的方法甲醇精馏的工艺流程的优化控制对节能降耗、提高经济效益有着至关重要的作用。
为了高效利用加压塔的塔顶甲醇蒸汽,在原三塔双效基础上将工艺流程升级为三塔三效工艺。
三塔三效是指加压塔与常压塔热量耦合称为二效精馏,加压塔与预精馏塔热量耦合称之为三效精馏,因而形成三塔三效的工艺。
甲醇精馏三塔三效工艺流程较三塔双塔工艺流程相比,其区别在于加压塔向常压塔供热的基础上同时向预塔供热,达到节约蒸汽又节约冷却水的目的。
通过三塔三效的热耦合工艺,充分利用加压塔塔顶甲醇气相焓值,分配给预精馏塔和常压精馏塔再沸器提供热量,达到进一步节能降耗目的。
将加压塔顶甲醇蒸汽的能量分成两部分,一部分给常压塔再沸器加热,满足常压塔精馏所需能量,剩0 引言甲醇[1]是一种重要的有机化工基础原料,应用广泛。
2016年甲醇世界需求量达到9500万吨,其中我国占比80%[2],国内需求量大,产品质量要求较高。
而在甲醇化工生产过程中,分离单元直接决定最终产品的质量和收率。
其中占据分离方法主导地位的就是精馏,精馏操作是一个高耗能过程[3-5]。
据不完全统计化工过程中40%~70%的能耗用于分离,而其中95%的为精馏能耗[6]。
我国是能耗大国,随着能源的日益短缺,精馏过程如何能够更节能一直是挖潜降耗的热点。
本文就从精馏塔节能改造这一主题展开了简单的研究,以甲醇精馏三塔工艺作为研究对象,重点阐明介绍一种三塔双效工艺[7]向三塔三效工艺升级转变的方法。

甲醇精馏装置中先进控制的应用研究先进控制系统的成功实施有效克服了甲醇精馏生产过程中因管网蒸汽波动较大,塔釜热源关联性强等控制难题,提高了装置的自动化水平,降低了重点工艺参数的波动;同时解放了操作人员,降低了劳动强度,为岗位融合创造条件。
标签:甲醇精馏装置;先进控制;应用1先进控制系统的特点经过对先进控制实践应用的交流,万华化学(宁波)有限公司(以下简称万华化学)选用应用较为广泛的模型预测控制系统,其使用的PA VILION8控制软件系统是集合经验模型和机理模型的复合模型平台,该系统具有以下几方面的特点和内容。
(1)多變量、非线性优化控制算法的模型预测。
以预测模型、滚动优化和反馈校正3项基本原理为基础,其预测模型为对象的动态信息阶跃,经过一定的时域在单位阶跃控制作用产生阶跃响应的稳定值之间的算法;其滚动优化即通过对跟踪误差和控制量变化进行抑制,计算出优化后的控制增量作用于实际控制对象,到下一时刻,系统再次执行计算优化以作用于对象,如此反复在线进行实现滚动优化;其反馈校正即是下一时刻输入时,首先检查本时刻的计算输出和实际输出的误差,采用时间序列方法将预测误差修正到下一时刻的初始输入值,如此形成系统实际基础上的闭环控制算法[2]。
(2)系统由数据接口、数据服务器、控制器客户端和图形界面客户端4大部分组成:①数据接口负责完成底层控制系统和数据服务器之间的通讯工作,将软件应用中需处理的读入/写出数据通过各种驱动程序翻译成底层控制系统认可的方式;②数据服务器完成数据接口服务器与控制器客户端,及与图形界面客户端之间过程变量和参数的通信、缓存和传送功能,是控制系统与DCS之间的数据连接桥梁;③控制器客户端运行动态模型和控制器/优化器功能,其定义了被控变量(CV)、操纵变量(MV)和干扰变量(DV),通过有效的实时优化策略计算出操作变量的设定值和被控变量的预测值,使被控变量尽可能地接近目标值或者保持在约束条件内,以实时优化控制生产过程,称为主服务器;④图形界面客户端提供监控画面,可以管理应用程序,可让操作员或工程师设置控制参数等日常操作和维护,只与数据服务器通讯,可视化的界面更便于识别机遇,降低成本,提高决策的及时性和准确性。
甲醇精馏系统高负荷下的操作控制要点摘要:新能凤凰(滕州)能源有限公司(简称新能凤凰)有2套360kt/a甲醇装置,其工艺路线为:四喷嘴对置式水煤浆加压气化炉生产的水煤气,经变换、低温甲醇洗后进入甲醇合成系统;甲醇合成系统、甲醇精馏系统各为2套,2套系统并联运行;2套甲醇合成系统产出的粗甲醇分别进入2套甲醇精馏系统(简称精馏Ⅰ系统、精馏Ⅱ系统)进行精馏,甲醇精馏系统采用节能型三塔精馏工艺,精馏后得到的合格产品送罐区贮槽(对外销售)。
正常生产中,2套甲醇精馏系统分别与2套甲醇合成系统相对应,也可以相互切换,即一期甲醇合成系统和二期甲醇合成系统的粗甲醇可以互送。
关键词:甲醇精馏系统;高负荷下;操作控制要点一、甲醇精馏系统运行概况新能凤凰2套甲醇精馏系统年运行时间设计为8000h,目前单套甲醇精馏系统产能为500kt/a,双套系统为1000kt/a(2015年为提升市场竞争力、增加企业经济效益,对系统进行过技术改造)。
精馏Ⅰ系统于2009年12月开车,精馏Ⅱ系统于2011年10月顺利投产。
2套甲醇精馏系统投运以来,运行平稳,出售的精甲醇产品均为优等品;甲醇精馏系统平时均连续运行,遇到设备问题或其他问题时只作短停处理,自运行以来没有出现过因甲醇精馏系统自身的原因而导致前系统降负荷。
当甲醇精馏系统自身出现设备问题或其他问题时,粗甲醇一部分进入粗甲醇槽,一部分由另一套甲醇精馏系统予以消化(提高其进料量),在生产系统满负荷运行而只有1套甲醇精馏系统运行的情况下,一期或二期粗甲醇槽可以接受粗甲醇的时间为24~36h。
二、甲醇精馏系统高负荷下的操作控制要点1、预塔的操作控制要点(1)在高负荷情况下,预塔首先要保证塔底的温度(塔顶压力30~32kPa工况下保证塔底温度不低于76℃),塔底温度低会使轻组分被带入加压塔,导致精甲醇酸度值高以及预后甲醇水含量达16%~18%。
(2)预塔加入的萃取水(脱盐水)量不应过大,如果加入萃取水量过大,会导致主精馏塔负荷增大,水和甲醇在从加压塔和常压塔进料口向塔釜下移的过程中增大塔的负荷;而且,萃取水量过大也是导致加压塔和常压塔发生液悬的重要原因。
粗甲醇三塔精馏操作控制及其优势分析吕利霞(内蒙古化工职业学院,内蒙古呼和浩特 010070) 摘 要:精馏是使液体混合物得到高纯度分离的方法,在化工、医药、炼油轻工、食品、冶金等部门等领域得到了广泛的应用。
如石油化工中原油的精馏,酿酒行业中酒精的精馏,甲醇工业中粗甲醇的精制等。
关键词:粗甲醇精馏;操作控制;优势分析 中图分类号:T Q223.12+1 文献标识码:A 文章编号:1006—7981(2012)23—0009—02 精馏是一种使液体混合物得到高纯度分离的蒸馏方法,在化工、医药、炼油轻工、食品、冶金等部门等领域得到了广泛的应用。
如石油化工中原油的精馏,酿酒行业中酒精的精馏,甲醇工业中粗甲醇的精制等。
精馏是同时进行传热和传质的过程,为实现精馏过程,需要为该过程提供物料的贮存、输送、传热、分离、控制等设备和仪表。
精馏之所以能使液体混合物得到较完全的分离,关键在于回流的应用。
回流包括塔顶高浓度易挥发组分液体和塔底高浓度难挥发组分蒸汽两者返回塔中。
气液回流形成了逆流接触的气液两相,从而在塔的两端分别得到相当纯净的单组分产品。
塔顶回流入塔的液体量与塔顶产品量之比,称为回流比,它是精馏操作的一个重要控制参数,它的变化影响精馏操作的分离效果和能耗。
目前常见的低压合成甲醇系统是以德士古水煤浆加压气化技术生产的水煤气(压力为2.75MPa,温度为198℃)为原料,经净化冷凝法中温耐硫部分变换、中温有机硫水解、脱硫、部分脱碳、精脱硫等流程,制得总硫体积分数<0.1×10-6和(H2-CO2)/ (CO+CO2)摩尔比为2.05~2.15的合格新鲜气。
新鲜气经过联合压缩机压缩段加压至5.3M Pa,与联合压缩机循环段的循环气混合,经入塔预热器加热后进入甲醇合成塔。
由于在合成甲醇的同时伴随有许多副反应,从而生成许多副产物。
由于这些副产物的存在,使甲醇纯度下降,影响其质量。
因此出合成塔的甲醇气经冷却、分离后,制得粗甲醇送往精馏系统得到符合质量要求的精甲醇。
煤制甲醇项目中自动控制系统的应用-控制系统论文-工程论文——文章均为WORD文档,下载后可直接编辑使用亦可打印——摘要:随着相关生产技术的革新和发展,煤制甲醇已经成为甲醇最主要并且最为经济环保的生产途径,使用煤来代替石油作为生产原料来进行甲醇的生产,是化学工业技术和行业发展以及国家有关能源安全的必然要求。
以同煤广发公司的SHELL气化技术为例,主要对煤制甲醇项目中的自动控制系统的应用进行深入剖析,并对其工艺进行简略的介绍,以便为煤制甲醇产业带来现实参考。
关键词:自动控制系统;煤制甲醇;工艺;自动控制引言甲醇作为目前化学工业行业中最为广泛运用的原料以及化工产品,是一种十分重要的清洁能源。
同时,随着全球各地对石油等资源的大量消耗,寻找可以代替石油的新型燃料就成为十分迫切的事情,对于我国而言,我国的煤炭资源相对而言比较丰富,所以利用煤来制造甲醇,将甲醇作为替代石油的新型燃料,不仅是对煤炭资源的一项综合利用,同时也是对于不可再生资源的一种有效保护,甲醇在各行各业的广泛利用将对我国的资源节约以及社会可持续发展具有重大意义。
而随着时代的发展进步和现代科学技术的飞速发展,煤制甲醇的生产过程也逐渐开始向自动化的方向进行发展。
1煤制甲醇工艺流程在甲醇的工业生产中,通常是利用CO气体和H2气体之间的化学反应来制得甲醇。
而CO气体和H2气体则是通过煤的气化反应所得到的,但是由煤的气化反应所得到的CO气体和H2气体除了彼此之间的比例不适宜甲醇的生产之外,同时在粗煤气中还含有很多会对甲醇生产造成不良影响的杂质气体,因此在进行CO气体和H2气体合成甲醇反应之前,首先要对得到的粗煤气进行净化等一系列操作,之后才能进行CO气体和H2气体的甲醇合成反应,并对合成得到的甲醇进行精制。
如图1所示即为本单位生产甲醇的大致工艺流程图。
2煤制甲醇项目中的自动控制系统在现代化工行业生产中,如何以实际生产条件为基础,通过采取与之相适应的控制策略,使得生产流程中的各项生产性能以及产品质量达到标准,实现对生产过程控制的最优化是所有生产单位和相关企业一直在不断探索的主要核心问题。
361 装置工艺与过程控制现状1.1 装置工艺简介兖州煤业榆林能化有限公司现有150万吨/年甲醇精馏装置,采用北洋国家精馏技术工程发展有限公司精馏五塔三效工艺技术,生产GB338—2011优等品精甲醇,日产量可达5000吨。
甲醇装置精馏单元采用五塔工艺流程,在3+1塔流程基础上,结合在其他生产装置多级(3~4级)“热耦合”经验,进一步“挖潜”,在加压塔和常压塔中间,添加中压精馏塔(简称中压塔),充分利用“热耦合”节能技术,将原工艺中一级“热耦合”增加到两级,即:利用加压塔顶的甲醇蒸汽为中压塔塔釜再沸器加热;再利用中压塔塔顶甲醇蒸汽为常压塔塔釜再沸器加热,主要设备有预塔、加压塔、中压塔、常压塔和回收塔。
1.1.1 预精馏塔粗甲醇1#预热器、2#预热器打入预塔,预塔塔顶的甲醇蒸汽经预塔空冷器冷却后,将大部分的甲醇蒸汽冷凝下来送往预塔回流罐,再由预塔回流泵打回流。
预塔空冷器未冷凝的甲醇及不凝气进入预塔二冷冷却之后,然后去驰放气洗涤塔,经脱盐水洗涤后,不凝性气体去低压火炬排放或者经氢回收燃料气抽引器去燃料气管网回收利用。
驰放气洗涤塔塔釜液体经油水分离器得到丙酮副产物,由丙酮输送泵输送至下一工段。
预塔塔底由低低压蒸汽提供热量,并通过预塔空冷器变频调速进行控温。
预塔变频调速器由6个冷却器组成,通过协同控制,将预塔温度控制在合适的范围内。
因预塔塔顶压力与预塔塔底温度同步变动,操作时尽可能控制塔底温度稳定,同时环境温度对塔釜温度也存在较大影响。
1.1.2 加压塔预塔塔底来的经预精馏后的甲醇,经两级预热器分别与加压塔釜液、蒸汽冷凝液换热后送至加压精馏塔精馏,加压精馏塔操作压力约0.94MPa (G)。
塔顶甲醇蒸汽温度约138℃,去中压精馏塔再沸器作热源,冷凝的甲醇液流入加压塔回流槽,一部分经回流液冷却器冷却后由加压塔回流泵送往加压精馏塔作回流液,另一部分作为采出液,经分析合格后作为产品送入精甲醇槽,不合格时送往粗甲醇槽。
甲醇装置三塔精馏运行总结牛宝玉;吴红超;王玉斌【摘要】介绍三塔精馏装置的运行状况,各塔的控制要点,试车中出现的问题及处理情况.【期刊名称】《化工设计通讯》【年(卷),期】2012(038)004【总页数】3页(P80-82)【关键词】工艺流程;塔板选择;控制要点【作者】牛宝玉;吴红超;王玉斌【作者单位】河南煤业化工集团新乡中新化工有限责任公司,河南新乡453800;河南煤业化工集团新乡中新化工有限责任公司,河南新乡453800;河南煤业化工集团安阳永金化工有限责任公司,河南安阳455133【正文语种】中文【中图分类】TQ223.12+11 工艺流程粗甲醇精馏就是根据粗甲醇中各种组分的沸点和相对挥发度的不同,在精馏塔内的热质传递元件上,经过反复多次连续的热质传递,最终实现关键轻组分在塔顶高浓度集聚、重组分在塔底高浓度集聚的分离过程。
从合成工段送来的浓度为93%左右的粗甲醇到粗甲醇贮槽,经粗甲醇泵打到粗甲醇预热器,由蒸汽冷凝水提温至65℃左右进入预蒸馏塔,预蒸馏塔下部的预塔再沸器采用0.5MPa、170℃过热蒸汽间接加热液体粗甲醇,保持温度在75~80℃,塔顶温度用回流液控制在45℃左右。
为了防止低沸点组分在塔顶冷凝,同时尽量减少甲醇损失,塔顶采用两级冷凝,一级冷凝器温度控制在65℃,二级冷凝器温度控制40℃。
粗甲醇应加碱液控制其pH值,其目的是为了促使胺类及羰基化合物分解,也是为了防止粗甲醇中有机酸对设备的腐蚀。
为了增加轻组分物质与甲醇的沸点差,还应控制预后粗甲醇的浓度,一般控制预后比重在0.84~0.87之间。
从预蒸馏塔顶冷凝器冷凝下来的液体进入预塔回流槽,经预塔回流泵打入塔内作为回流液。
从二级冷凝器冷凝下来的液体经分析,当低沸点物质太多时采出去装桶。
预蒸馏塔顶排出的不凝气体送往三废锅炉燃烧。
预蒸馏塔釜液通过预后甲醇泵进入加压塔,用0.5MPa、170℃的过热蒸汽加热釜液,控制塔釜温度在130~132℃。
车辆工程技术135理论研究0 前言在化学工业中常见的有机产品中,甲醇消耗量很大,并且是重要的溶剂。
它通常用作许多有机产品合成中的基本原料。
甲醇精馏在甲醇生产过程中占总能耗的20%。
如果要进一步减少甲醇精馏产生的能量消耗,实现甲醇产品质量和产率的提高,有必要深入了解和研究甲醇精馏。
精馏工艺系统和工艺可以优化整个工艺流程。
1 甲醇精馏流程关于精制甲醇,标准区别是参考甲醇质量等级进行的。
甲醇精馏主要由单塔法,双塔法和三塔法组成,三者之间存在异同。
选择精馏过程时,通常基于生产要求和特定的产品质量要求。
单塔主要基于燃料级甲醇,而双塔和三塔主要基于精制甲醇生产。
1.1 单塔精馏工艺流程该方法是指通过单塔从粗甲醇产物生产甲醇产物。
在精馏塔中间的进料口,粗甲醇从塔顶排出,沸点比甲醇低,如烷烃。
进料盘下方的几个塔盘可生产出比甲醇沸点更高的醇和酸;废水从塔底排出,从塔顶送出多个塔盘以生产甲醇产品。
1.2 二塔精馏工艺流程二塔精馏工艺只有主精馏塔和预精馏塔,通常负责甲醇精馏,年产量不足4万吨。
该方法投资少,操作简单,工期短,效果快。
同时,它还具有诸如产品质量低和能耗高的缺点。
该工艺可以满足精制甲醇的一般纯度要求,但不能满足甲醇羰基化的技术指标。
1.3 三塔精馏工艺流程所谓的三塔精馏是指甲醇精馏系统由三个塔组成:预塔,加压塔和常压塔。
当环保要求较高时,应加装回收塔以减少废水中甲醇的排放,使排放的废水达到标准。
加压塔顶部的蒸汽冷凝水用于熟化常压塔底部再沸器中的甲醇液体。
因为常压塔的再沸器不再使用蒸汽,并且加压塔的顶部没有冷凝器。
因此,可以减少能耗。
但是,其投资高于两塔法,并且操作更加复杂。
对操作人员的素质以及控制仪器的质量和配置的要求也将大大提高。
在塔中的操作条件下,粗醇中的杂醇变成气体,并在脱醚塔顶部的冷凝器中冷凝,并且冷凝的醇流入脱醚塔的回流罐中。
在脱醚塔的回流罐中,甲醇溶液通过罐的底部被泵送到脱醚塔的回流口,并且小瓶将在中上溢流处流入小瓶油中间罐。
精馏过程是石油和化工生产中应用极为广泛的生产过程,它是利用混合液中各组分挥发度的不同,将各组分进行分离以提取达到规定纯度要求的产品。
精馏过程是一个非常复杂的过程,其关键设备是精馏塔,。
在精馏操作中,被控变量多,可以选用的操作变量也多,它们之间又可以有多种不同组合。
所以,控制方案繁多。
一、工艺要求和约束条件要对精馏塔实施有效的自动控制,必须首先了解精馏塔的控制目标。
精馏塔的控制目标一般从质量指标、产品产量和能量消耗三方面考虑。
任何精馏塔的操作情况同时受约束条件的制约,因此,在考虑精馏塔控制方案时一定要把这些因素考虑进去。
1.质量指标质量指标(即产品纯度)必须符合规定的要求。
一般应使塔顶或塔底产品之一达到规定的纯度,要求另一个产品也应该维持在规定的范围之内,或者塔项和塔底的产品均保证一定的纯度要求。
如果产品质量不合格,它的价值就将远远低于合格产品。
但决不是说质量越高越好。
由于质量超过规定,产品的价值并不因此而增加;而产品产量却可能下降,同时操作成本主要是能量消耗会增加很多。
因此,总的价值反倒下降了。
由此可见,除了要考虑使产品符合规格外,还应同时考虑产品的产量和能量消耗。
2.产品产量指标在达到一定质量指标要求的前提下,应得到尽可能高的产量,从而使产品的回收率提高。
这对于提高经济效益显然是有利的。
产品的回收率定义为产品量与进料中该产品组分的量之比。
即:Ri =P/Fzi(8)生产效益除了产品纯度与产品回收率之间的关系,还必须考虑能量消耗因素。
由精馏原理可知,用精馏搭进行混合物的分离是要消耗一定能量的;要使分离的产品质量越高,产品产量越多,所需的能量也就越大。
3.能耗要求和经济性指标精馏过程中消耗的能量,主要是再沸器的加热量和冷凝器的冷却量消耗;此外,塔和附属设备及管线也要散失部分能量。
在一定的纯度要求下,增加塔内的上升蒸汽是有利于提高产品回收率的;同时也意味着再沸器的能量消耗要增大。
且任何事物总是有一定限度的。
甲醇三塔精馏技术应用与节能减排于咏梅江苏恒盛化肥有限公司摘 要:我公司甲醇装置采用三塔精馏技术,该装置表现出蒸汽消耗低,系统运行稳定,产品质量好等优点,运行效果良好,节能减排显著,具有较好的经济与环保社会效益。
关键词:三塔精馏、技术应用、节能减排、经济效益、环保效应1 概述我国石油能源的短缺问题日益严重,寻找石油的替代燃料不仅关系着经济的发展,且关系到国家能源和环境的安全,甲醇是目前最现实、最便捷的途径之一。
甲醇在一碳化学中有着重要的地位和较为广泛的用途,经过羰基化、烷基化、脱氢等一系列反应可得到较多的有机化工产品,在农药、染料、燃料以及三大合成材料生产中都要用甲醇作为原料或溶剂。
甲醇精馏装置是甲醇生产的重要后处理工序,其能耗占甲醇生产总能耗的20%左右,在甲醇生产中占据重要的位置。
应用先进技术和高效的精馏装置,对提高装置的经济性、降低甲醇成本和节能降耗、提高企业竞争力有着重要的作用。
我公司甲醇三塔精馏装置所采取的先进技术,表现出消耗低、易操作、工艺指标调整快、系统运行稳定、产品质量好、环保效益较好等优点,现就其先进技术应用与节能减排作一总结。
2 工艺流程2.1 工艺原理精馏是利用各物质沸点的不同进行的分离操作,技术成熟,应用广泛。
甲醇的精馏过程是利用粗甲醇中各组分的挥发度不同,且不形成共沸物,利用多次部分汽化和部分冷凝的方法,以达到分离各组分的目的。
本装置采用三塔精馏,分别为预精馏塔、加压精馏塔和常压精馏塔。
在预精馏塔中除去溶解性气体及低沸点杂质,在加压塔和常压塔中除去水及高沸点杂质,从而制得合格的精甲醇产品。
2.2 工艺流程简述由合成工序来的浓度为85%~92%(Wt%,下同)粗甲醇在正常情况下直接进入本装置的粗甲醇预热器由加压精馏塔上部气体预热后进入预塔,塔底操作温度约75~85℃,塔顶温度用回流液控制在≤65℃,操作压力约0.03MPa。
当装置短时间停车或负荷较低时,粗甲醇则进入粗甲醇贮槽,贮槽中的粗甲醇通过粗甲醇泵送至粗甲醇预热器(如图1)。