现场观察方法(丰田)
- 格式:ppt
- 大小:10.97 MB
- 文档页数:33

大野耐一环篇一:大野耐一告诉你什么才是现场改善!大野耐一告诉你什么才是现场改善!大野耐一是丰田生产方式的创始人,对于现场改善,他有着自己的一套见解。
1.仔细观察生产现场。
年轻的丰田员工C自认为改善工作做得非常好,于是就跑到大野先生那里去汇报:“改善工作已经做好了。
”大野先生听了之后没有说话,和他一起来到生产现场。
转了一会儿,大野先生指着一台车床说:“去那里画一个圆圈。
”C觉得很奇怪,就在车床上画了个小圈。
“那么小的圈能站住人吗!重新画!”C赶忙又重新画了一个圈,然后大野先生只说了句“站在圆圈里仔细观察生产现场”就转身离开了。
大野先生的命令向来没人敢反驳,虽然不理解其中的缘由,C也只能乖乖地服从。
到了中午,C忍不住想去厕所,于是就从圆圈中走了出来。
可是没想到运气太差,刚好被路过的大野先生发现。
“为什么要走出去!”“只是想去一下厕所??”“吃完午饭后继续站在这里,出去的时候必须先和旁边的人打招呼。
”说完后大野先生又径自离去了。
C感到很无奈,不过也只能老老实实地站到了傍晚。
至于观察什么、为什么要观察,他也没有想太多,只是呆呆地站在那里瞪着眼睛看。
到了傍晚,大野先生走过来问:“发现什么问题了吗?”“还没有??”C只能胆怯地如实回答。
大野先生想了一下,又说:“今天可以下班了,明天继续站在这里观察。
” C非常想问是要观察什么,可是一想到大野先生一定会说“自己去想”,所以话到嘴边又咽了回去。
第二天早晨,C又重新站在圆圈中。
这回他好像发现了一些问题,不过,至于到底是什么却又说不清楚。
中午的时候,大野先生又走了过来。
“发现问题了吗?”“是的,不过好像说不清楚具体是什么问题。
”1C还是如实地回答。
这回大野先生指着生产现场说:“看看工人们的工作方法。
你说‘已经完成了改善’,可是你的改善却让他们的工作效率更低。
既然已经发现了问题,那就赶紧想办法解决吧”。
听到这些话,C确实感到了问题的所在。
于是,他赶紧找现场的工人谈话,询问他们的意见,然后积极地加以解决。


评审供应商,现场到底看什么?1、现场观察的重要性现场观察是持续改善的基础。
丰田的大野耐一将现场观察做到了极致,甚至在工厂休息日,他也会带管理人员到现场,让人站在车间安静地观察半个小时,然后指出需要改善之处。
唯有如此,才能真正做到改善无止境,做到PDCA循环。
本企业人员往往对很多问题或者视而不见,或者认为无伤大雅,或者认为无法改变。
也有很多管理者往往对直观信息熟视无睹,只对数字情有独钟。
结果就可能挂一漏万,忽略一些关键线索,不能真正了解企业的真实状况。
作为客户,我们应该到供应商的现场,了解其成本构成、生产效率、品质管控。
作为供应商,我们应该到客户的现场,了解其生产流程,以便更好地为客户服务。
作为同行,如果有机会到其他工厂参观,也是非常好的学习、对比、参照的机会。
企业运营是一个大系统,所有环节息息相关,互相影响。
对于生产型企业来说,通过现场的任何细节,均可知微见著。
任何大问题的产生,都可以从现场找到根源。
即便是在有限的时间里走马观花,只要抓住重点,也能充分掌握工厂运作的关键信息。
以下结合宏观大系统以及管理细节两方面来谈谈如何进行现场观察。
2、现场氛围在现场首先可以直观地看到最真实的员工精神面貌,士气高昂的员工与邋遢、冷漠的员工会形成鲜明对比。
与现场工人交谈几句,从工人的面部表情和肢体语言也可以得到重要的第一印象,因为这些直接反映了工人的情绪及对工厂的满意度。
我参观过的一家工厂里,大部分车间都播放着欢快的音乐,一眼看过去,工人们劳动热情很高,在这样轻松愉悦的环境中工作,效率相对更高,产品的质量也会让人更有信心。
在车间走动可以注意观察是否有忙闲不均的现象,例如机器在自动加工的时候,工人长时间在旁边无所事事,或者是有的工位上的工人在长时间等待物料。
存在这种现象说明工厂缺乏精益管理,人员利用率低,闲散的员工也会影响其他人的工作氛围,整体工作效率低,成本必然更高。
应该留意车间的光线是否充足,空气流通是否顺畅,现场是否有异味,噪音是否太大,车间是否整洁,因为这些也会直接影响工人的心情,进而影响生产效率和产品质量。
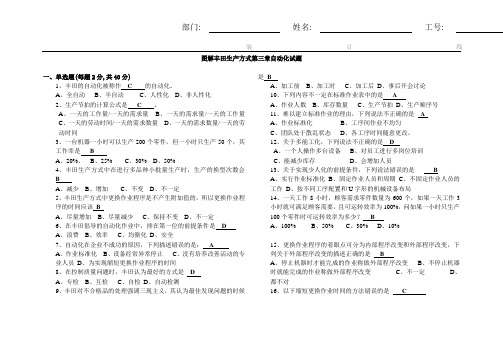
装订线图解丰田生产方式第三章自动化试题一、单选题(每题2分,共40分)1、丰田的自动化被称作C的自动化。
A、全自动B、半自动C、人性化D、非人性化2、生产节拍的计算公式是 C 。
A、一天的工作量/一天的需求量B、一天的需求量/一天的工作量C、一天的劳动时间/一天的需求数量D、一天的需求数量/一天的劳动时间3、一台机器一小时可以生产200个零件,但一小时只生产50个,其工作率是 BA、20%、B、25%C、30%D、50%4、丰田生产方式中在进行多品种小批量生产时,生产的换型次数会BA、减少B、增加C、不变D、不一定5、丰田生产方式中更换作业程序是不产生附加值的,所以更换作业程序的时间应该BA、尽量增加B、尽量减少C、保持不变D、不一定6、在丰田倡导的自动化作业中,排在第一位的前提条件是 DA、浪费B、效率C、均衡化D、安全7、自动化在企业不成功的原因,下列描述错误的是: AA、作业标准化B、设备经常异常停止C、没有培养改善活动的专业人员D、为实现缩短更换作业程序的时间8、在控制质量问题时,丰田认为最好的方式是 DA、专检B、互检C、自检D、自动检测9、丰田对不合格品的处理强调三现主义,其认为最佳发现问题的时候是 BA、加工前B、加工时C、加工后D、事后开会讨论10、下列内容不一定在标准作业表中的是 AA、作业人数B、库存数量C、生产节拍D、生产顺序号11、难以建立标准作业的理由,下列说法不正确的是 AA、作业标准化B、工序间作业不均匀C、团队处于散乱状态D、各工序时间随意更改。
12、关于多能工化,下列说法不正确的是 DA、一个人操作多台设备B、对员工进行多岗位培训C、能减少库存D、会增加人员13、关于实现少人化的前提条件,下列说法错误的是 BA、实行作业标准化B、固定作业人员和周期C、不固定作业人员的工作D、按不同工序配置和U字形的机械设备布局14、一天工作8小时,顾客需求零件数量为600个,如果一天工作3小时就可满足顾客需要,且可运转效率为100%,问如果一小时只生产100个零件时可运转效率为多少? BA、100%B、50%C、30%D、10%15、更换作业程序的着眼点可分为内部程序改变和外部程序改变,下列关于外部程序改变的描述正确的是 BA、停止机器时才能完成的作业称做外部程序改变B、不停止机器时就能完成的作业称做外部程序改变C、不一定D、都不对16、以下缩短更换作业时间的方法错误的是 C装订线A、制定标准作业书B、功能标准化C、工装夹具专机专用D、排除调整时间17、全员参与的预防保养活动简称 BA、TQMB、TPMC、PDCAD、DMAIC18、海因里希的事故因果法则即1:29:300法则,讲的是一起重大事故前有29个小事故发生,29个小事故前面有300个安全隐患存在。

姓名:张盛林班级:10级移动商务2班学号:201004054242最重要的是第四章:项目管理印象最深刻第四章:项目管理原因:一个项目管理包括时间要素、成本要素、资源要素、质量要素。
在这一章,我可以通过较为系统且通俗易懂的文字来了解一个项目管理所包含的的那些要素,以及他们之间的关系。
同时也可以通过网络计划技术来安排一个项目的具体时间安排以及操作流程安排,这个很具有实践意义。
总之,项目管理这一章让我学到了我想要的东西。
中文摘要众所周知,丰田生产方式诞生于汽车制造企业,理所当然地对汽车制造企业有直接的指导性意义,但是,该生产方式所具有的观念、思路和方法是企业管理领域带有普遍性的东西。
因此,丰田生产方式必然对一般制造业乃至所有工业企业具有不可估量的指导性作用。
在竞争全球化的今天,借鉴、推广和应用丰田生产方式可完善珠三角地区制造业的基础管理, 增强珠三角地区的竞争力,具有重要的意义。
本文选取丰田生产运作方式两大支柱之一“自働化”来进行分析和得到对珠三角地区制造业的启示。
关键词: 自働化,产品质量,标准作业1.自动化与自働化自动化是丰田准时化生产体系质量保证的重要手段。
通俗地讲,自动化就是用机器代替人工。
在这种自动化之下,人们只需按动电钮,机器就会自动地运转起来,完成预定的工作。
但是,这样的自动工作机器没有发现加工质量缺陷的能力, 也不会在出现加工质量缺陷时停止工作。
因此,这种自动化会在机器出现错误时,自动地生产出大量不合格制品。
显然,这种自动化是不能令人满意的。
丰田公司强调的是自动化的另一个含义,即“自动化缺陷控制”,并将它称为“带有人字旁的自働化”,或“具有人类判断力的自働化”。
①丰田公司的自働化不仅仅包括“用机器代替人工”的技术,它更是一种发现并且纠正异常的技术。
确切地说,丰田的自働化是一种发现异常和发现质量缺陷的技术手段,是一种当异常或质量缺陷发生时,能使生产线或者机器自动停止工作的技术装置。
丰田的自働化与质量管理、制止过量生产有着密切的联系。
无论是供应商评审、参观客户或同行工厂、收购目标评估,现场项目调研,还是内部现时现地现物的管理,都涉及到大量的现场观察。
而现场观察往往因时间的限制,需要相关人员练就火眼金睛,在很短的时间内对现场进行快速的评估与判断。
本文尝试从外部人员角度,对到生产现场看什么这一话题做初步探讨。
1、现场观察的重要性现场观察是持续改善的基础。
丰田的大野耐一将现场观察做到了极致,甚至在工厂休息日,他也会带管理人员到现场,让人站在车间安静地观察半个小时,然后指出需要改善之处。
唯有如此,才能真正做到改善无止境,做到PDCA循环。
本企业人员往往对很多问题或者视而不见,或者认为无伤大雅,或者认为无法改变。
也有很多管理者往往对直观信息熟视无睹,只对数字情有独钟。
结果就可能挂一漏万,忽略一些关键线索,不能真正了解企业的真实状况。
作为客户,我们应该到供应商的现场,了解其成本构成、生产效率、品质管控。
作为供应商,我们应该到客户的现场,了解其生产流程,以便更好地为客户服务。
作为同行,如果有机会到其他工厂参观,也是非常好的学习、对比、参照的机会。
企业运营是一个大系统,所有环节息息相关,互相影响。
对于生产型企业来说,通过现场的任何细节,均可知微见著。
任何大问题的产生,都可以从现场找到根源。
即便是在有限的时间里走马观花,只要抓住重点,也能充分掌握工厂运作的关键信息。
以下结合宏观大系统以及管理细节两方面来谈谈如何进行现场观察。
2、现场氛围在现场首先可以直观地看到最真实的员工精神面貌,士气高昂的员工与邋遢、冷漠的员工会形成鲜明对比。
与现场工人交谈几句,从工人的面部表情和肢体语言也可以得到重要的第一印象,因为这些直接反映了工人的情绪及对工厂的满意度。
我参观过的一家工厂里,大部分车间都播放着欢快的音乐,一眼看过去,工人们劳动热情很高,在这样轻松愉悦的环境中工作,效率相对更高,产品的质量也会让人更有信心。
在车间走动可以注意观察是否有忙闲不均的现象,例如机器在自动加工的时候,工人长时间在旁边无所事事,或者是有的工位上的工人在长时间等待物料。