尺寸测量仪器知多少
- 格式:pdf
- 大小:587.49 KB
- 文档页数:5
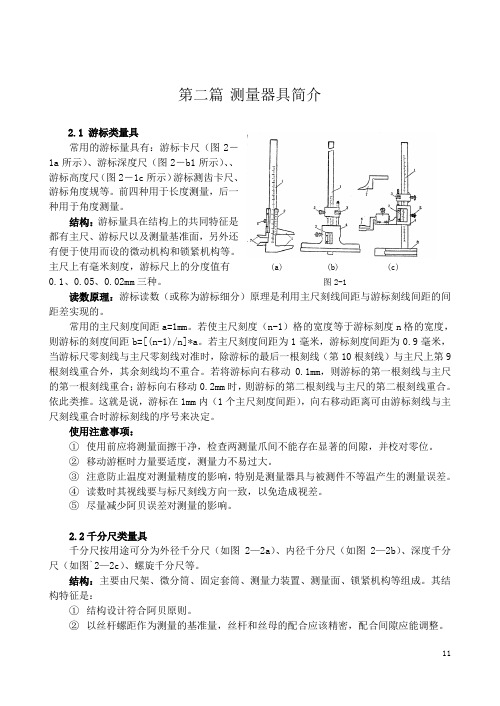
第二篇测量器具简介2.1 游标类量具常用的游标量具有:游标卡尺(图2-1a所示)、游标深度尺(图2-b1所示)、、游标高度尺(图2-1c所示)游标测齿卡尺、游标角度规等。
前四种用于长度测量,后一种用于角度测量。
结构:游标量具在结构上的共同特征是都有主尺、游标尺以及测量基准面,另外还有便于使用而设的微动机构和锁紧机构等。
主尺上有毫米刻度,游标尺上的分度值有(a) (b) (c)0.1、0.05、0.02mm三种。
图2-1读数原理:游标读数(或称为游标细分)原理是利用主尺刻线间距与游标刻线间距的间距差实现的。
常用的主尺刻度间距a=1mm。
若使主尺刻度(n-1)格的宽度等于游标刻度n格的宽度,则游标的刻度间距b=[(n-1)/n]*a。
若主尺刻度间距为1毫米,游标刻度间距为0.9毫米,当游标尺零刻线与主尺零刻线对准时,除游标的最后一根刻线(第10根刻线)与主尺上第9根刻线重合外,其余刻线均不重合。
若将游标向右移动0.1mm,则游标的第一根刻线与主尺的第一根刻线重合;游标向右移动0.2mm时,则游标的第二根刻线与主尺的第二根刻线重合。
依此类推。
这就是说,游标在1mm内(1个主尺刻度间距),向右移动距离可由游标刻线与主尺刻线重合时游标刻线的序号来决定。
使用注意事项:①使用前应将测量面擦干净,检查两测量爪间不能存在显著的间隙,并校对零位。
②移动游框时力量要适度,测量力不易过大。
③注意防止温度对测量精度的影响,特别是测量器具与被测件不等温产生的测量误差。
④读数时其视线要与标尺刻线方向一致,以免造成视差。
⑤尽量减少阿贝误差对测量的影响。
2.2千分尺类量具千分尺按用途可分为外径千分尺(如图2—2a)、内径千分尺(如图2—2b)、深度千分尺(如图`2—2c)、螺旋千分尺等。
结构:主要由尺架、微分筒、固定套筒、测量力装置、测量面、锁紧机构等组成。
其结构特征是:①结构设计符合阿贝原则。
②以丝杆螺距作为测量的基准量,丝杆和丝母的配合应该精密,配合间隙应能调整。


常用量具的基本知识生产技术部:蒲开华1、概述●量具的种类很多,大致可以分为三个大类:●1.1游标读数量具●主要有:游标卡尺、高度游标卡尺、深度游标卡尺、齿厚游标卡尺●1.2螺旋读数量具(测微量具)●主要有:外径千分尺、公法线千分尺、杠杆千分尺、内测千分尺、内径千分尺、深度千分尺●1.3指示式量具●主要有:百分表、千分表、杠杆百分表、杠杆千分表、内径百分表、内径千分表●以上三类量具主要讲游标卡尺、外径千分尺、百分表,这三样在工厂称为“三大件”。
●在讲“三大件”之前介绍量具设计制造中的一个重要原则——“阿贝原则”。
长度测量中的误差来源●在1890年的一次自然科学工作会议上,爱斯脱¡¤阿贝为了消除基准轴线与测量轴线倾斜而产生的误差,提出了关于长度计量仪器的设计原则,即¡°测量轴线只有在基准轴线的延长线上,才能获得精确的测量结果¡±。
●基准轴线与测量轴线不在同一轴线,当基准轴线与测量轴线倾斜时即产生一次方误差。
●测量误差:Δ¡¤Φ≈s¡¤Φ●式中:●s¡ª测量轴线与基准轴线的距离●Φ¡ª测量轴线与基准轴线的倾斜角度●设:100毫米,●Φ=0.0001弧度●ΔL≈100ⅹ0.0001=0.01毫米● 从上述分析可以清楚的看出阿贝原则在量仪设计和精密测量中的重要性。
虽然阿贝原则在长度计量技术中是一个基本测量原则,但如在测量长工件时要遵守阿贝原则,则仪器的长度就必须大于2倍的工件长度。
这给仪器的制造、安装带来很大的不利。
又如在测量低精密零件时,也就不一定要遵守阿贝原则,也可以采取一定的措施,如尽可能的减小基准轴线与测量轴线的距离等等。
●常见的符合阿贝原则的量具有: ● ——外径千分尺 ● ——深度千分尺 ● ——深度游标卡尺●常用的不符合阿贝原则的量具有: ● ——游标卡尺 ● ——内测千分尺 ● ——三爪内径千分尺s测量轴线基准轴线Φ ΔL测量轴线基准轴线基准轴线测量轴线测量轴线基准轴线测量轴线基准轴线● 示值误差:量具的标称值与其真值之差。

长度测量仪器引言:长度测量仪器是现代科技的成果之一,它们用于测量物体的线性尺寸,并在各个领域中得到广泛应用。
从日常生活中的测量到工程项目中的测绘,长度测量仪器的作用无处不在。
本文将介绍几种常见的长度测量仪器及其工作原理、应用领域等方面的内容。
一、卷尺卷尺是一种常见的便携式长度测量仪器。
它由一个带有刻度的尺条和可快速卷回的弹簧组成。
使用卷尺时,我们将尺条拉出并靠近待测物体的边缘,然后读取刻度线上的数值。
卷尺通常用于测量长度较小、形状较简单的物体,例如日常生活中测量家具尺寸、裁剪布料等。
由于其便携性和易于使用,卷尺是日常测量中最常见的测量工具之一。
二、游标卡尺游标卡尺是一种精密度量工具,常用于工程和科学领域。
它由一个固定的下底尺、一个可滑动的上底尺以及一个游标组成。
上底尺上刻有刻度,游标则用于读取刻度线上对应的数值。
通过移动上底尺,我们可以实现对待测物体的精确测量。
游标卡尺具有较高的测量精度,通常用于测量要求较高、形状复杂的物体,如机械零件的尺寸测量和实验室中的科学实验。
三、激光测距仪激光测距仪是一种基于激光技术的高精度长度测量仪器。
它利用激光束发射和接收的时间差来计算待测物体与测距仪之间的距离。
激光测距仪可以测量较远距离的物体,并且具有较高的测量精度。
激光测距仪广泛应用于建筑、测绘、汽车等领域,例如测量建筑物的高度、道路的长度以及车辆与障碍物的距离等。
四、电子数显卡尺电子数显卡尺是一种基于电子技术的高精度测量工具。
它通过内置的传感器将测量结果以数字形式显示在仪器上。
电子数显卡尺具有高度精确、易于读数的特点。
由于其高精度和方便的使用,它可以应用于各种测量场合,包括工匠的测量、科学研究和制造业的生产过程。
五、全站仪全站仪是一种高级测量仪器,它集成了测距仪、转角仪和水平仪等多个功能。
全站仪可以测量并记录物体的三维坐标和角度信息,并且可以通过计算机进行数据处理和分析。
全站仪广泛应用于建筑工程、土地测绘、道路建设等领域,可以实现高精度的测量和测绘任务。
精密尺寸测量仪器知识介绍一、精密尺寸测量仪器概念所谓的精密测量就是以微米为计量单位的测量技术,它是随着高标准的工业设计对加工制造行业提出越来越高的技术要求而形成的。
所谓的尺寸就是以几何元素点、直线、线段、圆、圆弧、角、面、球体等为基本要素的几何关系。
所以精密尺寸测量仪器就是以满足精益求精的设计及加工制造的要求而形成的计量分析管控这种几何关系的仪器。
二、精密尺寸测量仪器分类精密尺寸测量仪器种类很多,但大致可以分成接触式精以测量仪器和非接触式精密测量仪器。
接触式精密测量仪器以三坐标为主,并衍生出一维高度计和二维高度计。
非接触式精密测量仪器早期以投影测量仪为代表,但是随着计算机软件技术和高像素光感传感器的飞速发展,投影测量仪逐渐被淘汰,从而形成新的代表仪器——二次元影像测量仪。
三、仪器原理1、三坐标测量机原理三坐标测量机是由三个互相垂直的运动轴X,Y,Z建立起的一个直角坐标系,测头的一切运动都在这个坐标系中进行,测头的运动轨迹由测球中心来表示。
测量时,把被测零件放在工作台上,测头与零件表面接触,三坐标测量机的检测系统可以随时给出测球中心点在坐标系中的精确位置。
当测球沿着工件的几何型面移动时,就可以得出被测几何面上各点的坐标值。
将这些数据送入计算机,通过相应的软件进行处理,就可以精确地计算出被测工件的几何尺寸,现状和位置公差等。
三坐标结构图测量侧头结构图2、二次元影像测量仪原理二次元影像仪通过的CCD光学传感器将光信号转化为数字信号记录影像和光栅尺记录位移参数,再利用视频采集处理器和数据采集处理器将数字型号传输至电脑,之后经过影像测量仪软件在电脑上由操作人员逆向绘图并测量。
影像仪之所以被称之为二次元是因为它实际绘制测量出来的只是当时产品放在仪器工作台上的俯视图,只能完成x和y方向上的二维尺寸测量或z方向上的高度测量。
二次元影像测量仪结构图工作台结构图四、仪器功能2、三坐标功能(1)、测量基本几何元素:三维空间点、线、圆、圆弧、角、面等。
第三章长度尺寸测量工具一、简易量具1、钢直尺1)钢直尺结构与规格钢板尺俗称钢尺或直尺,如图1所示,是用来测量长度的一种最常用的简单量具,可直接测量工件尺寸。
尺边平直,尺面有米制或英制的刻度,可以用来测量工件的长度、宽度、高度和深度。
有时还可用来对一些要求较低的工件表面进行平面度检查。
图1钢板尺钢板尺测量范围基本取决于钢尺的长度。
测量范围主要有:0~150 mm、0~200 mm、0~300 mm、0~500 mm等规格,其测量范围就是所能测定的最大长度。
钢板尺最小刻度一般为0.5 mm或l mm。
2)使用方法要根据被测件的形状和尺寸大小灵活掌握使用钢板尺的方法。
应根据测量尺寸的大小,选择恰当长度的钢板尺。
实际测量工件时,应将钢板尺拿稳,用拇指贴靠工件。
图2(a)所示为正确的测量方法;图2(b)所示为错误的测量方法。
手指位置不对,易使钢板尺不稳定,造成测量不准确。
读数时,应使视线与钢板尺垂直,而不应倾斜,否则会影响测量的准确度。
钢板尺起始端是测量的基准,应保持其轮廓完整,以免影响测量的准确度。
如果钢板尺端部已经磨损,应以另一刻度线作为基准。
(a)正确 (b)不正确图2钢板尺测量工件2、卡钳卡钳是一种间接测量的简单量具,不能直接读出测量数值,必须与钢板尺或其他带有刻度的量具一起使用才尺或其他带有刻度的量具一起使用才行。
1)卡钳的种类卡钳还分为普通卡钳和弹簧卡钳。
普通卡钳结构简单,是用铆钉或螺钉连接两个卡脚的;弹簧卡钳是用弹簧连接两个卡脚的,通过调整螺母来限制卡脚张开的大小,如图3所示。
图3 卡钳1—卡钳 2—铆钉或螺钉 3—弹簧 4—螺钉 5—调整螺母卡钳分外卡钳和内卡钳,外卡钳是由两个弧形卡脚连接起来的,两个钳口是相对的,可用来测量外尺寸,如外圆直径、厚度、宽度等。
内卡钳是由两个直形卡脚连接起来的,两个钳口是向外的,可用来测量内尺寸,如内孔、沟槽等。
卡钳适合用来测量铸、锻件毛坯。
在精加工过程中,卡钳应与千分尺配合使用,对某一加工尺寸,用预先调整好的卡钳进行测试,可提高测量精度和工作效率。
尺寸测量仪器知多少!
尺寸测量仪器有很多很多,最常见的就是游标卡尺了,相信人都有接触过。
除了游标卡尺,三坐标测量机在各工厂也是非常常见的尺寸测量仪器。
除了三坐标机,轮廓仪,投影仪,工具显微镜、立式光学计、工具显微镜、测长机等也是很常见的尺寸测量仪器。
测长机
轮廓仪
除了以上常见的尺寸测量仪器,近些年又出现了一种新型的测量仪器~闪测仪,也叫一键式测量仪和图像尺寸测量仪,VX3000系列闪测仪采用双远心高分辨率光学镜头,结合高精度图像分析算法,并融入一键闪测原理。
CNC模式下,只需按下启动键,仪器即可根据工件的形状自动定位测量对象、匹配模板、测量评
价、报表生成,真正实现一键式快速精准测量。
闪测仪解决了传统测量对象需要定位或原点定位费时、批量测量操作时间长、不同测量人员导致测量结果不同、数据统计管理繁杂等弊端,因为在械、电子、模
具、注塑、五金、橡胶、低压电器、磁性材料、精密冲压、接插件、连接器、端子、手机、家电、印刷电路板、医疗器械、钟表、刀具等领域大展身手。