美国INCOE公司热流道4标准系统
- 格式:pdf
- 大小:1.28 MB
- 文档页数:5
三维模具网提供8.発注 No . Order No. ISI-412订购编号.発注 No . Order No. ISI-300订购编号D-MTC 405 . ISI-412 . ISI-300ASA 标准类型 J型色码白色= + 红色= - ASA 標準Jタイプカラーコード 白= + 赤= -ASA Standard Type J Color Code White= + Red = -材料:不锈钢 .材質:ステンレス. Material: Stainless steel订购编号発注NoOrder No.D12,7014,2717,4520,6522,2324,1426,9730,1835,23660650640635630620*********D1,57øL~10电压. 電圧. Voltage: 230 Volt电线长度.リード線長さ. Wire Length: 900 mm带有热电偶 . 熱電対入り . With ThermocoupleFe-CuNi订购编号発注No Order No.WattØInchLInchØmmLmm电压 . 電圧 . Voltage: 230 Volt 集成热电偶 . 熱電対入り . Integrated Thermocouple: Fe-CuNi 电线长度 . リード線長さ . Wire Length : 900 mmØA 31121417186657423926262727282939439894868510101010400315240180344958B ØCD FE ØG Watt 订购编号発注NoOrder No.用于喷嘴適用ノズル型式For nozzlesHBTJ 200XRC-600XRC-3000XRC-5000XRC-7000HBTJ 3415HBTJ 800HBTJ 5818FE BCGøADFEBCGøAD电压 . 電圧 .Voltage: 230 Volt无热电偶 . 熱電対無し . Without Thermocouple:电线长度 . リード線長さ . Wire Length: 900 mm如订购热电偶,请表明加热器订购编号 • 熱電対のみ必要な場合は、ヒーターバンド型式をお知らせください。
热流道分类,热流道配件,热流道应用热流道(hot runner)是在注塑模具中使用的,将融化的塑料注入到模具的空腔中的加热组件集合。
一、热流道分类:绝热流道、冷流道、热流道。
绝热流道的设计复杂,但效果和维护成本非常低,不会耽误工时。
冷流道和热流道斑竹基本上谈到了特点。
我再具体补充一些自己的看法。
热流道分类:开放式、针阀式。
开放式结构简单、对材料的局限性较高,易出现拉丝和泄露,表面质量差,在国外的高精密模具中应用较少,同一副模具可和不同厂家的针阀式混用。
很多公司能自己制造。
针阀式热流道节省材料,塑件表面美观,同时内部质量紧密、强度高。
针阀式热流道(根据注射原理):气缸式和弹簧式。
气缸式依*控制器和时序控制器控制气缸推动针阀的关闭,结构较复杂,但本身设计简单。
主要有DME(美国)、INCOE(美国)、MOLD-MASTER(加拿大---热流道的老大)、HUSKY(加拿大)等。
其中日本世纪没有进入中国市场。
气缸式因为其结构的特点决定模具精度要高,同时调试和维护都比较复杂,其中MOLD-MASTER堪称热流道中的劳斯莱斯----加热部分在喷嘴上。
他们中的很大成本在调试和维护上,客户基本不能自己维护。
弹簧式就一家--FISA(日本),最大特点,依靠弹簧和注射压力的平衡控制针阀开关,装配调试和维护简单,模具精度不高,日本国内客户基本自己有维护能力,广泛应用在家电、汽车饰件、精密多腔模具中。
弹簧式与气缸的差别在于不能时序控制,不能很好解决熔接痕的问题。
本人就是FISA公司的上海代表,因为看到斑竹对热流道的热情才有感而发。
二、热流道模具的应用范围1.塑料材料种类热流道模具已被成功地用于加工各种塑料材料。
如PP,PE,PS,ABS,PBT,PA,PSU,PC,POM,LCP,PVC,PET,PMMA,PEI,ABS/PC等。
任何可以用冷流道模具加工的塑料材料都可以用热流道模具加工。
2.零件尺寸与重量用热流道模具制造的零件最小的在0.1克以下。
热流道系统品牌排行榜_热流道系统供应商热流道系统品牌排行榜_热流道系统供应商本文档由深圳机械展SIMM整理,热流道系统品牌排行榜。
1.北美洲知名热流道品牌(英文名-中文名-国家)MOLD-MASTERS(马斯特)加拿大品牌:全球市场占有率最高DMEINCOE(英柯欧)美国品牌:北美标准的先行者HUSKY(赫斯基)加拿大品牌CACO 美国品牌FASTHEAT 美国品牌HASCO(哈斯高) 德国品牌2.欧洲知名热流道品牌SYNVENTIVE(圣万提)荷兰品牌EWIKON 德国品牌GUNTHERMASTIP(坤特)德国品牌:专攻瓶胚模热流道SPEAR 德国品牌PLASTHING 英国品牌UNITEMP 瑞典品牌THERMOPLY 意大利品牌3.亚洲知名热流道品牌FISA(菲莎)日本品牌:世界第一家弹簧自锁针阀热流道企业SEIKI 日本品牌HOTSYS 南韩品牌YUDO 柳道万和:亚洲市场占有率前列HOTSYS信好(哈希斯)韩国SINO(先锐)中国(YUDO子公司)MOULD-TIP(麦士德)中国深圳ANNTONG(映通)中国台湾KLN(克朗宁)中国上海ANOLE 阿诺立NISSEN-TIP 宁塑MOZOI 默作(弹簧自锁针阀)CORETOR(格润泰)中国江苏4.澳洲知名热流道品牌MASTIP 新西兰品牌DME(北美的标准)是全球最大的模具标准配件供应商之一,拥有五十年的丰富经验,历史悠久。
HUSKYFISA(第一家弹簧自锁针阀)最大特点,依靠弹簧和注射压力的平衡控制针阀开关,装配调试和维护简单,模具精度不高,日本国内客户基本自己有维护能力,广泛应用在家电、汽车饰件、精密多腔模具中。
GUNTHERMASTIP(专攻瓶胚模热流道)MOLD-MASTER(世界上占有率最高)其中MOLD-MASTER堪称热流道中的劳斯莱斯—-加热部分在喷嘴上。
他们中的很大成本在调试和维护上,客户基本不能自己维护。
YUDO(亚洲市场占有率前列)国外热流道在模具中的使用已达到80~90%,而国内模具热流道的使用在30%左右。
1.北美洲MOLD-MASTERS 加拿大HUSKY 加拿大SYNVENTIVE 荷兰CACO美国INCOE 美国FASTHEAT美国D-M-E美国HASCO德国2.欧洲EWIKON 德国GUNTHER德国SPEAR 德国PLASTHING 英国UNITEMP 瑞典THERMOPLY 意大利Manner 芬兰、德国3.亚洲into 上海印通FISA日本SEIKI 日本HOTSYS南韩YUDO 南韩SINO中国(YUDO子公司)HRSTEC 哈斯泰克(YUDO子公司)MOULD-TIP 麦仕德中国KLN 克朗宁中国4.澳洲MASTIP 新西兰热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
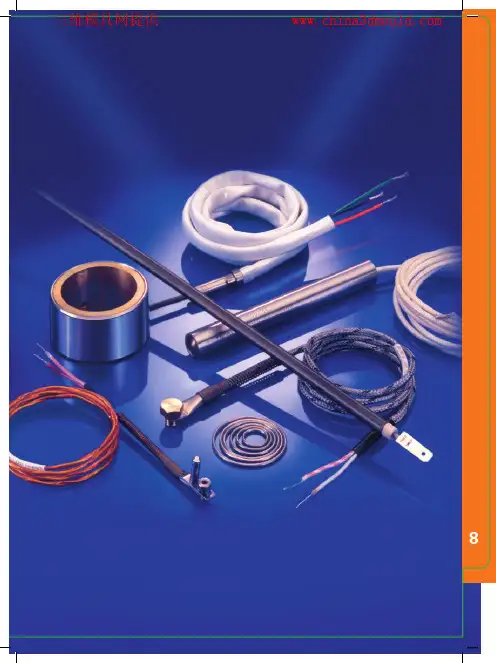
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道塑料模具设计程序第一,根据塑件结构和使用要求,确定进料口位置。
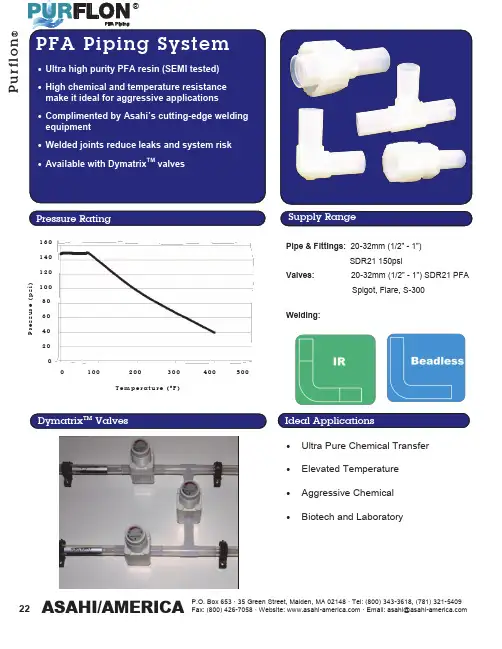
P u r f l o n ®PFA Piping System∙ Ultra high purity PFA resin (SEMI tested) ∙ High chemical and temperature resistancemake it ideal for aggressive applications∙ Complimented by Asahi’s cutting-edge weldingequipment∙ Welded joints reduce leaks and system risk ∙ Available with Dymatrix TMvalvesSupply RangePipe & Fittings: 20-32mm (1/2” - 1”) SDR21 150psi Valves: 20-32mm (1/2” - 1”) SDR21 PFASpigot, Flare, S-300Welding:Pressure RatingDymatrix TM Valves Ideal Applications∙Ultra Pure Chemical Transfer∙Elevated Temperature∙Aggressive Chemical∙Biotech and LaboratoryT e m p e r a t u r e (o F )P r e s s u r e (p s i )0 100 200 300 400 50016014012010080604020Purflon ®Leachable Testing for Semi F57 per Semi F40 Static Value at 85 ± 5°C for 7 days (μg/m2)"X" means below detection limit.Extruded Pipe, Balazs 11-08318 Molded Fitting, Balazs 05-04645SEMI E49.2 cycle testing available upon request.P u r f l o n ®IR FusionThere are a wide variety of welding methods available for high purity plastic piping systems. Choosing the right welding method can have a significant impact on your system quality and piping installation. Asahi/America offers the latest technology of welding equipment in all these methods and supports them with operator training, field service and factory service.Asahi/America strongly recommends the use of IR fusion for all high purity and critical systems whenever possible, due to its cleanliness and reliability.IR fusion is a form of butt fusion where the piping components do not contact the heating plate. This eliminates contamination from the heating element into the weld zone, which occurs in contact butt and socket fusion. The interior welds on IR fusion are significantly smaller than contact butt and socket fusion.SP-110-S IR Fusion EquipmentAsahi/America’s cutting-edge SP series of IRfusion equipment is fully automated. When utilizing IR fusion with our equipment, you receiveunmatched reliability and repeatability of the weld process. This reduces operator error, prevents cold welds and makes QC/QA inspection easier.Purflon ®Beadless fusion is utilized for critical chemical process lines where weld beads can effect the media chemistry. Applications include slurry delivery for CMP and cleaning chemistries.Asahi’s SP110-B beadles welding equipment is fully automated and provides a smooth internal weld surface. The tool features complete weld validation.Beadless FusionFabrication and design must consider the limitation of the welding equipment fixtures when securing the components. Additional considerations must be accounted for during beadless welding to ensure the internal balloon used during joining may be removed.Balloons must be purchased new with tool rentals and should be included in your project budget. It is recommended to purchase a few balloons of each size.Consult Asahi/America’s engineering staff with any design concerns.Recommended DistanceDesign ConsiderationThe recommended design distance for using Asahi’s SP 110-B automated clamps is 2.80” [71mm]. Figure 1.The minimum distance between fitting shoulders is 1.34” [34mm]. This is achieved using manual clamping and should be performed byAsahi/America or Asahi certified and approved installers. Figure 2.Pipe being clamped into weld headSP-110-B Beadless Fusion EquipmentP u r f l o n ®ODNominalODIDLengthPart Number20mm 1/2” 0.787 0.638 10’ 884301005 25mm 3/4” 0.984 0.830 10’ 884301007 32mm 1”1.2601.07110’884301010Dimensional Data SDR 21 / PN 10 / 150 PSIODNominalrALPart Number20mm 1/2” 2.50 1.50 4.00 884302105 25mm 3/4” 2.50 1.50 4.00 884302107 32mm1”3.001.504.50884302110ODNominalAL Part Number20mm 1/2” 1.50 2.00 884314005 25mm 3/4” 1.50 2.00 884314007 32mm 1”1.502.00 884314010ODNominalALHPart Number20mm 1/2” 1.50 4.43 2.22 884318005 25mm 3/4” 1.50 4.60 2.31 884318007 32mm1”1.484.882.4688431801090 Elbow Pipe 90 Sweep Elbow 45 ElbowTeeODNominalALPart Number20mm 1/2” 1.50 2.22 884302005 25mm 3/4” 1.50 2.31 884302007 32mm1”1.482.46884302010Purflon ®End CapWeld X S-300 Weld X Spacesaver S-300ODNominalALPart Number20mm 1/2” 1.50 2.00 884343005 25mm 3/4” 1.50 2.00 884343007 32mm1”1.492.01884343010Dimensional Data SDR 21 / PN 10 / 150 PSI Concentric ReducerOD x ODNominalA1A2L Part Number25mm x 20mm 3/4” x1/2” 1.50 1.50 3.50 884324101 32mm x 25mm 1” x 3/4”1.501.503.50 884324131mm x inchALPart Number20mm x 1/2” 1.50 3.0 884305005 20mm x 3/4” 1.50 3.4 884305101 25mm x 3/4” 1.50 3.4 884305007 25mm x 1” 1.50 3.9 884305131 32mm x 1” 1.503.9884305010mm x inchALPart Number20mm x 1/2” 1.50 3.0 884306005 20mm x 3/4” 1.50 3.4 884306101 25mm x 3/4” 1.50 3.4 884306007 25mm x 1” 1.50 3.9 884306131 32mm x 1” 1.503.9884306010。
模具的热流道技术文章介绍了热流道模具的基本原理,组成,基本特点,关键技术,概述了热流道模具在使用过程中的优缺点,展望了热流道模具系统的发展趋势。
标签:热流道;成型;模具1 引言在过去的近半个世纪,热流道系统以得天独厚的优势赢得了注塑商们的宠爱,他们凭借着热流道技术实现了对各种通用树脂和特种树脂的注塑成型,然而人们对产品的美观要求是越来越高,注塑产品的浇口质量越发变得重要,与此同时,随着市场竞争的激烈,使塑料产品生产商们在提高产品质量的同时进行更快的换色,所有这些都决定了客户对热流道的广泛需求[1]。
热流道模具技术通过加热的方法使注塑模具的流道和浇口材料保持在熔融状态,是应用在塑料注塑模浇注流道系统的一种非常先进无流道凝料浇注技术。
它在流到的周围或者流道的中心安装有加热装置,从而使整个流道从注塑机喷嘴到模具的浇口都在一定的温度状态,让流道中的塑料一直处于熔融的状态,从这个方面来看,热流道系统是注塑机喷嘴的一种延伸,它无需在停机后从流道中取出凝料,下次注塑时只需加热流道到所需温度即可[2],热流道系统如图1。
随着热流道注塑模具技术的不断发展,到90年代,热流道模具在美国已占40%以上,在是在大型的注塑件模具中更是超过了90%。
目前,Mold masters公司,DME公司,Husky公司,INCOE公司,Synventive公司等都在积极的研发和推广先进的热流道系统。
随着塑料工业的飞速发展,热流道技术也正不断改善和加快其推广使用[3],在我国,这一技术在最近的十多年也得到了真正推广,随着中国的模具逐渐由国内走向国外,出口到一些欧美国家,热流道模具在中国逐渐推广[4]。
热流道技术是应用于塑料模具的一种非常先进技术,是目前注塑工艺发展的一个热点方向。
一般是有加热器进行供热,保证注塑机喷嘴出口到送往浇口的物料整个流道始终处于熔融状态,从而可以成型密度一致的塑料零件,不受所有的流道、飞边和浇口的影响,热流道工艺有时称为热集流管系统,或者称为无流道系统[5]。
INCOE热流道系统
无
【期刊名称】《模具工程》
【年(卷),期】2005(000)007
【摘要】全球总部位于美国底特律,欧洲总部位于德国的INCOE成立于1958年,是一家致力于注塑成型热流道系统与技术的全球性的生产供应商。
INCOE设计和
制造了世界上的第一个商品化的热流道喷嘴并获得专利,从而奠定了热流道技术的原理和基础。
现在世界上的主导热流道产品都是基于当初INCOE创造性的热流道设计思想发展起来的。
【总页数】2页(P14-15)
【作者】无
【作者单位】无
【正文语种】中文
【中图分类】TQ320.52
【相关文献】
1.热流道系统十年的阀针式热流道系统市场翘楚——圣万提创新技术提升装备和保养能力 [J], 无
2.热流道行业的INCOE时代蓄势待发——访INCOE中国区总经理孟博先生 [J], 鲁春乔
3.Incoe公司开发出可在气孔较多的情况下进行成型的热流道系统 [J], 无
4.INCOE:128型腔叠层热流道系统 [J],
5.INCOE展示128型腔叠层热流道系统 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈美国注射模结构特点刘勇【摘要】根据在出口模具公司多年积累的实践经验,总结了美国客户注射模的设计理念和模具的一些结构特点,同时介绍了美国注射模常用的标准,对这些标准与常见的龙记标准做了对比,同时对这些标准的使用要点做了说明,对美国及其北美地区注射模所用的钢材和热处理规范做了概括,可供从事注射模设计和制造的工程技术人员参考和借鉴.【期刊名称】《模具制造》【年(卷),期】2015(015)010【总页数】7页(P62-68)【关键词】美国注射模;模具结构特点;模具标准;模具设计理念【作者】刘勇【作者单位】兰州市兰石能源装备工程研究院有限公司,甘肃兰州 730050【正文语种】中文【中图分类】TQ320.661 引言模具标准化水平对模具质量、模具制造周期和模具制造成本有极大的影响,模具标准化体系包括3大类标准,即:模具和塑料塑件基础标准、制模工艺规范和质量标准以及模具标准件,模具标准件是模具的重要组成部分,没有模具标准件的专业化和商品化,就没有模具工业的现代化。
出口美国的塑胶模具属于高端的商品模具,最著名的模具标准件供应商是DME、PCS和Progressive,该3大标准件体系广泛应用在美国、加拿大和哥伦比亚等北美国家,具体的选用需要按照客户的指定。
2 模具等级美国塑胶工业学会(SPI AN-102-78),将模具分为5大类。
这5大类型模具各有其不同的要求标准,而这种模具分类只适用于配400t或以下的注塑机的模具。
这个标准以模具寿命为依据,对模具划分了等级,在出口模具行业得到广泛的应用。
2.1 101型101型模具寿命可达100万次及以上,属于长期生产精密模具。
要求标准如下:(1)需要有详尽的模具设计图纸。
(2)模架材料硬度最低为280BN(30HRC,DME#2钢/4140钢)。
(3)动、定模型芯、型腔最少要达到48~50HRC,所有其它配件如滑块、斜顶、压块等应使用淬硬的工具钢。
(4)顶出机构应有中托司导向。
2024年模具热流道系统市场分析现状引言模具热流道系统是一种热平衡控制技术,它能够在注塑过程中保持塑料熔体的温度恒定,提高注塑成型的精度和质量。
随着工业技术的发展和对产品质量要求的不断提高,模具热流道系统市场需求逐渐增加。
本文将对模具热流道系统市场的现状进行分析。
市场规模目前,全球模具热流道系统市场规模不断扩大。
根据市场研究公司的数据显示,2019年全球模具热流道系统市场规模达到了XX亿美元,预计到2025年将增长到XX亿美元。
这一增长趋势主要受到汽车、电子、医疗等行业的需求增加以及新兴市场的发展推动。
市场驱动因素模具热流道系统市场的增长得益于多种驱动因素。
首先,全球汽车产业的发展推动了模具热流道系统的需求增长。
汽车零部件的精密制造对模具热流道系统的高精度和高稳定性要求很高。
其次,电子产品的普及也推动了模具热流道系统市场的增长。
电子产品的小型化和多样性增加了对注塑成型精度和稳定性的需求。
此外,医疗行业对注塑产品的要求也在不断提高,推动了模具热流道系统市场的发展。
另外,新兴市场如亚洲和拉丁美洲对模具热流道系统的需求不断增加,也为市场的扩大提供了新的机遇。
市场竞争格局目前,全球模具热流道系统市场竞争激烈。
市场上主要存在着多家知名企业,如Husky、Yudo、INCOE等。
这些企业通过不断创新技术、提升产品质量和服务水平,保持了其在市场中的竞争优势。
此外,还有一些中小型企业通过专注于特定领域的市场细分,也获得了一定的市场份额。
市场竞争促使企业不断提升产品的性能和品质,也推动了该市场的发展。
市场挑战与机遇虽然模具热流道系统市场发展迅速,但仍面临一些挑战。
首先,市场竞争激烈,需要企业通过不断创新提升产品质量和降低成本,以保持竞争优势。
其次,技术水平的提高也是市场发展的关键。
随着新材料和新工艺的出现,模具热流道系统需要适应不断变化的需求。
另外,市场经济下的规模化和产业链整合也给企业带来了机遇。
通过合作与整合,企业可以降低生产成本,提高产品的竞争力。
塑胶模具产品的基本知识热流道模具:此类模具结构与细水口大体相同,其最大区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本较高。
热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。
我们常见的热流道系统有单点热浇口和多点热浇口二种形式。
单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具.◆热流道系统的优势(1)无水口料,不需要后加工,使整个成型过程完全自动化,节省工作时间,提高工作效率。
(2)压力损耗小。
热浇道温度与注塑机射嘴温度相等,避免了原料在浇道内的表面冷凝现象,注射压力损耗小。
(3)水口料重复使用会使塑料性能降解,而使用热流道系统没有水口料,可减少原材料的损耗,从而降低产品成本。
在型腔中温度及压力均匀,塑件应力小,密度均匀,在较小的注射压力下,较短的成型时间内,注塑出比一般的注塑系统更好的产品。
对于透明件、薄件、大型塑件或高要求塑件更能显示其优势,而且能用较小机型生产出较大产品。
(4)热喷嘴采用标准化、系列化设计,配有各种可供选择的喷嘴头,互换性好。
独特设计加工的电加热圈,可达到加热温度均匀,使用寿命长。
热流道系统配备热流道板、温控器等,设计精巧,种类多样,使用方便,质量稳定可靠。
◆热流道系统应用的不足之处(1)整体模具闭合高度加大,因加装热浇道板等,模具整体高度有所增加。
(2)热辐射难以控制,热浇道最大的毛病就是浇道的热量损耗,是一个需要解决的重大课题。
(3)存在热膨胀,热胀冷缩是我们设计时要考虑的问题。
(4)模具制造成本增加,热浇道系统标准配件价格较高,影响热浇道模具的普及。
◆提供热流道标准件的公司有: DME、HASCO、HUSKY、EOC、FULLY、MASTER-TIP、INCOE 等公司。
Incoe 热流道系统介绍尽管热流道在注塑行业有多年应用历史,但仍有一些设计者、工模制造者、生产者对热流道技术仍存在疑问。
他们常问诸如:热流道专业术语,不同热流道的差别,用热流道可望带来的利益及局限等等。
最近随着塑胶.劳动力成本的提高,促使生产者重新评价其多年所用注塑方法.生产程序。
为求得更高利润,一些公司开始考虑试用热流道系统。
我们为对热流道注塑的优点,对产品及与之相关的专业术语有一定认识是很重要的。
Incoe是全球最大热流道系统生产供应商之一。
我们拥有更丰富的经验和比别厂家更多的标准热流道系统产品,因此,我们是适合于回答有关热流道系统问题权威。
看完此册之后,也许你会有一些我们选册没有包含的问题,不要犹豫,请与我们联系。
1.与传统注塑模相比,热流道系统带来的利益。
2.传统---与直接浇口热流道模口区别。
3.模具成本的分析比较。
4.绝热流道与热流道模具的差别。
5.热流道板模与插发热管板模具比较之差异。
6.Bushigs与Probes差别。
7.热流道系统的改进。
8.从何处得到设计有关热流道系统的信息与帮助。
9.是否所有热流道系统都适合有填充材料?热流道系统对填充材料方面的应用情况。
10.热流道系统对剪切敏感工程塑胶材料的应用情况。
11.温度控制的重要性。
12.热流道系统有用哪些类型的温度控器。
13.哪种类型的温度控器最好。
14.在热流道系统中热量传递.辐射(能)会影响型腔及别的系统的功能吗?15.热流道系统转色的难度易程度。
16.热流道模需流动平衡吗?17.浇口(入水)尺寸之重要性。
18.为什么一些工厂用热流道没问题,而有些工厂用后却麻烦不断。
19.为什么越来越多的生产商采用热流道注塑生产?一.利益利润●优势很多,效益显著.(1)产品质量的改善,生产周期缩短。
(2)节省塑料、不需水口、减少塑胶消耗。
(3)节省劳动力,常常生产自动化,一个操作者可以控制多台机械。
(4)后续加工减少,热流道系统模具无水口,无水口枝需要修剪,产品可直接用手包装或组装,劳动力明显节省。
ashrae a4标准ASHRAE A4标准是ASHRAE(美国供暖、制冷与空调工程师学会)制定的一个重要技术标准,以提供制冷与空调系统的设计、安装、维护和操作的准则。
这一标准包含了很多细节和指导方针,以确保系统的高效性、安全性和可靠性。
下面将对ASHRAE A4标准进行详细介绍。
ASHRAE A4标准着重强调了系统设计的重要性。
根据这一标准,制冷与空调系统的设计应该注重三个关键方面:热负荷计算、系统选择和系统布局。
热负荷计算是指在确定房间或建筑需要多少冷却能力时,考虑周围环境、建筑结构、使用类型等因素。
系统选择则是指根据负荷计算结果选择合适的制冷与空调系统,包括中央空调系统、分体空调系统等。
系统布局则是指在实际安装过程中合理布置系统设备、管道和风道,以确保系统的顺利运行。
在ASHRAE A4标准中,还明确了制冷与空调系统的安装和维护要求。
安装时,应注意设备的正确安装和连接,以及周围环境的适应性等。
维护方面,标准要求对系统进行定期检查和维修,包括清洁空调设备、更换滤网、检查管道和电气系统等。
此外,标准还提供了应急维护的要求和指引,以应对突发情况。
ASHRAE A4标准也考虑了节能与环保的因素。
标准要求制冷与空调系统在设计和运行过程中,应尽可能地减少能源消耗和环境影响。
其中,系统设计方面,标准提供了节能技术和方法的指导,如使用高效设备、优化系统布局等。
运行方面,标准要求系统运行参数的控制和调节,以最大限度地实现能源效益和环境友好。
值得一提的是,ASHRAE A4标准还对制冷与空调系统的操作和管理进行了规范。
标准明确了系统操作的要求,包括设定温度、湿度和风速等参数。
同时,标准也提供了管理指南,包括对系统操作人员的培训要求、记录保留和资料管理等。
这些要求旨在提高系统运行的稳定性和可靠性。
总之,ASHRAE A4标准是一个全面而详细的制冷与空调系统技术标准,在系统设计、安装、维护和操作方面提供了一系列指导方针。
MeltFlipperTM融胶翻转技术图1 多腔模具的不平衡充模可以通过监控和调节模具内的压力和温度、采用特殊的熔体旋转工艺、针阀式浇口以及改进热流道设计等方法加以解决。
图中的瓶盖模具使用了赫斯基通过计算机辅助分析设计出的热流道分流板随着多腔模具的使用日益频繁,以及模腔数量的不断增加,充模不均已成为注塑加工商在生产过程中必须面对和予以解决的问题。
为此,热流道系统供应商及其他一些厂商均推出了各自的解决方案。
这些方案可能基于不同的技术,但它们的目的却是相同的,即实现注塑的均匀充模。
在多腔模具中,塑料熔体达到平衡流动的公认准则是,使熔体从注射点到每一个模腔都具有相同的流动距离。
但是,这种“自然平衡”的多腔模具容易出现非均匀充模的现象,从而导致有的模腔可加工出完好的制品,而有的模腔却只能得到带有缺料、飞边及过度充模等缺陷的制品。
这对于注塑加工商而言虽不是一个新问题,但有迹象表明,这一问题的解决,对于那些原本使用简单模具的注塑加工商而言显得非常重要,因为他们已开始使用更复杂的多腔模具。
然而,并非所有的被访者都同意上述观点。
热流道供应商D-M-E公司的发言人说:“我们看不出更多的充模不平衡问题,主要是因为我们避免了浇口尺寸的改变。
”D-M-E公司为预防制品出现潜在的缺陷,在一套几何形状均衡的模具上反复运用Moldflow软件进行了分析,他们得出的结论是:“即使运用了Moldflow分析软件,你所能做的也只是这些。
假如你改变了浇口位置,之后制品的熔接缝位置也有所变化,这可能是因为剪切力不平衡而导致的变化,因此你不得不改变浇口尺寸来予以补偿。
”然而,D-M-E公司建议,尽量不要进行这样的改动,因为改变浇口尺寸意味着模具加工窗口的缩小。
图2 Beaumont公司的MeltFlipper技术专用于解决模具不平衡的问题。
iMARC是其最新型号,可通过对模具分型线的简单调节来改变熔体的旋转程度大多数被访者都认为,多腔模具的不平衡充模确实已成为近年来的一个热议话题。