碳钢氩电联焊焊接工艺卡(对接)
- 格式:doc
- 大小:2.37 MB
- 文档页数:10
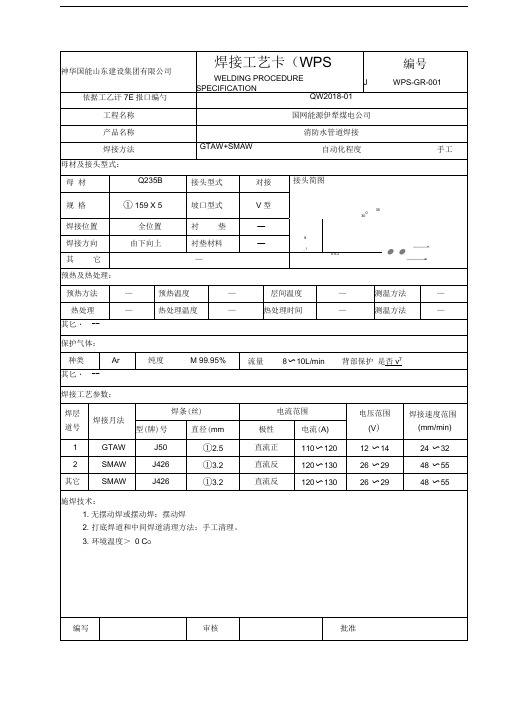

焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。

1.氩一电联焊焊接工艺A、“氩一电弧焊”所需的设备及工具-400ST等,但高频引弧装置容易焊机最好选用带有高频引弧装置的氩弧/电弧焊两用焊机,ZX7老化、损坏,焊枪也因为带有控制开关而显得较重。
所以,实际上简易氩弧装置更被广泛应用,它只需要1台直流焊机和一套焊枪装置即可。
它的优点是设备价格低廉,操作简单,缺点是因为刮擦引弧,容易损伤钨极和产生夹钨。
焊枪应选用气冷式氩弧焊机,因为它具有重量轻,结构简单,接管线方便等优点,而水冷式焊枪因为有冷却水管路而显得笨重,同时必须有畅通的冷却水,所以在安装现场基本不用水冷焊枪。
气冷焊枪的选择应根据所用的电流而定,压力管道的焊接在一般85~150。
氩气流量计选用AT-15或AT-30,其作用是将瓶内高压降低至焊接时所用的低压,并保持稳定的流量。
除此之外,还需要配备磨光机、卡管器、锉刀、砂纸、白布、丙酮等组对和清洗的工具和物品。
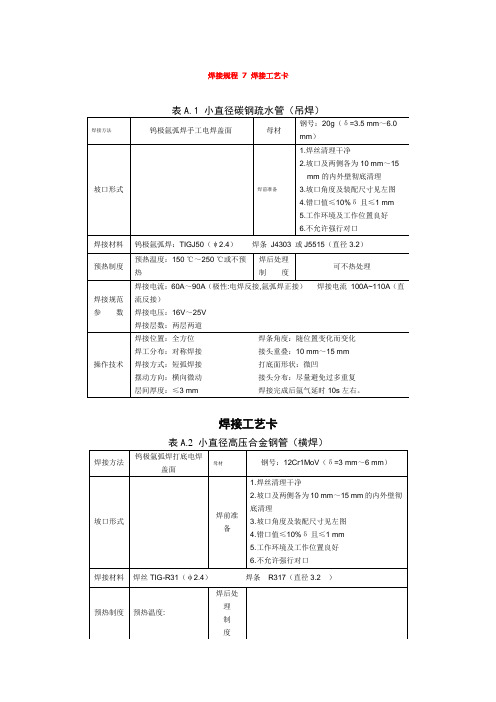
管子组对前,管端要用机加工手段制成V形坡口。
坡口两侧10-20㎜范围内的铁锈应用磨光机或锉刀清除干净,直至露出金属光泽,并用丙酮清洗,去除油污和水分。
D、定位焊定位时,先用卡管器将待焊的两管固定、校直,使其同心,然后用氩弧焊点固。
定位焊缝位置时在时种的3、9、12点,长度10-15㎜,厚2-3㎜。
定位焊缝是正式焊缝的一部分,要与正式焊缝同等对待,其工艺见氩弧焊接工艺。
同时由于点固时工件温度低,卡固也不是特别牢,所以更易产生缺陷,因而更应引起重视,发现缺陷,要磨掉重焊。
E、氩弧焊打底焊接工艺1)工艺参数:钨极伸出长度68㎜;氩气流量8-9L/min;焊接电流90-100A ;电压15V左右。
~2)引弧:若焊机带有高频引弧装置,将焊机的钨极端头对准坡口根部,逐渐接近母材,打开开关,电弧即刻引燃:无引燃装置时,应在坡口外径轻轻将钨极与母材刮擦引弧,然后将电弧拉至坡口内。
水平管口一般分左右两半圈进行焊接,先焊右半圈,后焊左半圈。
3)引弧后,控制弧长在2-3㎜,对坡口根部两侧加热,待纯边熔化形成熔池后,即可填丝焊接。

焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。