碳钢管道焊接工艺卡
- 格式:doc
- 大小:178.00 KB
- 文档页数:4
碳钢管道焊接工艺规程公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-碳钢管道焊接工艺指导书1 范围本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。
2 规范性引用文件GB 50235-97 《工业金属管道工程施工及验收规范》GB 50236-98 《现场设备、工业管道焊接工程施工及验收规范》《焊工技术考核规程》3 先决条件3.1 材料3.1.1 母材进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证明书或材质复验报告。
3.1.2 焊接材料(以下简称焊材)3.1.2.1 进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。
3.1.2.2 施工现场的焊材二级库已建立并正常运行。
焊材的管理按《焊接材料管理规范》规定要求执行。
3.2 主要设备及工具3.2.1 设备焊机等设备完好,性能可靠。
计量仪表正常,并经检定合格且有效。
3.2.2 工具角向磨光机、钢丝刷、凿子、榔头等焊缝清理与修磨工具配备齐全。
3.3 焊接工艺评定按相应规程、标准规定的要求已完成。
3.4 焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持证项目。
3.5 焊接环境3.5.1 施焊环境应符合下列要求:3.5.1.1 施焊环境温度应能保证焊件焊接时所需的足够温度和焊工操作技能不受影响;3.5.1.2 风速:手工电弧焊小于8m/s,气体保护焊小于2m/s;3.5.1.3 焊接电弧在1m范围内的相对湿度小于90%。
3.5.2 焊件表面潮湿、覆盖有冰雪,或在下雨、下雪、刮风期间,必须采取挡风、防雨、防雪、防寒和预加热等有效措施。
无保护措施,不得进行焊接。
4 焊接工艺流程焊接工艺流程见图1。
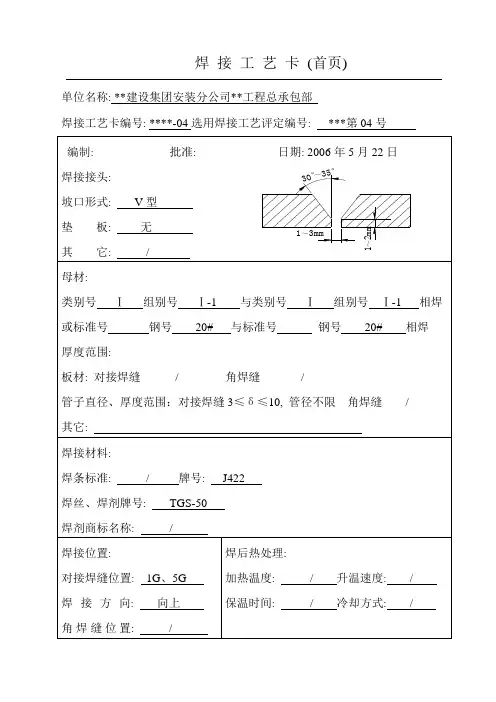
5 工艺要点5.1 坡口加工5.1.1 管道的坡口形式和坡口尺寸应按设计文件或焊接工艺规定要求进行。
5.1.2 不等厚对接焊件坡口加工应符合《工业金属管道工程施工及验收规范》规定要求。
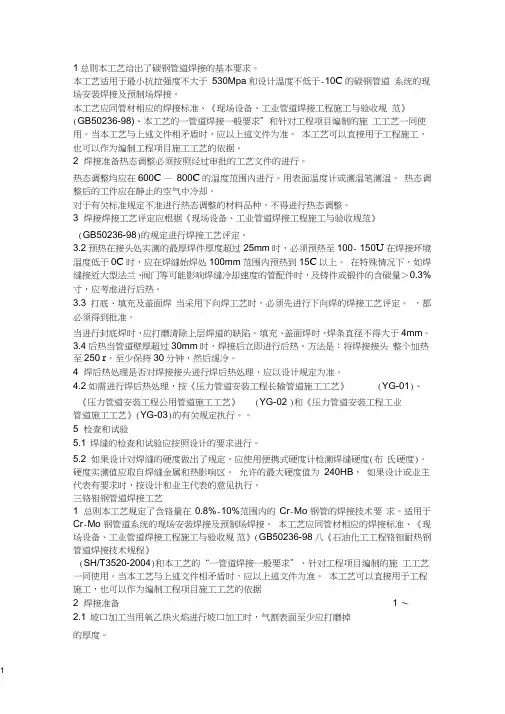
1总则本工艺给出了碳钢管道焊接的基本要求。
本工艺适用于最小抗拉强度不大于530Mpa和设计温度不低于-10C的碳钢管道系统的现场安装焊接及预制场焊接。
本工艺应同管材相应的焊接标准、《现场设备、工业管道焊接工程施工与验收规范》(GB50236-98)、本工艺的一管道焊接一般要求”和针对工程项目编制的施工工艺一同使用。
当本工艺与上述文件相矛盾时,应以上述文件为准。
本工艺可以直接用于工程施工,也可以作为编制工程项目施工工艺的依据。
2 焊接准备热态调整必须按照经过审批的工艺文件的进行。
热态调整均应在600C —800C的温度范围内进行。
用表面温度计或测温笔测温。
热态调整后的工件应在静止的空气中冷却。
对于有关标准规定不准进行热态调整的材料品种,不得进行热态调整。
3 焊接焊接工艺评定应根据《现场设备、工业管道焊接工程施工与验收规范》(GB50236-98)的规定进行焊接工艺评定。
3.2预热在接头处实测的最厚焊件厚度超过25mm时,必须预热至100- 150U 在焊接环境温度低于0C时,应在焊缝始焊处100mm范围内预热到15C以上。
在特殊情况下,如焊缝接近大型法兰、阀门等可能影响焊缝冷却速度的管配件时,及铸件或锻件的含碳量>0.3%寸,应考虑进行后热。
3.3 打底、填充及盖面焊当采用下向焊工艺时,必须先进行下向焊的焊接工艺评定。
,都必须得到批准。
当进行封底焊时,应打磨清除上层焊道的缺陷。
填充、盖面焊时,焊条直径不得大于4mm。
3.4后热当管道壁厚超过30mm时,焊接后立即进行后热。
方法是:将焊接接头整个加热至250 r,至少保持30分钟,然后缓冷。
4 焊后热处理是否对焊接接头进行焊后热处理,应以设计规定为准。
4.2如需进行焊后热处理,按《压力管道安装工程长输管道施工工艺》(YG-01)、《压力管道安装工程公用管道施工工艺》(YG-02 )和《压力管道安装工程工业管道施工工艺》(YG-03)的有关规定执行。
5 检查和试验5.1 焊缝的检查和试验应按照设计的要求进行。
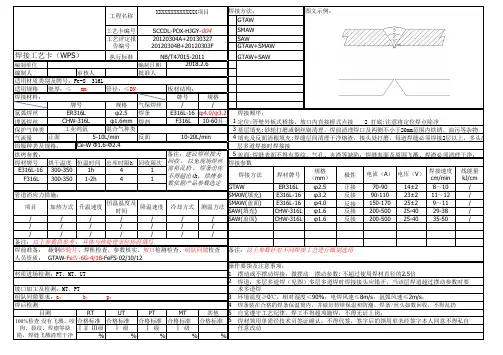
碳钢管道焊接及热处理工艺要求最终版(总2页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21 year.March碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚<4mm时,采用钩极氮弧焊,管道壁厚>4mm时,采用氨电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100〜200°C,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0°C时,在始焊处100mm范围内应预热到15°C以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略拓于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛刺、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19〜29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚>30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前•进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600〜650°Co3、热处理工艺参数升温过程中对300°C以下可不控制;升温至300°C后,升温速度应按5125/6°C/h计算,且不应大于220°C/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2〜2.5min,且不得少于30min。
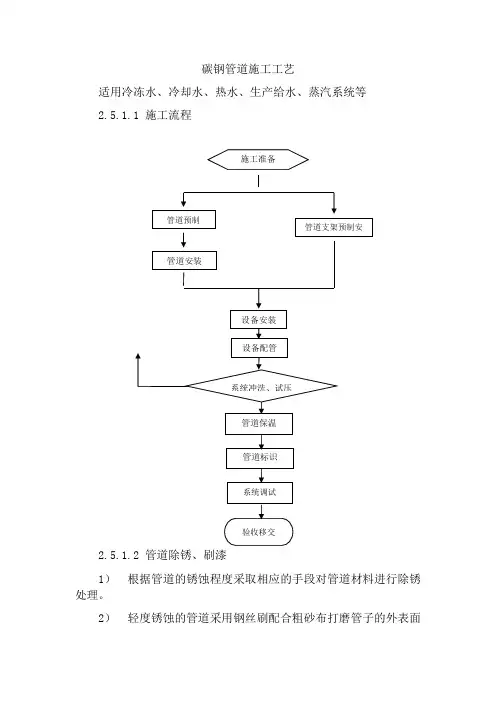
碳钢管道施工工艺适用冷冻水、冷却水、热水、生产给水、蒸汽系统等 2.5.1.1 施工流程2.5.1.2 管道除锈、刷漆1) 根据管道的锈蚀程度采取相应的手段对管道材料进行除锈处理。
2)轻度锈蚀的管道采用钢丝刷配合粗砂布打磨管子的外表面至见金属色为止。
3)重度锈蚀的管道采用喷砂处理去处管道外表面的锈蚀层。
4)对于管道内部锈蚀较重的管材可采用拖曳钢丝球的手段进行除锈处理。
5)除锈完成后立即进行管道外表面涂一度防锈漆工序。
6)防锈漆要求:醇酸红丹防锈漆(或醇酸铁红防锈漆)、醇酸稀料。
7)打开油漆桶前,先将油漆桶在地上滚动,使桶内油漆质地均匀。
然后根据气温等环境条件以及手段(刷漆或喷漆)不同,将油漆倒入小容器调配成合适的浓度,油漆过稀或过抽稠都将影响刷(喷)漆的效果。
8)管道两端均留出50~60mm长不刷漆,待焊接工序完成后补刷。
9)已经刷防锈漆的管道材料在存放过程中,要注意防止垫起存放,避免再度锈蚀。
2.5.1.3管道预制1)管道预制应在平台上或平整的硬化预制场地进行,预制尺寸按修正的管段图进行,并留有调整余地,保证运输和吊装条件,标上标示,敞口要及时封堵,避免污染。
2)预制组合段应有足够的刚度与强度,否则应有临时加固措施,必要时应标出吊装索具捆扎点的位置。
2.5.1.4管道切割1)当管道直径<DN25时,可采用手锯或割刀切割。
2)当管道直径≤DN150时,采用砂轮切割机进行切割。
3)当管道直径≥DN200时,采用氧-乙炔火焰切割,但必须氧化铁清理干净,管端打磨平整。
2.5.1.5管道焊接1)管径≥50mm手工电弧焊焊接。
2)管径≤50mm的碳钢管道可采用气焊(氧气乙炔焊接)或氩弧焊接或手工电弧焊。
2.5.1.5.1焊接坡口的加工➢坡口可采用坡口机、手提砂轮机、角磨机、锉刀等进行加工,对于大直径管道也可采用氧-乙炔火焰切割进行预加工,但是氧-乙炔火焰切割后必须经过打磨,去除火焰切割表面的氧化层,使坡口整齐。
碳钢管道焊接及热处理工艺要求最终版碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于 220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
4、热处理范围焊后热处理时,以焊缝中心为基准,每侧在焊缝宽度的3倍以上,且不小于25mm,加热范围以外的100mm范围内应予以保温,且管道端口应封闭。

碳钢管道焊接施工工艺标准QJ/JA0607-20061.目的为了规范公司压力管道焊接施工工艺,保证焊接质量,特制定本工艺标准。
2.适用范围本工艺标准适用于公司承接的碳钢管道焊接施工。
焊接方法包括:钨极氩弧焊、焊条电弧焊、埋弧自动焊等。
本工艺标准与下列技术条件同时使用:a)产品图样;b)有关焊接技术条件。
3.引用标准GB50236 《现场设备、工业管道焊接工程施工及验收规范》QJ/JA113.1 《一级库焊接材料管理制度》QJ/JA113.2 《二级库焊接材料管理制度》QG/JA33.01 《压力管道安装质量保证手册》《锅炉压力容器压力管道焊工考试与管理规则》4.施工准备:4.1焊工要求焊工必须预先经过焊接基本知识和操作技能培训,并按《锅炉压力容器压力管道焊工考试与管理规则》进行考试,取得相应焊接方法、钢材种类、厚度、焊缝位置的特种设备作业人员资格项目,方能上岗施焊。
4.2 机具要求4.2.1焊接设备满足焊接工艺要求,电流表、电压表等仪表处于正常工作状态。
4.2.2 焊工所用的焊条保温筒、角向磨光机、刨锤、钢丝刷齐全。
4.3 材料要求4.3.1焊接材料应有产品质量证明书,并符合相应标准的规定。
有受潮、雨淋、破损现象的焊条不得入库。
4.3.2 焊条必须在干燥通风良好的室内仓库中存放。
施工现场应配有符合要求的固定或移动焊条库。
焊条的贮存与保管按QJ/JA113.1《一级库焊接材料管理制度》中的规定执行。
4.3.3 焊条使用前必须烘干,烘干工艺和领用要求按QJ/JA113.2《二级库焊接材料管理制度》中的有关规定执行。
4.3.4 焊丝使用前,应去除表面的油、锈等污物。
4.3.5氩气纯度要求在99.95%以上。
4.4环境要求4.4.1焊接环境出现下列任一情况时,须采用有效的防护措施,否则禁止施焊。
a)风速:气体保护焊时大于2m/s,其它焊接方法大于10m/s;b)相对湿度大于90%;c)雨雪环境;d)焊件温度低于-20℃;4.4.2 当焊件温度为0~-20℃时,应在始焊处100mm范围内预热到15℃以上。
碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
4、热处理范围焊后热处理时,以焊缝中心为基准,每侧在焊缝宽度的3倍以上,且不小于25mm,加热范围以外的100mm范围内应予以保温,且管道端口应封闭。
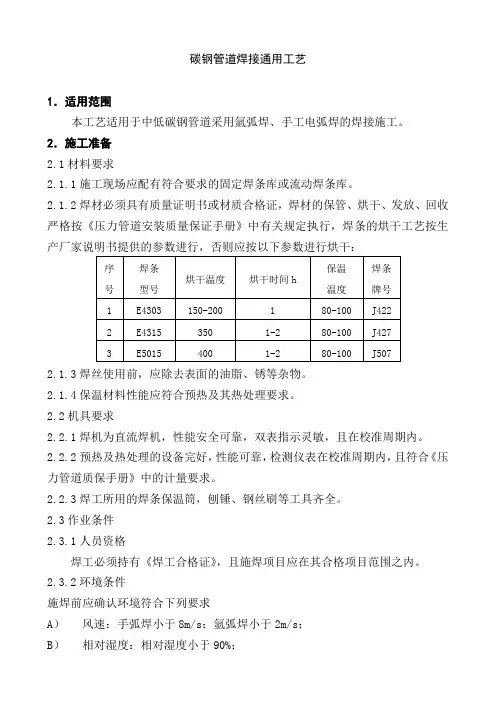
工业管道碳钢焊接工艺标准1、使用范围:本工艺标准适用于承建工程中的碳钢16Mn等非低温钢管材类采用氩弧焊和焊条电弧焊的焊接。
2、施工准备2.1材料要求:2.1.1施工现场应配有符合要求的固定焊条库或流动焊条库。
2.1.2焊材必须具有质量证明书或材质合格证,焊材的保管、烘干、发放、回收严格按《压力管道质保手册》中有关规定执行,焊条的烘干工艺按生产厂家说明书提供的参数进行,如无则按以下参数进行烘干:2.1.3焊丝使用前,应去除表面的油脂、锈等杂物。
2.1.4保温材料性能应符合预热及其热处理要求。
2.2机具要求:2.2.1焊机为直流焊机,焊机完好、性能可靠、双表指示灵敏。
2.2.2预热及热处理的设备完好,性能可靠,检测仪表在校准周期内2.2.3焊工所用的焊条保温筒,刨锤、钢丝刷齐全。
2.2作业条件2.2.1人员资格:焊工必须持有相应施焊对象的合格证。
2.3.2环境条件:施焊前应确认环境符合下列要求:a )风速:焊条电弧焊小于8m)ZS;氩弧焊小于2m/Sb )相对湿度:相对湿度小于90%c )坏境温度:当环境温度小于0C时,对不预热的管道焊接前应在始焊处预热15C以上,当环境温度低于-10 C时,必须采取保暖措施。
当坏境条件不符合上述要求时,必须采取挡风、防雨等有效保护措施。
3、焊接3.1焊接坡口形式及对口要求见:QDICC/QB126-20023.2组对时质量要求:内壁整齐,其错口量不超过下列规定:SHA 级管道小于0.5mmSHB级管道不超过1mm其它管道小于1.5mm。
组对前应打磨坡口及两侧各20mm范围内油污、铁锈等,直至露出金属光泽。
3.3焊接方法:1 )管径小于等于DN50的采用氩弧焊进行焊接;2 )管径大于DN50的管道采用氩弧焊打底,焊条电弧焊盖面。
3 )承插或角焊缝采用焊条电弧焊进行焊接。
4 )对有熔透性要求的接管焊缝采用氩弧焊打底、焊条电弧焊盖面,对非熔透性接管焊缝采用焊条电弧焊进行焊接。
焊工试题库(含答案)一、选择题1. 下列哪种焊接方法属于熔化焊接?(A)A. 气体保护焊B. 钎焊C. 摩擦焊D. 气割答案:A2. 焊条电弧焊的电源种类为?(B)A. 直流电源B. 交流电源C. 交直流电源D. 以上都对答案:B3. 焊接电流的选择主要取决于?(D)A. 焊条直径B. 焊件厚度C. 焊接速度D. 以上都对答案:D4. 下列哪种焊接方法适用于不锈钢管道的焊接?(C)A. 手工电弧焊B. 气体保护焊C. 氩弧焊D. 钎焊答案:C5. 焊接过程中,下列哪种现象属于焊接缺陷?(A)A. 气孔B. 焊缝余高C. 焊缝宽度D. 焊缝成型答案:A二、填空题1. 焊接是一种利用________(热量)将金属或其他材料局部加热至熔融状态,使其熔接在一起的方法。
答案:热量2. 气体保护焊的气体主要有________(氩气)、________(二氧化碳)等。
答案:氩气、二氧化碳3. 焊接安全主要包括________(防火)、________(防爆)、________(防毒)、________(防辐射)等方面。
答案:防火、防爆、防毒、防辐射4. 焊接接头的基本形式有________(对接接头)、________(角接接头)、________(搭接接头)、________(T形接头)等。
答案:对接接头、角接接头、搭接接头、T形接头5. 焊接缺陷主要包括________(气孔)、________(夹渣)、________(未焊透)、________(裂纹)等。
答案:气孔、夹渣、未焊透、裂纹三、判断题1. 焊接电流越大,焊接速度越快。
(×)2. 焊条直径越大,焊接电流越小。
(×)3. 氩弧焊适用于不锈钢、铝、铜等有色金属的焊接。
(√)4. 焊接过程中,氩气流量越大,保护效果越好。
(×)5. 焊接缺陷会影响焊接接头的力学性能和使用寿命。
(√)四、简答题1. 简述焊接电流对焊接质量的影响。