钳工技术第4章_錾削、锯削、锉削
- 格式:ppt
- 大小:1.31 MB
- 文档页数:61
第四章金属锉削锉削是钳工工作的主要操作之一。
锉削的目的,就是通过用锉刀从工件表面锉掉一层金属,使工件达到需要的尺寸、形状和表面光洁度。
由于工件材料的性能、形状和光洁度的要求不同,使用的锉刀种类相应也不同。
因此,熟悉各种锉刀的性能,才能够做到合理运用。
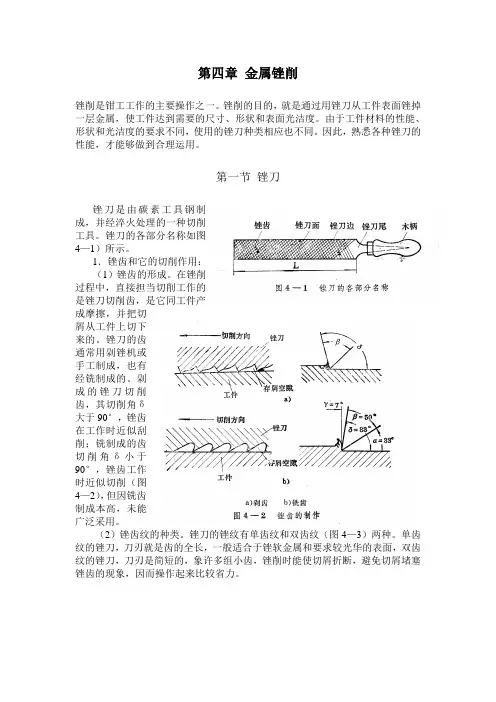
第一节锉刀锉刀是由碳素工具钢制成,并经淬火处理的一种切削工具。
锉刀的各部分名称如图4—1)所示。
1.锉齿和它的切削作用:(1)锉齿的形成。
在锉削过程中,直接担当切削工作的是锉刀切削齿,是它同工件产成摩擦,并把切屑从工件上切下来的。
锉刀的齿通常用剁锉机或手工制成,也有经铣制成的。
剁成的锉刀切削齿,其切削角δ大于90°,锉齿在工作时近似刮削;铣制成的齿切削角δ小于90°,锉齿工作时近似切削(图4—2),但因铣齿制成本高,未能广泛采用。
(2)锉齿纹的种类。
锉刀的锉纹有单齿纹和双齿纹(图4—3)两种。
单齿纹的锉刀,刀刃就是齿的全长,一般适合于锉软金属和要求较光华的表面,双齿纹的锉刀,刀刃是简短的,象许多组小齿,锉削时能使切屑折断,避免切屑堵塞锉齿的现象,因而操作起来比较省力。
(3)锉齿的粗细。
锉齿的粗细,决定于齿纹的间隙和角度,见表4—1)。
通常使用的锉刀,面齿角和底齿角的角度是不相同的,因而前后锉齿排列渐向一边倾斜,锉出来的表面也就光滑。
2.锉刀的种类及其用途:见表4—2)。
第二节锉刀的操作技术在锉削的时候,同是选择一样的锉刀,为什么老师傅锉出来的工件既平整又光滑,而初学者锉削出来的工件平面却成了“鼓”形呢?这是因为,老师傅在长期的生产实践中总结了锉削姿势和锉削力的经验,并运用这些经验于生产时间的结果。
1.锉刀的拿法:各种锉刀的拿法,随着锉刀的大小及使用情况而有所区别。
使用锉刀时,一般用右手的大拇指放在锉刀柄上,其余四指则从下面托着并用力紧握着锉刀柄;左手持锉位置则根据锉削用力轻重而异,重锉时,左手大拇指的根部恰好放在锉尖上,其余四指弯放在下面(图4—4左);细锉时,左手如图4—4)右上所示的姿势操作,较为灵活,极轻微的锉削时,可不用左手持锉刀(图4—4右下),只用右手食指压在锉刀上面。


钳工培训锯割篇一、锯割1、用手锯对材料或工件进行切断或切槽的操作称为锯割。
2、手锯的构造:弓架、锯柄、锯条、蝶形螺母等3、锯弓分为固定式和可调式;锯条:一般用碳素工具钢或合金钢制成,并经淬火硬化,长度一般为300mm,宽度为10-25mm ;锯路:在制作锯条时,使锯齿按一定规律左右错开排列成一定形状,有交叉式和波浪式,作用是使锯缝的宽度大于锯齿齿背的厚度、减小了锯逢对锯条的摩擦力,从而减少夹具现象,使锯割省力。
4、锯条的选择:锯条按锯齿分为粗齿、中齿、细齿:软材料或切割面较大的工件用粗齿的,具体见表二、锯割的操作要领1、锯割动作要领。
锯割动作根据两手臂运动的形式分为直线往复式和小幅度摆动式两种。
1)直线往复式动作要领,推锯时身体与手锯同时向前运动;回锯时身体靠锯割时的反作用力回移,两手臂控制锯条平直运动。
对锯缝底面要求平直的锯割,应采用此运动形式。
2)小幅度摆动式动作要领,身体运动与直线往复式时,推锯时前手臂上提,后手臂下压;反之,回锯时后手臂上提,前手臂向下,使锯弓形成小幅度摆动,此运动形式,动作自然,不宜疲劳,锯割时采用较多。
三、锯割的操作方法1、工件一般夹持在虎钳左侧,距钳口5~10mm,锯割线与钳口端面平行。
2、起锯方法:起锯的好坏,直接影响锯割质量。
起锯方法有远起锯和近起锯两种。
起锯时,左手拇指靠住锯条,起锯角度约15度左右,要求有3-4个齿接触工件,一般多采用远起锯,这种起锯方法便于观察锯割线、锯齿不易卡住。
起锯时的基本要求是:行程短、压力小、速度慢、起锯角度正确。
3、锯割切削力、频率和行程1)锯割切削力的运用:锯割切削力F是一个合力,由向前的推力F1和向下的压力F2组成,推锯时为切削行程,锯条在切削力F的作用下去除材料。
因此,应施加推力和压力,工件将要锯断时,推力和压力都应减小,向后拉锯时为返回行程,全程不起切削作用,所以不应施加压力。
2)锯割频率:锯割时的频率主要根据材料的硬度来确定。
广东省技工学校文化理论课教案(首页)(代号A—3)共4页审阅签名:教学过程:一、导课1、提问钳工的主要任务:加工零件、装配、设备维修、工具的制造和修理。
2、讲述钳工在生产制造过程中发挥的重要作用:机械切削加工半成品钳工手工操作成品二、新课§3-2錾削、锯削与锉削(一)、錾削——用手锤打击錾子对金属工件进行切削加工。
作用:去除毛坯上凸缘、毛刺、分割材料、錾削平面等不便机械加工的操作。
1、錾削工具:手锤和錾子(1)、手锤锤头:碳素工具钢,淬硬处理,HRC45~50,规格大小以重量表示;组成木柄:檀木,葫芦形,截面椭圆形;楔子:铁材料,带倒刺。
(2)錾子①材料:碳素工具钢淬火处理 HRC 56~62头部:锥度,顶端略带球形,工作时锤点集中,不易偏斜;②组成錾身:八棱形,工作时防止转动,錾削顺利准确;切削部分:楔形,有两对称刀面。
③錾子的种类及用途(表3-1)a、扁錾:錾削平面、分割材料、去毛刺;b、尖錾:錾削沟槽、分割曲形板料;c、油槽錾:錾削润滑油槽。
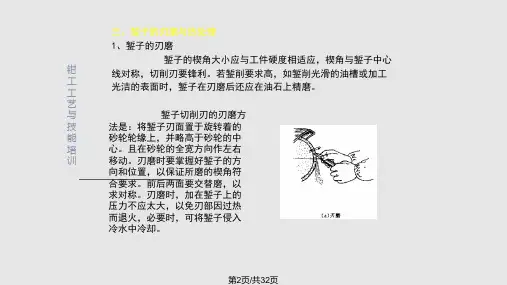
2、錾削角度(錾削原理):——前刀面与后刀面之间的夹角。
(1)楔角β①作用:楔角越小,錾切越省力。
分 过大:錾切费力,錾切表面不平整; 析 过小:刃口薄弱,强度降低,容易崩损。
②角度: 硬材料:60°∼70°; 中等硬度:50°∼60° 软材料:30°∼50°。
(2)后角α0—— 錾子后刀面与切削平面之间的夹角。
①作用:减少錾子后刀面与切削平面之间的磨擦,引导錾切顺利。
分 过大:錾子切入过深,錾切困难; 析 过小:錾子容易滑出工作表面。
②角度:5°∼8°。
(3)前角γ0—— 錾削时錾子前刀面与基面之间的夹角。
①作用:减少錾削时切屑变形,使切削省力。
前角越大,切削越省力。
②角度:γ0= 90°-β0-α0 3、錾切方法 ①正确使用台虎钳;② 保持正确錾削姿势和挥锤速度,做到“稳、准、狠”; ③ 从工件边沿处起錾,向下倾斜,錾出小斜面后正常錾削; ④尽头处掉头錾削。
钳工工艺学第一章钳工概述一、填空题1、钳工大多是用(工具)并经常在(台虎钳)上进行手工操作的一个工种。
2、当机械设备产生(故障)、出现(损坏)或长期使用后精度(降低),影响使用时,就要通过(钳工)进行维护和修理。
3、钳工必须掌握的基本操作有:划线、(錾削)、(锯削)、(锉削)、钻孔、扩孔、锪孔、铰孔、攻螺纹与(套螺纹)、刮削与(研磨)、矫正与(弯形)、铆接与(钎焊)、装配、技术测量与简单的(热处理)等。
4、钳工是起源最早、技术性最强的工种之一,其主要任务为:在工件上(划线),(加工零件),机器的(装配)和调试,设备的安装和(维修),以及工具的(制造)和(修理)。
5、钳工常用的设备有(钳工台)、(台虎钳)、砂轮机、(台钻)、立钻等。
6、台虎钳是用来夹持工件的通用夹具,其规格是用(钳口宽度)表示。
二、判断题(对的画√,错的画×)1、机器上所有;零件都必须进行机械加工。
(×)2、零件毛坯的制造方法有锻造、铸造和焊接等。
(√)3、可有机械加工方法制作的零件,都可由钳工完成。
(×)4、普通钳工主要从事工具、模具、夹具、量具及样板的制作和修理工作。
(×)5、对台虎钳丝杆、螺母等活动表面,应经常清洁、润滑防止生锈。
(√)6、砂轮起动后,可以不用等砂轮旋转平稳后再开始磨削。
(×)7、磨削过程中,操作者应站在砂轮的侧面或斜对面,而不要站在正对面。
(√)8、台虎钳有固定式和活动式两种。
(×)9、钳口上的交叉网纹是防止工件滑动,使装夹可靠为目的的。
(√)10、在台虎钳上强力作业时,力的方向应朝活动钳身。
(×)11、磨削时,操作者为便于工作应站在砂轮机的侧面或对面。
(×)三、简述题1、钳工在机器制造业中,担负着哪些主要任务?答:钳工的主要任务有加工零件,机器的装配与调试,设备的安装与维修,以及工具的制造和修理等。
2、钳工的特点有哪些?答:加工灵活方便,能够加工形状复杂和高精度的零件;工具简单,制造刃磨方便,材料来源充足,投资小成本低;劳动强度大,生产效率低,加工质量不稳定,对工人技术水平要求高。