刨花板生产工艺及设备简介
- 格式:pdf
- 大小:209.34 KB
- 文档页数:15
刨花板生产工艺刨花板是一种常用的建筑材料,广泛应用于家具、地板、装修等领域。
它由木材经过刨刀切削而成,具有一定的强度和韧性。
下面将介绍一下刨花板的生产工艺。
刨花板的生产主要分为原材料准备、切削工艺、干燥处理和涂装加工等几个环节。
首先是原材料准备。
刨花板的原材料一般是软木或锯末。
这些木材通过加工后成为木片,木片的质量和尺寸直接影响刨花板的品质。
因此,在原材料准备过程中,需要对木材进行筛选、修整和清洁等工作,确保木片的质量优良。
接下来是切削工艺。
刨花板的切削工艺是通过刨刀将木片切成一定的厚度和宽度。
首先,将木片按一定的顺序粘贴在一起,形成木坯;然后,将木坯送入刨刀机中进行切削。
刨刀机的切削过程中,刨刀会往返切削木坯,摩擦产生的热量会将木坯中的胶粘物质熔化,使木材粘合在一起。
同时,刨刀的切削力还会将木材表面切成刨花,并使切削物质和木胶混合在一起,形成刨花板的特殊结构。
切削后的刨花板需要进行干燥处理。
干燥是为了去除木材中的水分,防止刨花板在后续使用过程中因吸湿而导致的扭曲、开裂等问题。
刨花板的干燥处理一般采用热风循环干燥法,即通过热风对刨花板进行加热和干燥。
在干燥过程中,要控制好温度和湿度,避免刨花板变形和裂纹的发生。
最后是涂装加工。
刨花板通常需要进行涂装,以增加其防潮、耐磨和美观性。
涂装工艺一般包括底漆、面漆和涂层三个环节,底漆用于加强刨花板的防潮性能,面漆用于增加刨花板的美观性,涂层用于增加刨花板的耐磨性。
涂装过程中,需要注意涂装剂的选择和施工工艺的控制,以保证刨花板的质量和使用性能。
总的来说,刨花板的生产工艺包括原材料准备、切削工艺、干燥处理和涂装加工等几个环节。
这些工艺的细节和控制对于刨花板的质量和性能有着重要的影响。
生产厂家需要严格掌握每个环节的技术要求和操作规程,以提高刨花板的质量和竞争力。
同时,刨花板的使用者也要选择正规厂家生产的高质量产品,以确保使用过程中的安全和可靠性。
刨花板生产工艺流程图
刨花板是一种常见的木质板材,广泛应用于家具制造、建筑装
饰等领域。
其生产工艺流程复杂,需要经过多道工序才能完成。
下
面将详细介绍刨花板的生产工艺流程图。
首先,原料准备。
刨花板的原料主要是木材,包括松木、柳木、桦木等。
这些木材需要经过去皮、锯切等工序,将其加工成符合生
产要求的木片。
接下来是木片干燥。
木片需要进行干燥处理,以降低含水率,
提高木材的稳定性和耐久性。
通常采用烘干机或干燥窑进行干燥,
确保木片的含水率符合生产标准。
然后是木片分级。
经过干燥处理的木片需要进行分级,根据木
片的大小、厚度和质量等因素进行分类,以便后续的成型工序。
接着是刨花板成型。
将分级后的木片送入刨花机进行刨花,刨
花机会将木片刨成薄片状,然后将这些薄片进行热压,使用胶水将
其粘合成刨花板的原型。
随后是刨花板修整。
经过热压成型的刨花板需要进行修整,修
剪边角,修平表面,确保刨花板的平整度和规格尺寸符合要求。
最后是刨花板包装。
经过修整的刨花板需要进行包装,通常采
用塑料薄膜包装或纸箱包装,以保护刨花板不受潮、变形和损坏。
以上就是刨花板的生产工艺流程图。
通过上述工序,原料经过
加工、干燥、成型、修整和包装等环节,最终生产出符合标准的刨
花板产品。
这一生产流程需要严格控制每个环节的质量和工艺要求,以确保生产出高质量的刨花板产品,满足市场需求。
刨花板生产工艺流程
刨花板生产工艺流程:
1. 选材与原料准备:选择适合生产刨花板的木材,常用的有松木、桦木等。
木材经过除杂、修整,然后进行切割和磨皮处理。
2. 制造刨花:将经过修整的木材放入刨花机中,刨花机通过旋转刀片将木材刨成薄片,形成刨花。
刨花的厚度通常在0.5毫
米至3毫米之间。
3. 混合刨花料:将刨花和胶合剂混合在一起,通常使用的胶合剂有尿素醛胶、酚醛胶等。
通过搅拌机将刨花和胶合剂充分混合均匀。
4. 压制与加热:将混合好的刨花料放入刨花板机器中,机器会将刨花料在成型模具中进行压制。
同时,通过加热装置将模具中的刨花料加热,促使胶合剂发生化学反应,并使刨花板表面变得光滑。
5. 控制湿度:经过压制和加热后,刨花板会含有一定的湿度。
为了保证刨花板的质量和稳定性,需要对其进行控制湿度的处理。
常用的方法包括高温烘干和自然晾晒。
6. 刨花板修整:经过控制湿度后,刨花板会有一定的缺陷如凹凸不平、边角不齐等需要进行修整。
通常使用修边机进行修整,将刨花板的边角修整成规则的形状。
7. 砂光和上漆:经过修整后,刨花板需要进行砂光处理,使其表面更加光滑。
然后进行上漆,常用的漆有油性漆和水性漆,可根据需求选择。
8. 检验与包装:经过砂光和上漆后,对刨花板进行严格的检验,包括尺寸、质量等方面的检查。
合格的刨花板进行包装和出厂。
以上就是刨花板的生产工艺流程,通过以上的流程可以生产出高质量的刨花板。
刨花板广泛应用于家具制造、建筑装饰等领域,具有环保、耐用、美观等优点。
简述刨花板生产工艺流程
刨花板是以木材为原料,经过加工而制成的一种板材,广泛应用于家具、建筑、装饰等行业。
其生产工艺流程如下:
1. 原料处理:将木材进行去皮、锯成规定尺寸的木块。
2. 刨花:将木块放入刨花机中,经过旋转的刀片将其刨成薄片。
3. 干燥:将刨花状的木片放入烘干室中进行干燥,使其水分含量控制在一定范围内。
4. 调制胶液:将适量的胶水加入到干燥后的木片中,搅拌均匀。
5. 热压成型:将调制好的木片放入热压机中,通过高温高压将其压成板状。
6. 切割成型:将压成的刨花板进行切割,按照客户要求的尺寸进行裁剪成型。
7. 削边、打孔:对切割成型后的刨花板进行边角修整、打孔等加工。
8. 包装:对加工好的刨花板进行包装,以防止运输过程中受损。
以上便是刨花板的生产工艺流程,每一步骤都各自紧密相连,协同作用,从而最终完成整个生产制造过程。
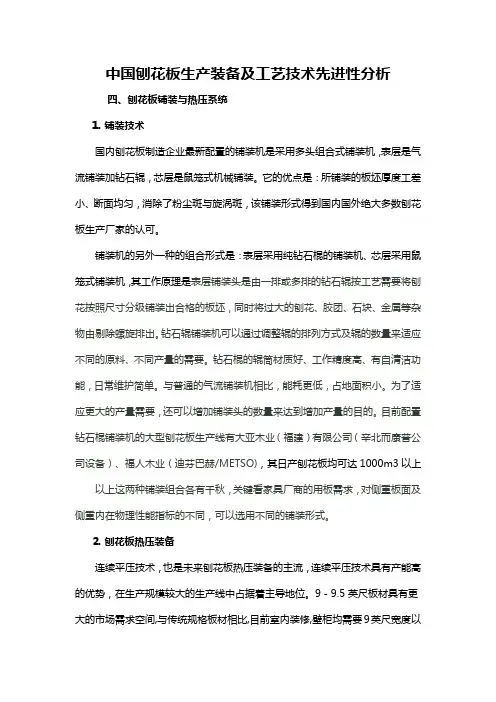
中国刨花板生产装备及工艺技术先进性分析四、刨花板铺装与热压系统1.铺装技术国内刨花板制造企业最新配置的铺装机是采用多头组合式铺装机,表层是气流铺装加钻石辊,芯层是鼠笼式机械铺装。
它的优点是:所铺装的板坯厚度工差小、断面均匀,消除了粉尘斑与旋涡斑,该铺装形式得到国内国外绝大多数刨花板生产厂家的认可。
铺装机的另外一种的组合形式是:表层采用纯钻石棍的铺装机、芯层采用鼠笼式铺装机,其工作原理是表层铺装头是由一排或多排的钻石辊按工艺需要将刨花按照尺寸分级铺装出合格的板坯,同时将过大的刨花、胶团、石块、金属等杂物由剔除螺旋排出。
钻石辊铺装机可以通过调整辊的排列方式及辊的数量来适应不同的原料、不同产量的需要。
钻石棍的辊筒材质好、工作精度高、有自清洁功能,日常维护简单。
与普通的气流铺装机相比,能耗更低,占地面积小。
为了适应更大的产量需要,还可以增加铺装头的数量来达到增加产量的目的。
目前配置钻石棍铺装机的大型刨花板生产线有大亚木业(福建)有限公司(辛北而康普公司设备)、福人木业(迪芬巴赫/METSO),其日产刨花板均可达1000m3以上以上这两种铺装组合各有千秋,关键看家具厂商的用板需求,对侧重板面及侧重内在物理性能指标的不同,可以选用不同的铺装形式。
2.刨花板热压装备连续平压技术,也是未来刨花板热压装备的主流,连续平压技术具有产能高的优势,在生产规模较大的生产线中占据着主导地位。
9-9.5 英尺板材具有更大的市场需求空间,与传统规格板材相比,目前室内装修,壁柜均需要9英尺宽度以上的板材。
特别是在刨花板运用上大型的家具厂、橱柜厂的定制家具、定制壁柜等均需要使用9英尺或以上板材,在国内几条新的连续压机生产线都选择了宽度达9-9.5英尺的连续压机。
平压机制造技术最早起源于欧洲,我国早期的连续压机生产线均是从国外进口全套生产线,中国没有制造连续压机的技术和能力。
但是近几年来,随着国外相关专利技术的失效和我国机械制造水平的提高,随着我国人造板市场的不断需求,国内多家人造板制造企业开始研发连续压机。
刨花板生产线的工艺配置与设备选型刨花板是一种常见的建筑辅材,广泛用于家具制造和室内装饰。
它是由多层薄木板通过胶合剂粘合而成,具有质轻、强度高、耐撞击等特点。
为了保证刨花板的质量和生产效率,生产线的工艺配置和设备选型非常关键。
一、刨花板生产线的工艺配置1.原材料处理:将刨花板的主要原材料,包括木材和胶水进行处理。
木材要进行去皮、切割和烘干,以确保原材料的质量和水分含量。
胶水要进行配比和搅拌,以保证胶水的粘合性能。
2.胶合:将处理好的木材与胶水进行分层堆叠,形成多层薄木板的胶合材料。
可以采用热压工艺或冷压工艺进行胶合,热压工艺通常能够获得更好的胶合质量和生产效率。
3.切割:将胶合好的多层薄木板进行切割,得到刨花板的原始尺寸。
通常采用旋切刀或刮切机进行切割,确保刨花板的尺寸精准和表面光滑。
4.干燥:将切割好的刨花板进行烘干处理,以降低水分含量。
干燥工艺通常采用连续式干燥窑或间歇式干燥窑,通过热风或蒸汽进行干燥,使刨花板的水分含量控制在合理范围内。
5.表面处理:对经过干燥的刨花板进行表面处理,以提高其表面质量和美观度。
可以采用打磨、涂漆、烤干等工艺进行表面处理,以满足不同客户的需求。
6.检验和包装:对生产好的刨花板进行质量检验和包装。
质量检验包括尺寸、平整度、水分含量、胶合强度等多个指标的检测,以确保刨花板的质量符合要求。
包装要考虑到刨花板的保护和运输需求,通常采用木架包装或打包带封装。
二、刨花板生产线的设备选型1.原材料处理设备:根据原材料的处理工艺要求,选择适合的原材料处理设备,包括去皮机、裁板机和烘干设备等。
2.胶合设备:根据胶合工艺的要求,选择适合的胶合设备,包括热压机或冷压机。
热压机要考虑到热源供应、胶合剂的均匀分布和压力的控制等。
3.切割设备:根据切割工艺的要求,选择适合的切割设备,包括旋切刀或刮切机。
切割设备要考虑到切割精度和工作效率等。
4.干燥设备:根据干燥工艺的要求,选择适合的干燥设备,包括连续式干燥窑或间歇式干燥窑。
加工生产刨花板的工艺流程引言刨花板是一种常用的人造板材,广泛应用于建筑、家具、包装等领域。
本文将介绍刨花板的加工生产工艺流程,以供参考。
工艺流程刨花板的生产过程主要包括原材料准备、预处理、刨花、成型和后处理等步骤。
1. 原材料准备原材料主要由木材碎片、树皮和胶粘剂组成。
首先,选择优质的木材,并对其进行裁剪和处理,确保木材的尺寸和质量符合要求。
2. 预处理在刨花板的加工过程中,预处理是一个重要的步骤。
首先,将木材碎片进行蒸煮,以软化木材纤维,提高刨花质量。
然后,对软化后的木材进行破碎和筛分,以获得符合要求的刨花材料。
3. 刨花刨花是将预处理后的木材碎片通过刨花机进行切削和刨花的过程。
在这一步骤中,刨花机将木材碎片切削成小块,并生成刨花。
刨花机的刀具和参数需要根据刨花板的规格和要求进行调整。
4. 成型在成型过程中,刨花将与胶粘剂混合,并通过成型机进行成型。
成型机将刨花和胶粘剂均匀地混合,并利用压力和温度将其紧密地结合在一起。
成型的过程中需要控制压力、温度和时间等参数,以获得高质量的刨花板。
5. 后处理成型后的刨花板需要进行后处理,以提高其质量和性能。
后处理工艺包括修边、打磨和涂饰等。
修边是修整刨花板的边缘,使其光滑整齐。
打磨是利用砂纸和砂轮等工具对刨花板进行表面处理,增加光滑度和光泽度。
涂饰是在刨花板表面涂上防水漆、装饰漆等,以增加刨花板的外观和保护性能。
结论加工生产刨花板的工艺流程包括原材料准备、预处理、刨花、成型和后处理等步骤。
在每个步骤中,需要控制合适的参数和工艺条件,以确保刨花板的质量和性能达到要求。
刨花板作为一种常用的建筑材料,在建筑、家具、包装等领域有着广泛的应用前景。
刨花板的生产工艺刨花板(Particleboard)是一种通过将木屑或其他木质纤维与胶水混合后加压成型而成的板材。
它是一种常见的建筑和家具制造材料,具有结构坚固、价格低廉、易于加工等优点。
刨花板的生产工艺主要包括原料处理、刨花板生产工艺、质量检测和包装等环节。
首先,刨花板的生产过程需要选择适合的原料。
一般来说,刨花板的制造过程会利用大量的木屑、木片或其他木质纤维,这些原料可以来自于木材加工过程中产生的剩余物、木材的剥皮过程中生成的材料,以及来自工厂的积存材料等。
在选择原料时,需要考虑其木材的类型、含水率、颗粒大小等因素,以确保生产出的刨花板具有所需的性能。
接下来是原料处理阶段。
这个阶段主要是对原材料进行清洁和处理,以去除杂质和提高原料的可用性。
首先,原料中的杂质和其他不可加工的部分需要进行去除,以减少对后续生产过程的干扰。
然后,原料需要被切碎或破碎成适当的大小,以便进一步加工成刨花。
这些处理步骤可以使用机械设备,如破碎机、切割机等进行。
进入刨花板生产工艺阶段后,首先将处理过的原料与胶水混合。
胶水主要用于粘合木屑或其他木质纤维,使其在加压成型过程中形成坚固的板材。
胶水的选择通常根据使用环境和要求来确定,市场上常用的胶水有酚醛胶、脲醛胶、酚脲胶和环氧树脂等。
混合后的原料胶水混合物将通过输送带或输送管道送至成型机上。
成型机是刨花板生产过程中的关键设备。
通过成型机,原料胶水混合物将被均匀地压制成板状。
成型机采用加热和加压的方式,使原料中的胶水在高温和压力下固化,形成坚固的刨花板。
成型机的参数和设置可以根据生产要求进行调整,如温度、压力和成型速度等。
生产出的刨花板需要经过质量检测环节。
这一步主要是对刨花板的尺寸、密度、含水率和胶合强度等指标进行检测。
质量检测通常会借助各种仪器和设备,如密度计、水分仪、拉力试验机等。
只有通过质量检测,并且满足相应的标准,才能保证刨花板的质量。
最后,经过质量检测合格的刨花板将进行包装和储存。
刨花板生产工艺及设备简介刨花板是一种常用于家具和地板等室内装饰材料的板材。
它由木材刨花和粘合剂组成,经过高温高压下的烘干和成型处理而成。
本文将介绍刨花板的生产工艺及相关的设备。
刨花板的生产工艺包括原材料处理、刨花制备、烘干处理、胶合、成型和修整等环节。
原材料处理是刨花板生产的第一步。
首先需要选择合适的木材作为原料,常用的木材有松木、杉木、樟木等。
然后对原木进行锯切和去皮处理,将其切割成合适的大小。
去皮处理可以采用机械去皮或化学去皮的方法。
刨花制备是刨花板生产的核心环节。
在这一步骤中,原木被送入刨花机。
刨花机利用旋转的刀具将原木切割成薄片,形成刨花。
刨花机的刀具质量和刀具的安装方式对刨花的质量有着重要影响。
刨花制备后,将刨花送入烘干机进行烘干处理。
烘干的目的是将刨花中的水分蒸发掉,以提高刨花的稳定性和防止发霉。
常用的烘干方法有自然烘干和人工烘干两种。
自然烘干需要时间较长,而人工烘干可以更快地完成烘干过程。
烘干处理后,刨花被送入胶合机进行胶合。
胶合是将刨花与粘合剂混合,形成刨花板的过程。
常用的粘合剂有尿素醛胶、酚醛胶等。
通过胶合机,刨花与粘合剂进行充分的混合,并形成一层均匀的刨花板。
胶合后,刨花板被送入成型机进行成型处理。
成型机通过高温高压的处理,使刨花板中的粘合剂能够充分固化,增加刨花板的强度和稳定性。
成型机通常由多层热压机组成,可以同时处理多块刨花板。
最后一步是修整。
成型后的刨花板可能会有一些不平整的地方,通过修整机进行修整,使得刨花板表面更加平整光滑。
综上所述,刨花板的生产工艺主要包括原材料处理、刨花制备、烘干处理、胶合、成型和修整等环节。
通过不同的设备和工艺,可以生产出具有一定强度和稳定性的刨花板,用于室内装饰等领域。
刨花板的生产需要注意选择合适的原材料和粘合剂,以及严格控制每个环节的工艺参数,以保证产品的质量和性能。
定向刨花板及其生产工艺普通刨花板的强度没有同规格的胶合板强度高,但制造胶合板所使用的原木质量要求较高,并且木材利用率较低,因此在刨花板生产中开辟了一个新的分支,这就是采用特殊的加工工艺,用细径劣质材制造出具有定向结构的高强度新型刨花板,即定向刨花板。
定向刨花板(Oriented Strand Board,缩写0SB)是20世纪70年代在欧美发展起来的一种新型木质人造板材,它以小径材、间伐材、木芯等为原料,通过专用设备加工成长40毫米一100毫米、宽5毫米一20 毫米、厚0.3毫米一0.7毫米的长条刨花,再经干燥、施胶、并呈纵横交叉状态进行铺装、热压成型的一种人造板。
定向刨花板在我国生产和销售约有十年时间,但发展速度比较缓慢,而在欧洲、北美、韩国、日本等地发展迅速,具有较大的市场。
1.定向刨花板的特点原料来源广,价格低。
定向刨花板的原料主要为软质针叶材、阔叶材的小径木、速生间伐材等,如桉树、杉木、杨木间伐材等,来源广泛,价格一般在每立方米250—350元。
在天然林资源日益匮乏、大径材减少的情况下,人造板的原料将逐渐转向依靠人工速生林以及对小径材的充分利用,定向刨花板与该发展方向一致。
产品性能优良。
定向刨花板保持了木材纵向强度大,尺寸稳定性高的天然优越性,同时克服了木材的某些先天不足,如幅面小,有节疤缺陷等。
定向结构刨花板线膨胀系数小,稳定性好,握螺钉力较高,纵向抗弯强度比横向抗弯强度高得多,可用作结构材料。
产品用途广泛。
从加工性能、加工质量、使用寿命、经济效益等方面衡量,定向结构刨花板是家具制造、室内装修的理想材料;在车船制造等方面,定向刨花板也能得到很好的使用,可用于车厢壁板、地板、隔板等;定向刨花板还可用于包装板、音箱、箱包的内衬板、工艺品等。
2.定向刨花板生产工艺定向刨花板与普通刨花板的生产工艺基本相同,主要是所采用的刨花形态、铺装设备有所区别。
其主要生产工艺流程如下:刨花制备原料包括小径材、胶合板厂的剩余木芯等,也可掺人部分枝丫材(但需经剥皮)。
刨花板生产工艺22资料刨花板是一种由刨花经过粘合处理制成的建筑材料,常用于家具制造、地板等领域。
刨花板的生产工艺包括以下几个步骤:1.原材料准备:刨花板的主要原材料是木薯干皮、松木和胶合剂。
木薯干皮是一种常见的农作物副产品,具有良好的纤维特性,能够增加刨花板的强度和稳定性。
松木是刨花板的基材,具有良好的耐久性和耐腐蚀性。
胶合剂是将刨花粘合在一起的关键组成部分,常用的胶合剂有尿素醛树脂和酚醛树脂。
准备好原材料后,需要对其进行处理,如去皮、切割、煮沸和磨粉等。
2.刨花生产:刨花是刨花板的主要组成部分,生产刨花的关键步骤是切割和磨粉。
首先,将木材经过切割机切成适当大小的块,然后送入磨粉机进行磨粉,最细的粉末即为刨花。
3.调配胶液:胶液是将刨花粘合在一起的关键。
胶液一般由胶合剂、水和一些辅助剂组成。
将胶合剂和水按照一定比例混合,加入一些辅助剂如硬化剂、增粘剂等,然后进行搅拌和加热,使其成为粘度适宜的胶液。
4.热压成型:将刨花铺在成型机上,然后将预先调配好的胶液均匀地喷洒在刨花上。
接着,将另一层刨花铺在胶液上,并再次喷洒胶液。
重复以上步骤,形成多层刨花和胶液的堆叠。
经过堆叠后,将整个堆叠体送入热压机,施加适当的温度和压力,将刨花和胶液固化在一起。
经过一段时间的热压,刨花板形成并具备一定的硬度和稳定性。
5.切割、修整和后处理:在刨花板成型后,需要进行切割、修整和后处理。
首先,刨花板经过切割机进行尺寸的切割,根据需要切割成不同尺寸的板材。
然后进行表面的修整,除去表面的不平整和毛刺。
最后,需要对刨花板进行后处理,如烘干、砂光和涂漆等,以提高其表面质量和美观度。
以上就是刨花板的生产工艺的主要步骤。
刨花板具有价格低廉、易加工和环保等优点,广泛应用于建筑和家具制造等行业。
刨花板的质量和性能受到原材料、生产工艺和后处理等因素的影响,因此,在生产中应严格控制各个环节,确保其质量。
刨花板生产工艺及设备简介
刨花板是一种利用胶合板或刨花板材料制作的有机材料,广泛应用于家具、建筑和装饰行业。
它具有质轻、坚固、耐久和易于加工等特点,因此备受青睐。
下面将介绍刨花板的生产工艺及设备。
刨花板的生产工艺主要包括原料处理、刨花制备、干燥、胶合、修整和光洁处理等环节。
在原料处理阶段,需要选用优质的木材作为原料,并进行切割、刨片和研碎处理。
刨花制备阶段,将木材切削成薄片,可以采用刨花机或人工切割机进行。
之后,将刨花进行干燥处理,去除水分,以提高刨花板的稳定性和耐久性。
接下来是胶合阶段,将经过干燥的刨花和胶粘剂混合,形成具有一定稠度的胶液。
然后将胶液均匀涂布在刨花上,并通过加热和压力使刨花板材紧密粘合。
在修整阶段,将刨花板进行整形和修整,使其尺寸和平整度达到要求。
最后,在光洁处理阶段,通过研磨和抛光等工艺,使刨花板材的表面更加光滑和光亮。
在刨花板的生产过程中,需要使用一系列专用设备。
首先是刨花机,主要用于将木材切削成刨花。
其次是干燥设备,包括连续式干燥机和周期式干燥机,用于去除刨花中的水分。
接下来是胶粘剂涂布机,用于将胶液均匀涂布在刨花上。
然后是热压机,通过加热和压力使刨花板材粘合。
最后是修整设备,包括刨床和修整机,用于修整刨花板的尺寸和平整度。
总之,刨花板的生产工艺及设备涉及多个环节,包括原料处理、刨花制备、干燥、胶合、修整和光洁处理等。
通过选择优质的木材原料,并使用专用设备进行加工,可以生产出质量优良、性能稳定的刨花板产品。
刨花板的广泛应用将为家具、建筑和装饰行业带来更多的选择和发展机遇。
8刨花板生产工艺流程刨花板(also known as 槽压纤维板)是一种由木料制成的板材,具有抗弯、强度高、防水等特点。
其制造工艺流程主要包括原料准备、槽压、热熔、裁切、干燥、质检和包装等环节。
1.原料准备:刨花板的主要原料是木屑或刨花,一般选用杨木、松木、桉木等木材。
原料需要经过去皮、剪切和刨花等工序处理,以获得适合制造刨花板的木屑或刨花。
2.槽压:将经过处理的木屑或刨花与特定的胶粘剂混合,在特殊的模具中进行槽压成型。
槽压过程中,将胶粘剂均匀地渗透到木屑或刨花中,确保板材的整体均一性和强度。
3.热熔:刨花板在槽压成型之后需要进行热熔处理。
热熔过程中,板材中的胶粘剂会通过高温和高压的作用下快速熔化,并在板材内部形成均匀的胶层,提高板材的强度和抗湿性。
4.裁切:热熔后的刨花板需要经过定尺裁剪,根据产品要求,将制成的板材切割成标准的尺寸或特定尺寸。
5.干燥:刨花板裁切后需要进行干燥处理,以降低板材含水率,提高板材的稳定性和强度。
常用的干燥方式有自然风干和人工干燥两种方式,其中人工干燥一般会使用烘箱等设备。
6.质检:经过干燥处理的刨花板需要进行质检,以确保产品达到规定标准和要求。
主要包括外观质量检查、尺寸检测、吸水性测试、弯曲强度检测等多项指标,确保产品出厂质量。
7.包装:完成质检合格的刨花板会进行包装处理,以便运输和销售。
常见的包装方式有裸板包装、纸箱包装、托盘包装等,确保产品安全和完整。
以上是刨花板的生产工艺流程,每个环节都十分重要,环节之间的配合和流程控制都会直接影响刨花板的质量和性能。
生产过程中,需要遵循标准操作规程、采用适当的工艺参数,确保每个环节的质量控制,以生产出符合客户需求的高质量刨花板产品。
刨花板生产工艺特点及调整刨花板是一种广泛应用于家居装饰和建筑工程中的一种木材制品,具有质地坚实、防潮防虫、安装方便等特点。
下面将对刨花板的生产工艺特点及调整进行详细介绍。
1.材料准备:刨花板的生产原材料主要是木材和胶粘剂。
木材通常是经过去皮、锯齿和拼接等处理工序,确保木材质量良好,可以提高刨花板的质量和寿命。
胶粘剂是将木片粘贴在一起,具有承受重量和吸水性的特点。
2.刨花板的制作:刨花板的制作过程主要包括切削、煮沸、蒸煮、研磨、针孔、烘干和修整等工序。
刨花板的制作需要先将木材经过切削机切削成细小的木片,然后通过煮沸和蒸煮等工序进行去水、杀菌和软化木材,接着进行研磨、针孔、烘干和修整等工序进行降低材料的水分含量、增强材料的稳定性和平整性。
3.粘合剂的选择与应用:刨花板的粘合剂通常有天然胶、合成胶和酚醛胶等。
天然胶粘剂环保性较好,但粘接强度和耐水性较差;合成胶具有粘接强度高、水性好等特点,但可能含有甲醛等有害物质;酚醛胶的耐水性较好,但对环境有一定影响。
因此,在选择粘合剂时需要综合考虑产品的使用环境、安全性和成本等因素。
4.调整工艺参数:在刨花板的生产过程中,合理的工艺参数是保障产品质量的关键。
如在切削过程中,要控制好刀片的切削角度和速度,以保证切削效果的良好;在烘干过程中,要合理地控制温度和湿度,以避免刨花板变形和开裂等问题。
1.增加原材料处理环节:通过对原材料的去皮、锯齿和拼接等处理工序的加强,可以提高刨花板的质量和强度,降低产品缺陷率。
2.优化煮沸和蒸煮工艺:可以调整煮沸和蒸煮的时间和温度,提高杀菌和软化木材的效果,使刨花板具有更好的稳定性和平整性。
3.改进研磨工艺:通过改进研磨工艺,可以降低木材的粗糙度和不平整度,提高刨花板的表面光滑度和观感。
4.控制胶粘剂的使用量:可以通过调整胶粘剂的使用量来平衡刨花板的强度和环保性,减少对环境的污染。
5.完善烘干工艺:通过优化烘干工艺,可以提高木材的干燥速度和干燥效果,降低刨花板的含水率,避免开裂和变形等问题。
第4章生产工艺与设备选型4.1生产纲领产品类型:普通刨花板生产规模:普通刨花板 1500m3/d(按砂光后成品板计)产品幅面:915mm×1830mm,1220mm×1830mm1220mm×2440mm,1220mm×3050mm厚度范围:6mm~40mm(计算厚度16mm)密度范围:760kg/m3~610kg/m3(计算密度670kg/m3)产品质量:内销符合中华人民共和国国家标准—刨花板(GB/T4897.1~4897.7—2003)第2部分,外销符合欧洲标准EN312:2003 P2型刨花板产品用途:家具制造与室内装修等4.2工作制度年工作日:300天日工作班数:3班日有效工时:22.5小时4.3原料组成树种组成:阔叶材50~60%,针叶材40~50%材种组成:枝桠材与小径木70~80%,长度1.5~3.0米,平均直径120毫米;外购木片10~15%;外购锯末10~15%4.4原胶种类E1级脲醛树脂UF65,主要性能:外观乳白色液体固体含量66.5 %±1 %粘度(20℃)300~600mPaspH值(20℃)7.5~9.5密度(20℃) 1.28~1.30g/cm³4.5工艺技术与设备选型本项目以小径木、枝桠材、商品木片及锯末等为原料,采用连续热压工艺生产普通刨花板。
1.工艺技术(1)低能耗高效率的干燥技术刨花干燥采用单通道滚筒式干燥机,干燥介质为经除尘净化处理的热烟气,干燥温度高、速度快,与以热空气为干燥介质相比,省却了两次热交换,热效率相应得以提高。
(2)高精度的施胶技术采用在线施胶技术。
表、芯层刨花分别采用连续式重量法计量,依据表、芯层刨花的检测重量以及生产工艺拟定的施胶配方,表、芯层胶液、固化剂溶液、防水剂以及缓冲剂等组分采用重量法或体积法分别计量后注入拌胶机。
在线施胶技术计量准确,取消了传统的调胶工序,降低了胶液等的消耗,极好地满足刨花板生产的要求。
(3)低能耗高精度的铺装技术板坯铺装采用新一代的多头组合式铺装机,该技术成熟可靠,具有能耗低、噪音小、无需特别维护、铺装精度高等优点。
新型铺装技术的采用,能够减少砂光余量,从而减少原材料消耗,降低生产成本。
(4)连续热压技术采用连续平压热压技术,可适应大规模生产并减少了横向裁边量,降低了原材料消耗,与间歇式热压技术相比,可减少热损失,提高热效率和设备效率。
2.设备选型为保证产品质量、节省外汇、降低投资、提高项目的经济效益,本项目的关键生产设备拟从国外引进,其余生产设备以及辅助生产设备拟在国内择优配套。
4.6生产工艺流程(见日产1500立方米刨花板生产线工艺流程图)4.7生产工艺简述刨花板生产线分为削片间、木片库、刨片间、刨花板车间、废料棚和热能中心等部分,依据生产工艺划分为刨花生产工段、干燥与分选工段、施胶工段、铺装与热压工段、毛板处理工段及砂光与裁板工段(见日产1500立方米刨花板生产线工艺布置图)。
1.刨花生产工段小径木与枝桠材经过金属探测器去除金属,经削片加工后按树种分别送至针叶材或阔叶材木片仓贮存;外购木片直接进入针叶材或阔叶材木片仓。
针叶、阔叶木片定量搭配后进入木片筛选机筛选,木屑排除生产线作为热能中心的燃料;小规格木片和常规木片分别进入专用木片仓贮存。
小规格木片经高速环式刨片机加工成合格刨花进入湿刨花仓储存;常规木片经普通环式刨片机加工成合格刨花进入湿刨花仓储存。
外购锯末经过筛选后送入湿锯末仓贮存。
2.干燥与分选工段湿刨花及锯未由各自贮存仓的出料装置连续均匀地送出,经刮板运输机进入单通道滚筒式刨花干燥机进行干燥。
干刨花经机械运输机运至干刨花仓贮存,然后进入刨花筛选机进行筛分。
木粉排除生产线作为热能中心的燃料;细刨花送入表层干刨花仓贮存,大刨花进入气流分选机分选,合格刨花送入芯层干刨花仓贮存,过大刨花进入筛环式打磨机打磨后再次进入筛选机筛分。
为适应生产不同厚度成品板时表、芯层刨花比例的变化,设置旁通螺旋运输机调节进入筛环式打磨机的刨花量。
3.施胶工段表、芯层干刨花经计量后连续均匀地进入表、芯层刨花拌胶机,与此同时经自动计量的表、芯层胶液及其它添加剂按生产工艺拟定的配方分别注入表、芯层刨花拌胶机。
在拌胶机中通过相互摩擦而使胶液均匀地包裹在刨花表面,形成表、芯层施胶刨花。
固化剂溶液、缓冲剂溶液、防水剂、颜料等在调胶间中配制。
4.铺装与热压工段表、芯层施胶刨花经皮带运输机分别送入相应的表、芯层铺装机的计量仓中,铺装机在连续运行的板坯运输机上铺撒出三层复合结构的连续板坯带,板坯带经称重、金属探测、含水率检测以及预压后,合格的板坯进入连续热压机,不合格的板坯排入废板坯回收仓,然后由气力输送系统送入湿刨花仓回用。
在板坯运输机上配备了板坯增湿装置。
5.毛板处理工段热压完的连续毛板带经鼓泡检测、厚度检测、重量检测、裁边、截断后进入冷却翻板机冷却,再经堆垛后运至中间贮存系统贮存。
锯边废料打碎后经气力输送系统送回湿刨花仓重新利用。
6.砂光与裁板工段从中间贮存库运出的刨花板经过四头定厚砂光机和四头精细砂光机砂光后分等检验堆垛;独立设置的裁板中心可以根据客户要求的幅面尺寸将砂光后的刨花板锯裁成规格成品板。
成品板包装后发运。
4.8岗位定员岗位定员表序号 岗位名称 一班二班三班调节班 合计1 削片 4 4 4 4 162 刨片 4 4 4 4 163 干燥与分选 2 2 2 2 84 施胶 4 4 4 4 165 铺装与热压 3 3 3 3 126 砂光线 2 2 2 2 87 裁板线 3 3 3 3 128 实验室 2 2 2 2 89 磨刀、磨锯 2 2 2 2 810 机电维修 4 4 2 2 1211 装载机、叉车驾驶 8 8 8 8 3212 技管人员 5 5 1 1 12合 计 43 43 37 37 1604.9主要技术经济指标主要技术经济指标表 序号 名 称 单 位指 标 备 注 1 生产能力 m 3/d1500普通刨花板 幅面 mm1220×2440等 厚度 mm6~40计算厚度16mm 2 产品 规格 密度 kg/m 3760~610计算密度670kg/m 3 年工作日 d300 日工作班数 班3 3 工作 制度 日有效工时 h22.5 4 木材消耗t/a297000绝干量 脲醛树脂 t/a41500固体树脂含量66.5% 石蜡 t/a1350 硫酸铵 t/a420 氨水 t/a255 润滑油 l/a9000 5 辅助 材料 消耗 硬脂酸 t/a90 用水量 m 3/h3.5P=0.3MPa 用热量 GJ/h180 压缩空气量 Nm 3/min58 P=0.6MPa 6 水、电 气、热 消耗 装机容量 kW11545 7 生产线车间建筑面积m 217906 生产线定员 人160 其中:生产工人 人148 8 技管人员人 124.10主要设备清单主要设备清单序号 设 备 名 称 数量 国产引进一 刨花生产工段101.1 横向链式运输机 1 √101.2 横向链式运输机 1 √ 102 皮带运输机 1 √ √ 103 清洁辊运输机 1 √ √ 104.1 皮带运输机 1 √ √ 104.2 皮带运输机 1 √ √ 105 皮带运输机 1 √ √ 106 金属探测器 1 √ 107 鼓式削片机 1 √ 108 辅助除尘系统 1 √ 109 双螺旋运输机 1 √ 110 皮带运输机 1 √ √ 111 可逆皮带运输机 1 √ √ 112 皮带运输机 2 √ √ 113 移动式皮带运输机 2 √ √ 114 木片库出料装置 4 √ √ 115 皮带运输机 1 √ √ 116 皮带运输机 1 √ √ 117 磁选器 1 √ 118 分布螺旋运输机 1 √ 119 木片筛选机 1 √ 120 分料阀 1 √ √ 121 链式运输机 1 √ √ 122 链式运输机 1 √ √ 123 木片仓 1 √ √ 124 螺旋运输机 3 √ 125 环式刨片机 3 √ 126 辅助排风系统 1 √ √ 127 链式运输机 1 √ √128 斗式提升机 1 √ √ 129 螺旋运输机 1 √ 130 链式运输机 1 √ √ 131 木片仓 1 √ √ 132 螺旋运输机 4 √ 133 环式刨片机 4 √ 134 辅助排风系统 1 √ √ 135 链式运输机 1 √ √ 136 斗式提升机 1 √ √ 137 螺旋运输机 1 √ 二 干燥及筛选工段 201 湿刨花仓一 1 √ √ 202 湿刨花仓二 1 √ √ 203 湿刨花仓三 1 √ √ 204 高压气力输送系统 1 √ √ 205 分料阀 1 √ √ 206 链式运输机 1 √ √ 207 干燥机 1 √ √ 208 分料阀 1 √ √ 209 含水率探测仪 1 √ 210 斗式提升机 1 √ 211 链式运输机 1 √ √ 212 干刨花仓 1 √ √ 213 可逆螺旋运输机 1 √ 214 螺旋运输机 2 √ 215 布料阀 4 √ 216 刨花筛选机 4 √ 217 链式运输机 1 √ √ 218 链式运输机 1 √ √ 219 链式运输机 1 √ √ 220 螺旋运输机 1 √ 221 气流分选机 1 √222 分料阀 1 √ 223 除尘系统 1 √ √ 224 链式运输机 1 √ √ 225 链式运输机 1 √ √ 226 链式运输机 1 √ √ 227 高压气力输送系统 1 √ √ 228 中间储存仓 1 √ √ 229 筛环式打磨机 3 √ 230 气力输送系统 3 √ √ 231 可逆螺旋运输机 3 √ 三 施胶工段 301 表层干刨花仓 1 √ 302 表层皮带秤 1 √ 303 表层拌胶机 1 √ 304 芯层干刨花仓 1 √ 305 芯层链式运输机 1 √ 306 芯层皮带秤 1 √ 307 芯层拌胶机 1 √ 309 施胶组分配制系统 1 √ 310 施胶组分计量系统 1 √ 四 铺装热压工段 401 表层施胶刨花皮带运输机 1 √ 402 磁选器 1 √ 403 芯层施胶刨花皮带运输机 1 √ 404 磁选器 1 √ 405 芯层施胶刨花皮带运输机 1 √ 406 铺装机 1 √ 407 铺装线 1 √ 408 皮带秤 2 √ 409 含水率探测仪 2 √ 410 电磁铁 1 √ 411 连续预压机 1 √412 预压机液压装置 1 √ 413 金属探测仪 1 √ 414 增湿装置 1 √ 415 废板坯回收仓 1 √ 416 链式运输机 1 √ 417 连续热压机 1 √ 418 连续压机液压系统 1 √ 419 热油二次循环系统 1 √ 421 排油烟系统 1 √ √ 422 辅助排风系统 1 √ √ 423 除尘系统 1 √ √ 424 高压气力输送系统 1 √ √ 425 分料阀 1 √ 426 除尘系统 1 √ √ 427 高压气力输送系统 1 √ √ 五 毛板处理工段 501 齐边及横截锯 1 √ 502.1 板厚测量仪 1 √ 502.2 鼓泡探测仪 1 √ 503 多股皮带运输机 1 √ 504 毛板秤 1 √ 505 废板剔除站 1 √ 506 辊式运输机 1 √ 507 辊式运输机 1 √ 508 压辊装置 1 √ 509 辊式运输机 8 √ 510 冷却翻板机 4 √ 511 辊式运输机 1 √ 512 书形垛装置 1 √ 513 堆垛台 1 √ 515 气力输送系统 1 √ 六 中间储存系统601 中间储存小车 2 √ 601.1 运输小车 2 √ 601.2 堆垛卫星小车 4 √ 603 堆垛装置 1 √ 七 砂光线 701 堆垛链式运输机 1 √ 702 堆垛辊式运输机 1 √ 703 液压升降台 1 √ 704 进料站 1 √ 705 辊式运输机 1 √ 706.1 四头定厚砂光机 1 √ 706.2 四头精细砂光机 1 √ 707 辊式运输机 1 √ 708 镜式分等站 1 √ 709 辊式运输机 1 √ 710 堆垛站 1 √ 711 堆垛辊式运输机 3 √ 712 运输小车 1 √ 713 堆垛链式运输机 1 √ 714 除尘系统 1 √ 715 高压气力输送系统 1 √ 八 裁板工段 801 堆垛链式运输机 1 √ 802 堆垛辊式运输机 1 √ 803 液压升降台 1 √ 804 进料站 1 √ 805 书本堆垛台 1 √ 806 传送推进器 1 √ 807 带横向对齐装置辊台 1 √ 808 纵向锯进料装置 1 √ 809 纵向锯 1 √ 810 传送和横向对齐装置 1 √811 传输台 1 √ 812 横截锯进料装置 1 √ 813 横截锯 1 √ 814 气力输送系统 1 √ √ 815 废板处理装置 1 √ 816 辊台运输机 1 √ 817 纵向对齐定位装置 1 √ 818 堆垛辊式运输机 1 √ 819 液压升降台 1 √ 820 堆垛辊式运输机 1 √ 821 堆垛辊式运输机 1 √ 822 堆垛辊式运输机 1 √ 九 辅助设备 901 木粉仓 1 √ √ 902 筛选机 1 √ 903 火花探测和灭火花系统 1 √ 904 旋风分离器监控系统 1 √ 十 电控系统 1 √ 十一 实验室设备 1 √ 十二 磨刀及维修设备 1 √ √ 十三 热能中心 1 √ 十四 叉车 4 √ 十五 装载机 4 √。