刨花板生产热压工艺研究
- 格式:doc
- 大小:26.50 KB
- 文档页数:3
刨花板生产热压工艺研究摘要对于刨花板而言,其生产过程中的热压工艺将会对刨花板板坯的化学与物理特性产生一定的影响,从而对刨花板的最终生产质量存在一定的联系。
因此,对刨花板生产热压工艺进行研究,对于提升刨花板的生产质量有着极为重要的意义。
鉴于此,本文对热压过程中的物理变化与化学变化进行分析,随后详尽介绍了热压工艺参数,最后对热压过程中产生的主要缺陷及消除进行了简要叙述,以此来帮助有关人士更好地对刨花板生产热压工艺进行研究。
关键词刨花板;生产;热压工艺;研究前言在一定条件下,将施加胶黏剂的木质或非木质纤维材料进行压制而形成的板材便是刨花板的基本定义。
其中,为了保证刨花板的生产质量满足标准要求,对刨花板生产环节中的各个工艺要求进行严格的遵守是很有必要的。
在生产刨花板过程中,热压工艺的科学性与合理性将会对刨花板的整体质量有着极为紧密的联系,所以加强对刨花板生产热压工艺研究,对于提升刨花板的生产质量有着极为重要的现实意义。
1 热压过程中的物理变化1.1 温度的变化板坯进入热压机后,高温热压板把热量传给表层板坯,进而表层刨花将热量向芯层传递,板坯整体温度升高。
板坯温度升高的热量有三个来源:热压板供热、刨花受压摩擦生热和胶粘剂固化放热,其中主要来源是由热压板提供的。
1.2 含水率和胶粘剂的再分布热压机闭合过程中,板坯所受的压力逐渐增大,刨花移动产生摩擦,胶粘剂在刨花表面重新分布。
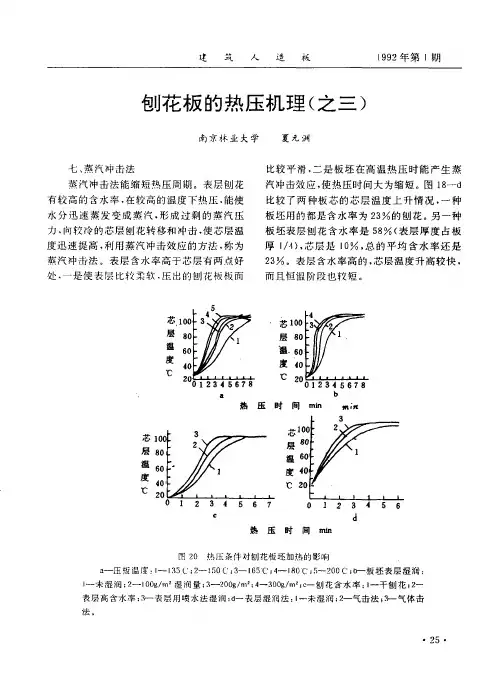
随着板坯温度的升高,表层板坯达到水的汽化温度后,水分汽化,少部分汽化水逸出板坯,大部分的汽化水冲向芯层,提高了芯层刨花的含水率,同时将热量传向芯层。
因此,在生产中,表层板坯含水率高于芯层含水率,可以产生蒸汽冲击效应,提高热压机传热效率。
热压中后期芯层温度提高,水分汽化后,在一定饱和蒸汽压力的作用下,向板外排放,板坯含水率降低。
1.3 板坯厚度和密度的变化压机闭合,随着压力的逐渐增加,板坯发生压缩到要求的厚度,同时密度增加,达到一定的强度[1]。
中国刨花板生产装备及工艺技术先进性分析四、刨花板铺装与热压系统1.铺装技术国内刨花板制造企业最新配置的铺装机是采用多头组合式铺装机,表层是气流铺装加钻石辊,芯层是鼠笼式机械铺装。
它的优点是:所铺装的板坯厚度工差小、断面均匀,消除了粉尘斑与旋涡斑,该铺装形式得到国内国外绝大多数刨花板生产厂家的认可。
铺装机的另外一种的组合形式是:表层采用纯钻石棍的铺装机、芯层采用鼠笼式铺装机,其工作原理是表层铺装头是由一排或多排的钻石辊按工艺需要将刨花按照尺寸分级铺装出合格的板坯,同时将过大的刨花、胶团、石块、金属等杂物由剔除螺旋排出。
钻石辊铺装机可以通过调整辊的排列方式及辊的数量来适应不同的原料、不同产量的需要。
钻石棍的辊筒材质好、工作精度高、有自清洁功能,日常维护简单。
与普通的气流铺装机相比,能耗更低,占地面积小。
为了适应更大的产量需要,还可以增加铺装头的数量来达到增加产量的目的。
目前配置钻石棍铺装机的大型刨花板生产线有大亚木业(福建)有限公司(辛北而康普公司设备)、福人木业(迪芬巴赫/METSO),其日产刨花板均可达1000m3以上以上这两种铺装组合各有千秋,关键看家具厂商的用板需求,对侧重板面及侧重内在物理性能指标的不同,可以选用不同的铺装形式。
2.刨花板热压装备连续平压技术,也是未来刨花板热压装备的主流,连续平压技术具有产能高的优势,在生产规模较大的生产线中占据着主导地位。
9-9.5 英尺板材具有更大的市场需求空间,与传统规格板材相比,目前室内装修,壁柜均需要9英尺宽度以上的板材。
特别是在刨花板运用上大型的家具厂、橱柜厂的定制家具、定制壁柜等均需要使用9英尺或以上板材,在国内几条新的连续压机生产线都选择了宽度达9-9.5英尺的连续压机。
平压机制造技术最早起源于欧洲,我国早期的连续压机生产线均是从国外进口全套生产线,中国没有制造连续压机的技术和能力。
但是近几年来,随着国外相关专利技术的失效和我国机械制造水平的提高,随着我国人造板市场的不断需求,国内多家人造板制造企业开始研发连续压机。
刨花板采用连续平压热压机热压的工艺研究摘要:在刨花板生产中热压工艺对产品的质量起着决定性的作用,传统的刨花板的热压工艺热压时间长,废品率高。
本文提供一种刨花板采用连续平压热压机热压的方法,详细介绍该方法的工艺和控制要素,并提供实验数据加以说明。
关键词:刨花板;热压机;含水率;0引言刨花板是由木材或其他木质纤维材料制成和碎料,通常木材都是以枝桠材为主,施加胶粘剂后在热力和压力作用下胶合成的人造板。
刨花板作为人造板三大板材之一,主要应用于室内装饰装修、家具生产等领域。
目前刨花板的热压工艺热压时间长,热压工作效率低,原材料消耗大、粘胶剂的消耗量大、成板游离甲醛含量高,因此,仍需要一种工艺合理、生产效率高、成板游离甲醛含量低的热压生产工艺来制造刨花板。
1连续热压工艺连续平压机热压机的压架压力为高压区 (快合段) 、低压区 (保温段) 和二次压力区 (恒厚卸压段)。
在高压区域,由于压力机的开口齿轮 (架距) 突然减小,预压后的板坯进入这一阶段,刨花之间的反弹力很大,因此需要很大的外力来克服。
同时,压力还与压力机的开口齿轮,产品密度,原材料和板坯水分含量等因素密切相关。
在低压区板的快速闭合,在高温和高压的共同作用下,板的塑性迅速变化。
当它进入开放段时,平板的密度变小,平板的孔隙率上升,刨花之间的回弹力也变小。
因此,只需要较低的压力来克服刨花之间的回弹力,这也便于蒸汽的平稳排放和释放。
在二次加压区域,当板坯进入固定厚度段时,板坯的厚度会从原来的厚度大于成品的厚度更接近成品的厚度,则需要一定的外部压力来克服由开口部分引起的板坯膨胀。
此外,由于木屑形式的板材在热的作用下塑化较大,所需的外力不大,压力逐渐变窄为零。
预压区有利于通过预压系统对铺装板坯进行预压排气成型。
[1]2热压工艺参数的控制热压温度的升高,增强了刨花化学组分的降解,从而提高了刨花的活性,有利于结合。
但若温度超过某极限值时,又会出现板材的强度、耐水性能降低、预固化层增厚、板面质量差现象。
热压工艺对刨花板质量的影响(总23页)本页仅作为文档封面,使用时可以删除This document is for reference only-rar21year.March中华人民共和国教育部东北林业大学毕业论文论文题目:热压工艺对刨花板质量的影响学生:闫莉指导教师:程瑞香教授学院:成人教育学院专业年级:木材科学与工程2011年6月热压工艺对刨花板质量的影响摘要在刨花板的生产过程中,热压是最重要的关键工序,热压工艺对刨花板生产过程中质量控制的影响主要体现在其板材的物理力学性能方面,它不仅关系到刨花板产品的质量、成品率,而且关系到生产效率的问题。
关键词:热压;工艺;刨花板;力学性能;质量Effect of hot-pressing process on the quality of particleboardAbstractIn the production of particleboard, hot press is the most important crucial process. The influence of hot-pressing technology on the quality control in the production of particleboard mainly reflected in the aspect of its physical and mechanical performance of the plate. It concerns the quality, yield rate and production efficiency of particleboard.Key words:hot presses;process; particleboard; mechanical performance; quality目录摘要Abstract1 引言 (1)1.1热压工艺 (1)1.2热压工艺方法 (1)2热压温度的影响 (2)2.1加热的作用 (2)2.2热压时间温度曲线........................................................................................ .2 2.3影响热量在板坯内传递速度的因素.. (2)3热压时间的影响 (4)3.1影响热压时间的主要因素 (4)3.1.1树种的影响 (4)3.1.2胶种的影响 (4)3.1.3热压板温度的影响 (4)3.1.4板坯含水率的影响 (4)3.1.5刨花板密度的影响 (4)3.1.6固化剂的影响 (5)3.1.7闭合时间的影响 (5)3.2确定热压时间的标准 (5)3.3确定热压时间的方法 (5)3.3.1热压时间步骤 (5)3.3.2常用的方法 (5)3.4缩短热压时间的方法 (5)4热压压力的影响 (6)4.1热压压力的作用 (6)4.2热压压力的确定 (6)4.3影响热压压力确定的因素 (6)4.3.1树种 (6)4.3.2板坯含水率 (6)4.3.3施胶量 (6)4.3.4刨花板密度 (6)4.3.5刨花板厚度 (6)4.3.6热压板温度 (6)4.3.7闭合速度 (7)5热压时影响刨花板性能的因素 (8)5.1垂直于板面的密度分布曲线及其与板性能的关系 (8)5.2热压温度与板性能的关系 (8)5.3热压时间对板性能的影响 (8)5.4板坯含水率对板性能的影响 (8)5.5闭合速度与板性能的影响 (8)5.6最大压强对板性能的影响 (9)6结语 (11)参考文献附录致谢热压工艺对刨花板质量的影响1引言1.1热压工艺在刨花板的生产过程中,热压工序是最主要的工序之一,它与板材的力学性能有着密切的关系。
氯氧镁水泥竹刨花板热压工艺研究王增;马灵飞;方崇荣;庄期应;何理辉;杨柳【摘要】研究了热压温度、热压时间工艺参数的改变对氯氧镁水泥竹刨花极性能的影响,结果表明:随着热压时间和热压温度的增加,板材强度不断增强;综合板材性能在各参数下变化的幅度及生产成本的考虑,给出热压温度和时间的推荐参数:热压温度125℃、热压时间12,min或者热压温度100℃、热压时间16min.%Experiment was conducted on effect of hot pressing temperature, pressing time to properties of magnesium oxychloride cement banded bamboo particle board. The results showed that strength of board increased with hot pressing time and temperature. The result recommended hot pressing temperature of 125 ℃with pressing time of 12 minutes or hot pressing temperature of 100℃ with pressing time 16 minutes.【期刊名称】《浙江林业科技》【年(卷),期】2012(032)004【总页数】3页(P48-50)【关键词】工艺参数;热压温度;热压时间;物理力学性能【作者】王增;马灵飞;方崇荣;庄期应;何理辉;杨柳【作者单位】浙江农林大学工程学院,浙江临安311300;浙江省林产品质量检测站,浙江杭州310023;浙江农林大学工程学院,浙江临安311300;浙江省林产品质量检测站,浙江杭州310023;浙江省林产品质量检测站,浙江杭州310023;浙江农林大学工程学院,浙江临安311300;浙江省林产品质量检测站,浙江杭州310023【正文语种】中文【中图分类】S785氯氧镁水泥竹刨花板是一种以氯氧镁水泥和各类竹材加工剩余物为主要原料的绿色、环保、阻燃的人造板材料,它不仅可以从根本上解决人造板在装修和使用过程中存在的甲醛释放问题、建筑火灾隐患问题[1~3],而且还能为我国竹材及加工剩余物和小径竹、丛生竹资源的多用途高效循环利用提供新的途径,同时对于改善我国人造板行业的产业结构、促进木材加工行业发展、完善林业产业体系建设、缓解木材供需矛盾等都有深远的意义[4~5]。
刨花板热压试验计划英文回答:Hot Press Test Plan for Particleboard.Introduction:Particleboard, also known as chipboard, is a widely used material in the construction and furniture industries. It is made by compressing wood particles, such as sawdust and wood chips, with a resin binder under high temperature and pressure. To ensure the quality and performance of particleboard, it is essential to conduct hot press tests. This test plan outlines the procedure and requirements for conducting a hot press test on particleboard.Objective:The main objective of the hot press test is to evaluate the bonding strength and dimensional stability of theparticleboard under high temperature and pressure conditions. The test aims to determine the suitability ofthe particleboard for specific applications and to ensure compliance with industry standards.Test Equipment and Materials:1. Hot press machine: A hydraulic hot press machine capable of applying high pressure and temperature.2. Particleboard samples: Standard-sized particleboard samples of known dimensions and thickness.3. Thermocouples: Temperature sensors to measure the temperature inside the hot press.4. Pressure gauge: To measure the applied pressure during the test.5. Timer: To record the duration of the hot press cycle.Test Procedure:1. Preparation of samples: Cut the particleboard samples into the desired dimensions and ensure they are free from any defects or damage.2. Preheat the hot press machine: Set the hot press machine to the desired temperature, allowing it to reach the required temperature before starting the test.3. Assembly of samples: Arrange the particleboard samples in the hot press machine, ensuring proper alignment and spacing between the samples.4. Measurement of temperature: Place thermocouples at different locations inside the hot press to monitor the temperature during the test.5. Application of pressure: Close the hot press machine and apply the desired pressure. Start the timer to record the duration of the hot press cycle.6. Heating and cooling cycle: Maintain the pressure andtemperature for the specified duration. After the desired time, release the pressure and allow the samples to cool down.7. Sample inspection: After cooling, remove the samples from the hot press machine and visually inspect them for any signs of delamination, cracks, or other defects.8. Testing of properties: Perform tests to evaluate the bonding strength, dimensional stability, and other relevant properties of the particleboard samples.9. Documentation and analysis: Record the test results and analyze them to assess the quality and performance of the particleboard.Conclusion:The hot press test plan provides a systematic approach to evaluate the quality and performance of particleboard under high temperature and pressure conditions. By conducting this test, manufacturers can ensure that theparticleboard meets the required standards and is suitable for various applications in the construction and furniture industries.中文回答:刨花板热压试验计划。
刨花板生产热压工艺研究
摘要对于刨花板而言,其生产过程中的热压工艺将会对刨花板板坯的化学与物理特性产生一定的影响,从而对刨花板的最终生产质量存在一定的联系。
因此,对刨花板生产热压工艺进行研究,对于提升刨花板的生产质量有着极为重要的意义。
鉴于此,本文对热压过程中的物理变化与化学变化进行分析,随后详尽介绍了热压工艺参数,最后对热压过程中产生的主要缺陷及消除进行了简要叙述,以此来帮助有关人士更好地对刨花板生产热压工艺进行研究。
关键词刨花板;生产;热压工艺;研究
前言
在一定条件下,将施加胶黏剂的木质或非木质纤维材料进行压制而形成的板材便是刨花板的基本定义。
其中,为了保证刨花板的生产质量满足标准要求,对刨花板生产环节中的各个工艺要求进行严格的遵守是很有必要的。
在生产刨花板过程中,热压工艺的科学性与合理性将会对刨花板的整体质量有着极为紧密的联系,所以加强对刨花板生产热压工艺研究,对于提升刨花板的生产质量有着极为重要的现实意义。
1 热压过程中的物理变化
1.1 温度的变化
板坯进入热压机后,高温热压板把热量传给表层板坯,进而表层刨花将热量向芯层传递,板坯整体温度升高。
板坯温度升高的热量有三个来源:热压板供热、刨花受压摩擦生热和胶粘剂固化放热,其中主要来源是由热压板提供的。
1.2 含水率和胶粘剂的再分布
热压机闭合过程中,板坯所受的压力逐渐增大,刨花移动产生摩擦,胶粘剂在刨花表面重新分布。
随着板坯温度的升高,表层板坯达到水的汽化温度后,水分汽化,少部分汽化水逸出板坯,大部分的汽化水冲向芯层,提高了芯层刨花的含水率,同时将热量传向芯层。
因此,在生产中,表层板坯含水率高于芯层含水率,可以产生蒸汽冲击效应,提高热压机传热效率。
热压中后期芯层温度提高,水分汽化后,在一定饱和蒸汽压力的作用下,向板外排放,板坯含水率降低。
1.3 板坯厚度和密度的变化
压机闭合,随着压力的逐渐增加,板坯发生压缩到要求的厚度,同时密度增加,达到一定的强度[1]。
2 热压过程中的化学变化
2.1 胶粘剂的固化
刨花板生产中大多使用脲醛树脂胶粘剂,尿素和甲醛经过加成反应和缩聚反应形成线形结构的初期脲醛树脂,在一定温度和酸性介质条件下,进一步脱水缩聚,形成体形结构的末期脲醛树脂。
生产中为了保证一定固化速度,通常采用较高的固化温度和以强酸弱碱盐为固化剂。
2.2 木材中化学成分的热降解
组成木材的化学成分纤维素、半纤维素、木素和其他一些碳水化合物,在高温高压下发生降解,因此,热压过程中热压温度过高、热压时间过长不仅增加生产成本、降低生产效率,而且影响产品质量。
热压过程的物理变化和化学变化不是孤立的,而是相互交织或同时发生的,在物理变化同时也发生化学变化。
如板坯进入压机后板坯表层受热,温度达到胶粘剂固化温度时,胶粘剂固化,这时板坯所受的压力低,刨花之间没有形成紧密结合,胶粘剂固化强度很低,形成松软层,也就是预固化层[2]。
3 热压工艺参数
热压工艺参数主要包括热压温度、热压时间、热压压力。
3.1 热压温度的作用
加热的温度是热压工序的一个主要因素,它能使胶粘剂迅速固化。
热量通过热压板直接或间接传递给板坯,达到胶粘剂固化温度使胶粘剂固化。
温度由表层向芯层存在温度梯度,温度梯度越大,传热速度越快,可以缩短热压时间,提高生产效率。
因此,刨花板生产一般采用较高温度(150℃-200℃),但以不使木材明显降解为尺度。
热压时,热量除使胶粘剂固化外,高温还可以增加木材可塑性,便于压紧板坯,使板坯密实。
热量还能增加胶粘剂的流展性,促使胶粘剂在刨花表面再分布,提高胶粘剂在刨花表面分布的均匀性。
3.2 压力的作用
通常来讲,板坯的压缩特性、刨花彼此间的接触、刨花板密度等均与热压环节中的压力大小有着密切联系。
通过一定的压力作用,会在增加刨花彼此之间接触的同时,降低板坯的密度,从而使得刨花板的强度会在固化过程中有所上升。
与此同时,在使用厚度规热压过程中,板坯所受到的压力与压机作用的压力有所偏差。
其中,板材属于弹塑性材料,当处于高温高压环境中,其会出现塑性与弹性形变,厚度规便可承受过高的压力(见图1)。
此外,压力过高或过低,均会对刨花板的性能产生影响,所以采用分段降压的方式可有效地保证刨花板的热压质量。
3.3 热压时间的作用
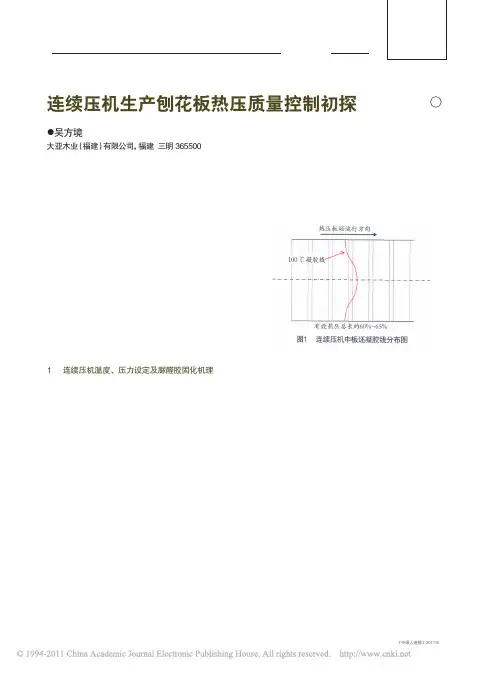
热压时间可通常用热压周期表予以表示(如图2所示)。
其中,t1表示板坯进入压机与压板闭合的时间,并且其对产品最终性能有着较大影响。
另外,胶黏剂的固化与板坯密度、强度的形成均在t2这一阶段,所以将加压时间控制在合理的范围是极其重要的。
与此同时,如果其他条件相同,压機闭合时间的长短对于密度梯度有着一定的影响,并且密度梯度与静曲强度成正比关系。
在热压时,压力、温度与时间彼此存在联系,所以需要以实际情况为参考对各个参数进行调整,对于提升热压工艺质量有着关键意义。
4 热压过程中产生的主要缺陷及消除
4.1 预固化层过厚
预固化层是在低压时表层刨花胶粘剂提前固化形成的松软层。
生产中存在一定的预固化层(1~2mm双面)是正常的,但预固化层过厚就会造成原料浪费,增加成本。
可以从以下几个方面考虑降低预固化层:提高压机闭合速度;提高表层刨花含水率;表层刨花胶粘剂中加入复合型固化剂;使用板坯表面处理剂。
4.2 鼓泡
鼓泡是由于板内局部饱和蒸压力大于胶合强度时引起的。
可以从以下几个方面考虑减少和消除鼓泡:降低刨花含水率尤其是芯层刨花含水率;延长热压时间;降低高压压力和分段卸压时延长低压保压时间。
4.3 分层
分层主要是由于胶粘剂的固化不充分引起的,因此,生产中在注意胶粘剂的质量的前提下,还应该调整固化剂加量、热压温度、热压时间、板坯含水率等几个方面。
由此可见,为了确保刨花板的性能满足使用要求,有必要采用科学、合理的热压工艺来对刨花板整体性能参数进行控制,以此来从根本上保证刨花板的生产质量,对于刨花板生产企业市场竞争力的提升有着极为重要的作用。
参考文献
[1] 李好.我国刨花板行业清洁生产现状分析及建议[J].中国人造板,2017,24(06):8-11.
[2] 张勇军,杨宝堂.刨花板生产工艺控制对质量的影响[J].中国人造板,2012,(11):30-32.。