催化剂罐现场组焊施工方案2
- 格式:doc
- 大小:3.38 MB
- 文档页数:6
6.5.9上、下两封头之间的距离允许偏差①催化剂罐上、下两封头之间的距离允许偏差:不超过±40mm6.5.10筒体组对过程中,严禁强力组装,以避免机械损伤。
工卡具、吊耳、引弧板等须统一设置,与筒体焊接的工装、卡具应用Q345R或相近的材料,减少对母材的损伤。
所有工卡具等拆除后、母材补焊后须打磨平滑,以进行磁粉检测。
6.5.11制造中应避免钢材表面的机械损伤。
对于尖锐伤痕应予修磨,修磨范围的斜度至少为1:3。
修磨的深度应不大于该部位钢材厚度的5%,且不大于2 mm,所剩壁厚不得小于设计最小厚度,否则应予焊补。
6.5.12开口小接管不得与筒体纵、环缝和封头上的拼接焊缝相碰,焊缝边缘距离不小于100 mm。
6.6筒节组对6.6.1在组对平台上划出筒节的内圆,在内圆线内≯1mm处设置定位挡块(挡块~2m一块),并焊接牢固。
6.6.2将带板依次吊放到平台上并靠紧定位挡块,用卡具调整纵缝(A类焊缝)的对缝间隙、错边量、棱角度、端面平面度、同一端面相邻两块带板的高差及筒节的圆度,其允许偏差见4.5壳体组装的一般要求。
6.6.3调整至符合要求后,在焊缝的小坡口侧进行点固焊,点固焊的长度以不小于30mm为宜,间隔以300mm左右为宜,且每条纵缝的两端必须点固。
6.6.4点固焊后焊接前应在纵缝的小坡口侧设置防变形板,防变形板的间隔以400mm左右为宜,每条纵缝距两端50mm处必须设置防变形板。
6.6.5必要时应在筒节的上、下端面内部设置防变形支撑。
6.7封头组对6.7.1封头在平台上进行组对,组对完毕进行几何尺寸检查、焊接、外观检查、无损检测合格后吊装或与其他构件组焊成段。
6.7.2 在封头瓣片外侧点焊方帽(纵向约1m一个,横向每块板至少3个),并焊接。
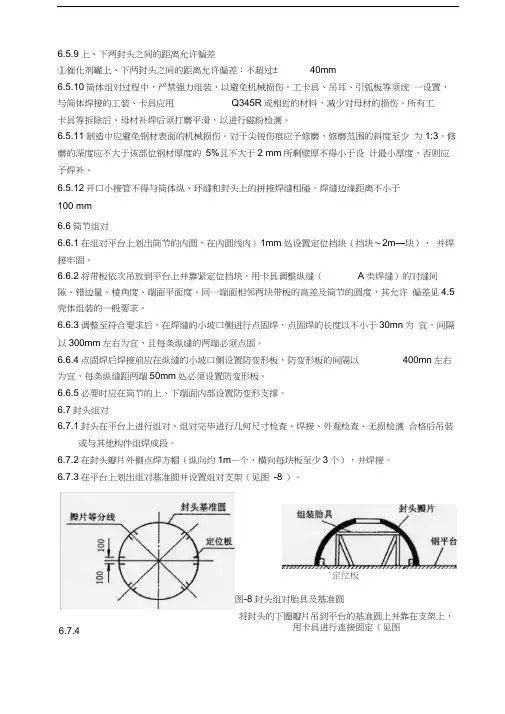
6.7.3在平台上划出组对基准圆并设置组对支架(见图-8)。
图-8封头组对胎具及基准圆6.7.4将封头的下圈瓣片吊到平台的基准圆上并靠在支架上,用卡具进行连接固定(见图-8)。
6.7.5组对封头的上圈瓣片或顶圆。
6.7.6所有瓣片组对完毕,统一进行调整,其组对间隙、错边量、棱角度及圆度的检查方法及要求如下:①. 对口错边量允许偏差b ≤2mm ;对缝间隙允许偏差G ≤3mm 。
②. 圆度的检查:组对及焊接完毕,其圆度(最大最小直径)允许偏差≯25mm 。
③. 用1m 长样板检查棱角度,其偏差(间隙)不大于7mm 。
6.7.7封头在组对状态焊接外侧焊缝,外侧焊缝焊接完毕翻个焊接内侧的焊缝。
下封头内 侧焊接完毕无损检测合格后即可进行组装,上封头内侧焊接完毕翻个后进行组装。
6.8 锥体组对6.8.1在组对平台上划出基准圆,按照基准圆设置组对胎具(参照封头的组对胎具)。
6.8.2分带组对成圈(对缝错边量、棱角度、对缝间隙等的要求同筒节,圆度偏差≯15mm ), 点焊纵缝并点焊焊接防变形板。
6.8.3焊接纵缝、外观检验、无损检测。
6.8.4修整各带上、下口的平面度(平面偏差≯3mm ),修整坡口。
6.8.5组对环缝(对缝错边量、棱角度、对缝间隙要求同筒体环缝的组对要求)。
6.9 裙座组对 6.9.1裙座到货检验裙座底板上的地脚螺栓孔中心圆直径允差、相邻两孔弦长允差和任意两孔弦长允差均不得大于2mm. 6.9.2裙座组对(1)在组对平台上将裙座基础环组对成型并焊接,在基础环板上表面划出相隔90°的安装基准线、筒体带板位置线、基础螺栓孔开孔位置及开孔尺寸线。
安装基准线应沿基础环板全宽做出,且应做出明显的永久性标记。
基础环板上平面与裙座筒体第一带板连接处的焊缝应打磨至与基础环板上平面平齐,打磨长度应>80mm (带板中心圆两侧各40mm )。
(2)将裙座筒体最下一带板在平台上组对成圈,利用图-9所示的卡具调整纵缝间的间隙、错边量及棱角度,组对间隙、错边量同筒节的A 类焊缝,棱角度偏差不大于5mm 。
焊接纵缝后与基础环板组对,调整裙座筒体第一带板与基础环板的垂直度,符合要求后进行点焊,并进行焊接。
(3)点焊裙座地脚螺栓座的立筋板和盖板。
(4)基础环的地脚螺栓通孔应跨中均布,中心圆 直径允差、相邻两孔弦长允差和任意两孔弦长允 差均不大于2mm 。
6.10 管口、人孔组装6.10.1管口划线后应检查开孔位置的标高和方位,并由检查人员签字确认。
21453 图-9组对卡具示意1-方帽;2-带板; 3-扁楔子;4-圆楔子;5-卡具6.10.2管口点焊前应将补强圈套入,待接管与容器体焊接完毕方可点焊补强圈。
6.10.3管口组装时法兰面应垂直于接管主轴中心线,法兰的螺栓通孔应与容器体的纵向中心线跨中布置。
6.11 内件组装6.11.1检修平台支架(1)在第八段壳体地面组焊成段时,在内部划出内件安装的基准圆和0°、90°、180°、270°方位线作为安装的基准,在地面进行安装。
(2)安装点固后需经过相关检察人员签字后方可进行焊接组对。
6.11.2翼阀安装(1)复测翼阀安装位置标高。
(2)安装前按照70B112-2000《翼阀制造,安装工程技术条件》进行静态试验,合格后进行安装。
(3)安装点固后需经过相关检察人员签字后方可进行焊接组对,按照相应标准进行验收。
6.12现场组焊吊装程序6.12.1 下锥体组对时大口朝下,组对焊接完成后进行翻个;先吊裙座,再进行下锥体吊装,共计分十一段进行吊装。
6.12.2筒体1~8段依次进行吊装。
6.12.3 第十段吊装就位后,上封头吊装前内件吊装就位,具体吊装重量见催化剂罐吊装各段参数表。
催化剂罐吊装各段参数表表-2 序号段号直径(mm)高度(mm)重量(kg)吊耳个数(个)吊装底标高(mm)1 第1段Φ7000 4000 16900 4 EL 00002 第2段Φ7000 6060 20200 4 EL-20603 第3段Φ7000 2500 122004 EL 40004 第4段Φ7000 2500 13100 4 EL 65005 第5段Φ7000 2500 13100 4 EL 90006 第6段Φ7000 2500 13100 4 EL 115007 第7段Φ7000 2500 12200 4 EL 140008 第8段Φ7000 2500 12200 4 EL 165009 第9段Φ7000 2500 12200 4 EL 1900010 第10段Φ7000 2500 12200 4 EL 2150011 第11段Φ7000 2100 12000 4 EL 240006.13整体安装尺寸及外形尺寸允许偏差整体安装尺寸及外形尺寸允许偏差表-3序号检验项目允许偏差(mm)1 筒体圆度不大于25mm2 直线度≤23.5mm3 上、下两封头焊缝之间的距离不超过±40mm4基础环底面至容器器下封头与容器壳连接焊缝距离每米偏差不得大于2.5/1000mm,且最大值为6mm5 接管法兰至容器器外壁高度±5mm6 接管法兰倾斜度±0.5°7接管或人孔的标高接管±6mm 人孔±10mm8 与外部管线连接的法兰面垂直度或平行度DN≤200时为±1.5mm;DN≥200时为±2.5mm9 接管中心线距容器盘面的距离±3mm(人孔为±6mm)10 壳体分段处端面平行度DN/1000,且不大于2mm11 地脚螺栓相邻或任意两孔弦长±2mm12 地脚螺栓孔中心圆直径±2mm13 开孔中心线到顶封头中心±6mm14 接管中心线距容器盘面的距离±3mm15 容器安装允许偏差中心线位置±10mm标高±5mm垂直度各段筒体长度1‰,总体≤20mm 方位15mm7 现场焊接7.1焊接的一般要求7.1.1现场作业的焊工,需上报政府主管部门颁发的有效焊工合格证,经审批合格后参加本项目焊工入场考试,合格后持本项目颁发的焊工上岗证,方能从事合格项目范围内的焊接工作。
7.1.2焊接前应进行相应的焊接工艺评定工作或利用公司原有的评定合格的焊接工艺评定,并有相应的焊接工艺评定报告。
7.1.3焊接前应依据相应的焊接工艺评定编制各类焊缝的焊接工艺,其焊接工艺卡应发放至电焊班组。
从事焊接工作的焊工应熟悉焊接工艺卡规定的焊接工艺系数及要求。
7.1.4焊接材料应设一级库保管并设专用烘干室进行烘干、发放、回收管理。
焊材一级库内的相对湿度不得大于60%,焊材应放置在货架上且离地面的距离不得小于200mm,离墙壁的距离不得小于100mm。
7.1.5焊材烘干室内不得存放焊条。
应设专人负责焊条的烘干、发放、回收。
焊条在使用前进行充分烘干,烘干后的焊条应保持在恒温箱内,随用随取。
焊条的烘干、发放、回收应做出记录。
7.1.6每个焊工的焊接部位及施焊参数应做出记录,并应记录施焊的天气情况和环境温度。
7.1.7催化剂罐的主体材料、厚度及适用的焊接工艺评定见表-4催化剂罐现场组焊工艺评定一览表表-4序号材质厚度(mm)焊材/焊丝焊接位置焊接方法PQR编号适用于1 Q345R 28 H10Mn2 3G SAW 1695 裙座、筒体、封头2 Q345R 28 J507 3G SMAW 1274 裙座、筒体、封头3 Q345R/Q235B 20 JM-70Z 3G GMAW 1818 裙座、筒体、封头4 Q345R 28 JM-70Z 3G GMAW 2085 裙座、筒体、封头5 Q235B 11 J427 3G GMAW +SMAW 1674 附件7.2.1施焊前,应清除坡口及其母材两侧表面20mm范围内(已离坡口边缘的距离计)的氧化物、油污、熔渣及其有害杂质,坡口100mm范围内应涂防飞溅涂料。
7.2.2当施焊环境出现下列任一情况,如无有效防护措施时,禁止施焊。
(1)手工焊时风速大于8m/s。
(2)气体保护焊时风速大于2m/s。
(3)相对湿度大于90%。
(4)雨雪天气。
(5)被焊件温度低于-20℃时。
7.3焊前预热措施7.3.1当被焊件的温度在0~-20℃时,焊接前在始焊处100mm范围内预热到15℃以上,预热方法为采用氧-乙炔火焰加热,利用远红外测温仪测温。
7.3.2 当焊件厚度超过30mm时,焊件需要预热至80℃以上方可进行焊接,预热方法为采用氧-乙炔或液化气火焰加热,利用远红外测温仪测温。
7.3.3预热时的加热范围,以坡口中心线为基准,坡口每侧的预热宽度不得少于100mm。
7.3.4预热应在坡口两侧均匀进行,防止局部过热。
7.3.5应用测温仪进行温度测量时,宜在加热侧的背面进行,测温范围应距焊缝50~100mm。
7.3.6预热后,焊接应连续进行,如果连续性受到影响,再次焊接时,仍需进行预热。