AO法工艺设计参数
- 格式:pdf
- 大小:296.58 KB
- 文档页数:10
AO工艺设计计算参考AO工艺设计计算是指在AO(Atomic Operations)制造工艺中,通过对制造过程和制造设备参数等进行计算和优化,以实现高效、高质量的制造过程。
AO工艺设计的目标是提高制造过程的效率和准确性,降低制造成本和资源消耗,同时保证产品的质量和可靠性。
下面将从AO工艺设计中常见的计算内容和具体的计算方法进行详细介绍。
一、AO工艺设计中的常见计算内容1.制造过程能力分析和优化计算制造过程能力分析是指通过统计分析和计算,评估制造过程的稳定性和可靠性。
在AO工艺设计中,可以通过计算过程的CP(Process Capability)指数和Cpk(Process Capability Index)指数,来评估过程的能力和稳定性。
CP指标描述了过程的能力,Cpk指标描述了过程的稳定性。
通过对CP和Cpk进行计算,可以了解制造过程的能力水平,进而采取合适的措施进行优化。
2.制造设备参数优化计算制造设备参数优化计算是指通过对制造设备的参数进行计算和优化,实现制造过程的高效和高质量。
常见的制造设备参数包括速度、温度、力度等。
在AO工艺设计中,可以通过计算设备参数的响应曲线和性能曲线,来确定最佳的设备参数组合。
通过计算和优化制造设备参数,可以提高制造过程的效率和准确性,降低制造成本和资源消耗。
3.制造过程中的数据收集和分析计算制造过程中的数据收集和分析计算是指通过对制造过程中的数据进行收集和分析,来了解过程的状态和变化。
在AO工艺设计中,可以通过计算制造过程中的数据均值、方差等统计特性,来分析过程的变化和偏差。
通过数据分析计算,可以及时发现和纠正制造过程中的问题,保证制造过程的稳定性和可靠性。
二、AO工艺设计中的具体计算方法1.统计分析方法统计分析方法是AO工艺设计中常用的计算方法之一、通过对制造过程中的数据进行统计分析,可以了解过程的变化和偏差,进而采取合适的措施进行优化。
常用的统计分析方法包括正态性检验、方差分析、回归分析等。
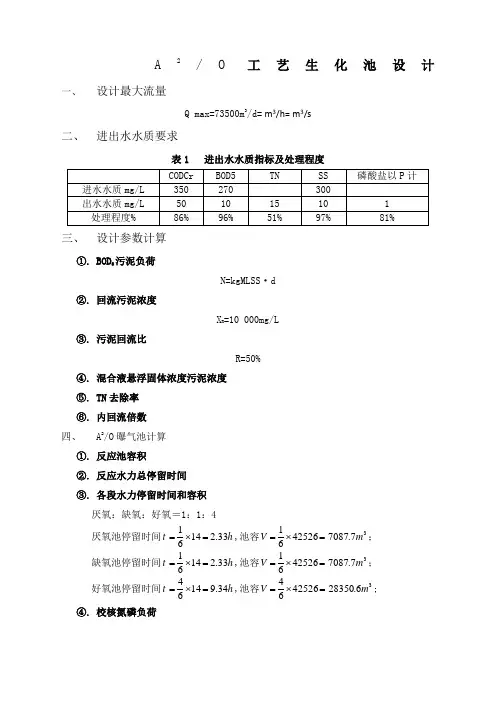
A2/O 工艺生化池设计一、 设计最大流量Q max=73500m 3/d= m 3/h= m 3/s二、 进出水水质要求表1 进出水水质指标及处理程度三、 设计参数计算①. BOD 5污泥负荷N=kgMLSS ·d②. 回流污泥浓度X R =10 000mg/L③. 污泥回流比R=50%④. 混合液悬浮固体浓度污泥浓度 ⑤. TN 去除率 ⑥. 内回流倍数 四、 A 2/O 曝气池计算 ①. 反应池容积②. 反应水力总停留时间 ③. 各段水力停留时间和容积厌氧:缺氧:好氧=1:1:4厌氧池停留时间h t 33.21461=⨯= ,池容37.70874252661m V=⨯=; 缺氧池停留时间h t 33.21461=⨯= ,池容37.70874252661m V=⨯=; 好氧池停留时间h t 34.91464=⨯= ,池容36.283504252664m V=⨯=; ④. 校核氮磷负荷好氧段TN 负荷为:()d kgMLSS kgTN N ⋅=⨯⨯=••/024.06.8350233339.3073500V X T Q 30厌氧段TP 负荷为:()d kgMLSS kgTN P ⋅=⨯⨯=••/017.07.708733334.573500V X T Q 10① 剩余污泥量:X ∆,kg/d 式中:取污泥增值系数Y=,污泥自身氧化率05.0=d K ,代入公式得: =5395kg/d 则:湿污泥量:设污泥含水率P=% 则剩余污泥量为: ⑤. 反应池主要尺寸反应池总容积:V=425263m设反应池2组,单组池容积:V =3212632m V= 有效水深5m,则: S=V/5=2m取超高为,则反应池总高m H 0.60.10.5=+= 生化池廊道设置:设厌氧池1廊道,缺氧池1廊道,好氧池4廊道,共6条廊道;廊道宽10m;则每条廊道长度为m bn S L 88.706106.4252=⨯==,取71m 尺寸校核1.71071==b L ,2510==h b 查污水生物处理新技术,长比宽在5~10间,宽比高在1~2间 可见长、宽、深皆符合要求五、 反应池进、出水系统计算1) 进水管单组反应池进水管设计流量s m Q Q /425.0285.023max 1=== 管道流速s m v /0.1=管道过水断面面积21425.00.1/425.0/m v Q A === 管径m Ad 74.0425.044=⨯==ππ取进水管管径DN800mm 2) 回流污泥管单组反应池回流污泥管设计流量 设管道流速s m v /85.01= 管道过水断面积 管径取出水管管径DN800mm 3) 出水管单组反应池出水管设计流量 设管道流速s m v /8.01= 管道过水断面积 管径取出水管管径DN1200mm六、 曝气系统设计计算1. 需氧量计算碳化需氧量: 硝化需氧量: 反硝化需氧量: 总需氧量:最大需氧量与平均需氧量之比为,则: 去除1kg 5BOD 的需氧量为: 2. 标准需氧量采用鼓风曝气,微孔曝气器;曝气器敷设于池底,距池底,淹没深度,氧转移效率A E =20%,计算温度T=25℃,将实际需氧量AOR 换算成标准状态下的需氧量SOR;式中:ρ——气压调整系数,ρ=所在地区实际气压/×510,取值为1 L C ——曝气池内平均溶解氧,取L C =2mg/L取85.0=α,95.0=β查表得20C 和25C 时,水中饱和溶解氧值为:L mg C S /17.9)20(=;L mg C S /38.8)30(=空气扩散器出口处的绝对压力 空气离开曝气池池面时,氧的百分比 曝气池混合液中平均氧饱和度 最大时需氧量为好氧反应池最大时供气量为3. 所需空气压力式中 阻力之和—供风管到沿程与局部—m h h 2.021=+m h 3.43 =——曝气器淹没水头4. 曝气器数量计算按供氧能力计算所需曝气器数量: 4.542114.020.1518max =⨯==c q SOR h 个,为分布均匀,取5616个 采用MT215型薄膜盘式微孔空气曝气器,动力充氧效率()h kw ⋅/kgO 2,工作水深,在供风量33-1m /h ×个时,曝气器氧利用率A E =20%,充氧能力14.0=c q 2kgO /h ×个,则:5. 供风管道计算供风干管采用树状布置 流量为设流速s m v /10=则管径取干管管径DN800mm单侧供气向两侧廊道供气支管设流速s10=v/m则管径为:取支管管径为DN400mm双侧供气向单廊道供气支管设流速s10=v/m则管径为:取支管管径为DN600mm七、设备选择1.厌氧池设备选择以单组反应池计算厌氧池内设QJB/12-621/3-480推流式潜水搅拌机4台,功率5kW,混合全部污水所需功率为:5×4=20kW;2.缺氧池设备选择以单组反应池计算缺氧池内设QJB/12-621/3-480推流式潜水搅拌机4台,功率5kW,混合全部污水所需功率为:5×4=20kW;3.混合液回流设备1.混合液回流泵混合液回流比%R106=N混合液回流量设混合液回流泵房2座,每座泵房内设3台潜污泵2用一备则单泵流量为:采用300QW900-8-30型潜水排污泵,扬程为8m,功率为30kW,转速为960r/min;2.混合液回流管回流混合液由出水井流至混合液回流泵房,经潜污泵提升后送至缺氧段首端;混合液回流管设计流量泵房进水管设计流速采用s8.0=v/m管道过水断面积则管径为:取泵房进水管管径DN1200mm同理,泵房出水管设计流量为泵房进水管设计流速采用s=m0.1v/管道过水断面积则管径为:取泵房进水管管径DN1200mm4.鼓风机选择好氧反应池最大时供气量为因此,鼓风机选择L83WD-980二叶罗茨鼓风机2用1备,该鼓风机进口流量为216minm,转速980r/min,升压,轴功率,配套电机型号为Y280S-6,电机功率45kW,主/3机重量为5530kg;。
污水处理A/O工艺设计参数1.HRT水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3在 A/O工艺中,好氧池的作用是使有机物碳化和使氮硝化;缺氧池的作用是反硝化脱氮,故两池的容积大小对总氮的去除率极为重要。
A/O的容积比主要与该废水的曝气分数有关。
缺氧池的大小首先应满足NO3--N利用有机碳源作为电子供体,完成脱氮反应的需要,与废水的碳氮比,停留时间、回流比等因素相应存在一定的关系。
借鉴于类似的废水以及正交试验,己内酷胺生产废水的A/0容积比确定在1:6左右,较为合适。
而本设计的A/ 0容积比为亚:2,缺氧池过大,导致缺氧池中的m(BOD)/m (NO3--N)比值下降,当比值低于1.0时,脱氮速率反趋变慢。
另外,缺氧池过大,废水停留时间过长,污泥在缺氧池内沉积,造成反硝化严重,经常出现大块上浮死泥,影响后续好氧处理。
后将A/O容积比按1:6改造,缺氧池运行平稳。
1.1、A/O除磷工艺的基本原理A/O法除磷工艺是依靠聚磷菌的作用而实现的,这类细菌是指那些既能贮存聚磷(poly—p)又能以聚β—羟基丁酸(PHB)形式贮存碳源的细菌。
在厌氧、好氧交替条件下运行时,通过PHB与poly—p的转化,使其成为系统中的优势菌,并可以过量去除系统中的磷。
其中聚磷是若干个基团彼此以氧桥联结起来的五价磷化合物,亦被称为聚磷酸盐,其特点是:水解后生成溶解性正磷酸盐,可提供微生物生长繁殖所需的磷源;当积累大量聚磷酸盐的细菌处于不利环境时,聚磷酸盐可分解释放能量供细菌维持生命。
聚β—羟基丁酸是由多个β—羟基丁酸聚合而成的大分子聚合物,当环境中碳源物质缺乏时,它重新被微生物分解,产生能量和机体生长所需要的物质。
这一作用可分为两个过程:厌氧条件下的磷释放过程和好氧条件下的磷吸收过程。
厌氧条件下,通过产酸菌的作用,污水中有机物质转化为低分子有机物(如醋酸等),聚磷菌则分解体内的聚磷酸盐释放出磷酸盐及能量,同时利用水中的低分子有机物在体内合成PHB,以维持其生长繁殖的需要。
A/O生物除磷工艺是由厌氧和好氧两部分反应组成的污水生物处理系统。
污水进入厌氧池后,与回流污泥混合。
活性污泥中的聚磷菌在这一过程中大量吸收污水中的BOD,并将污泥中的磷以正磷酸盐的形式释放到混合液中。
混合液进入好氧池后,有机物被氧化分解,同时聚磷菌大量吸收混合液中的正磷酸盐到污泥中。
由于聚磷菌在好氧条件下吸收的磷多于厌氧条件下释放的磷,因此污水经过“厌氧-好氧”的交替作用和二沉池的污泥分离达到除磷的目的。
一般情况下,TP的去除率可达到85%以上。
A/O工艺设计参数①水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3②污泥回流比:50~100%③混合液回流比:300~400%④反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N⑤硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d⑥硝化段污泥负荷率:BOD/MLSS<0.18KgBOD5/KgMLSS·d⑦混合液浓度x=3000~4000mg/L(MLSS)⑧溶解氧:A段DO<0.2~0.5mg/LO段DO>2~4mg/L⑨pH值:A段pH =6.5~7.5O段pH =7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。
反硝化反应还原1gNO3--N将放出2.6g氧,生成3.75g碱度(以CaCO3计)⑿需氧量Ro——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO2/h)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro应包括这三部分。
Ro=a’QSr+b’VX+4.6Nra’─平均转化1Kg的BOD的需氧量KgO2/KgBODb’─微生物(以VSS计)自身氧化(代谢)所需氧量KgO2/KgVSS·d。
一级ao接触氧化法工艺设计计算书一级ao接触氧化法是一种常见的工业废水处理工艺,用于去除有机污染物和氨氮等污染物。
本文将针对一级ao接触氧化法的工艺设计进行详细介绍和计算。
一、工艺介绍一级ao接触氧化法是将废水通过曝气设备进行氧化反应,利用微生物降解有机物和氨氮等污染物。
在一级ao接触氧化池中,通过曝气装置供给足够的氧气,使废水中的有机物被微生物降解,从而达到净化水质的目的。
该工艺具有处理效果好、操作简单、投资和运行成本低等优点。
二、工艺设计计算1. 污水处理量计算根据废水的水质和排放标准要求,确定一级ao接触氧化池的处理量。
通常根据每小时处理的废水量来进行计算,单位为m3/h。
2. 污水进水浓度计算根据废水的水质分析结果,确定废水进入一级ao接触氧化池的水质浓度。
可以通过采样分析或根据相关标准推算得出。
3. 曝气量计算曝气量是指一级ao接触氧化池中所需的氧气量。
曝气量的计算可以根据废水的有机负荷来进行。
有机负荷是指废水中有机物的质量或浓度。
4. 氧气需求量计算氧气需求量是指废水中有机物和氨氮等污染物所需的氧气量。
根据废水的化学需氧量(COD)和氨氮浓度,可以计算出氧气的需求量。
5. 曝气设备选择根据曝气量和氧气需求量,选择合适的曝气设备。
一般常用的曝气设备有机械曝气和生物膜曝气等。
6. 一级ao接触氧化池尺寸计算根据污水处理量和水力停留时间,计算一级ao接触氧化池的尺寸。
水力停留时间是指废水在一级ao接触氧化池内停留的时间,通常根据废水的有机负荷和处理效果要求来确定。
7. 水力负荷计算水力负荷是指单位面积上承受的水流量。
根据一级ao接触氧化池的尺寸和污水处理量,计算出水力负荷。
8. 污泥产量计算一级ao接触氧化法中会产生污泥,根据处理量和污泥产率,计算出污泥的产量。
三、工艺设计计算书编写工艺设计计算书应包括以下内容:工艺概述、设计依据、工艺流程图、设计计算参数、设备选型、工程量计算、设备布置图等。
A/O生物除磷工艺是由厌氧和好氧两部分反应组成的污水生物处理系统。
污水进入厌氧池后,与回流污泥混合。
活性污泥中的聚磷菌在这一过程中大量吸收污水中的BOD,并将污泥中的磷以正磷酸盐的形式释放到混合液中。
混合液进入好氧池后,有机物被氧化分解,同时聚磷菌大量吸收混合液中的正磷酸盐到污泥中。
由于聚磷菌在好氧条件下吸收的磷多于厌氧条件下释放的磷,因此污水经过“厌氧-好氧”的交替作用和二沉池的污泥分离达到除磷的目的。
一般情况下,TP的去除率可达到85%以上。
A/O工艺设计参数①水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3②污泥回流比:50~100%③混合液回流比:300~400%④反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N⑤硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d⑥硝化段污泥负荷率:BOD/MLSS<0.18KgBOD5/KgMLSS·d⑦混合液浓度x=3000~4000mg/L(MLSS)⑧溶解氧:A段DO<0.2~0.5mg/LO段DO>2~4mg/L⑨pH值:A段pH =6.5~7.5O段pH =7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。
反硝化反应还原1gNO3--N将放出2.6g氧,生成3.75g碱度(以CaCO3计)⑿需氧量Ro——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO2/h)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro应包括这三部分。
Ro=a’QSr+b’VX+4.6Nra’─平均转化1Kg的BOD的需氧量KgO2/KgBODb’─微生物(以VSS计)自身氧化(代谢)所需氧量KgO2/KgVSS·d。
工艺设计参数①水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段段=1:3②污泥回流比:50~100%③混合液回流比:300~400%④反硝化段碳/氮比:5>4,理论消耗量为1.72⑤硝化段的负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05·d⑥硝化段污泥负荷率:<0.185·d⑦混合液浓度3000~4000()⑧溶解氧:A段<0.2~0.5O段>2~4⑨值:A段=6.5~7.5O段=7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾碱度:硝化反应氧化14需氧4.57g,消耗碱度7.1g(以3计)。
反硝化反应还原13将放出2.6g氧,生成3.75g碱度(以3计)⑿需氧量——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(2)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以应包括这三部分。
’’4.6a’─平均转化1的的需氧量2b’─微生物(以计)自身氧化(代谢)所需氧量2·d。
上式也可变换为:’·’或’’·─所去除的量()─氧的比耗速度,即每公斤活性污泥()平均每天的耗氧量2·d─比需氧量,即去除1的需氧量2由此可用以上两方程运用图解法求得a’ b’—被硝化的氨量 4.6—13-N转化成3-所需的氧量(2)几种类型污水的a’ b’值⒀供氧量─单位时间内供给曝气池的氧量,因为充氧与水温、气压、水深等因素有关,所以氧转移系数应作修正。
ⅰ.理论供氧量1.温度的影响(θ)(20)×1.02420 θ─实际温度2.分压力对的影响(ρ压力修正系数)ρ=所在地区实际压力()/101325()=实际值/标准大气压下值3.水深对的影响2·(0.101321)─曝气池中氧的平均饱和浓度()─曝气设备装设深度()处绝对气压()9.81×10-3H ─当地大气压力()21·(1)/[79+21·(1)]??─扩散器的转移效率─空气离开池子时含氧百分浓度综上所述,污水中氧的转移速率方程总修正为:α(20)(βρθ×1.024θ-20{理论推出氧的转移速率α(β)}在需氧确定之后,取一定安全系数得到实际需氧量(20)/α(βρ(θ))×1.024θ-20则所需供气量为:(0.3)×100m3─混合液溶解氧浓度,约为2~3()─实际需氧量2─标准状态需氧量2在标准状态需氧量确定之后,根据不同设备厂家的曝气机样本和手册,计算出总能耗。
AO工艺设计计算公式A/O工艺设计参数在A/O工艺的设计中,需要考虑以下参数:1.水力停留时间:硝化不少于5-6小时,反硝化不超过2小时,A段:O段=1:3.2.污泥回流比:50-100%。
3.混合液回流比:300-400%。
4.反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N。
5.硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d。
6.硝化段污泥负荷率:BOD5/MLSS<0.18KgBOD5/KgMLSS·d。
7.混合液浓度x=3000-4000mg/L(MLSS)。
8.溶解氧:A段DO2-4mg/L。
9.pH值:A段pH=6.5-7.5,O段pH=7.0-8.0.10.水温:硝化20-30℃,反硝化20-30℃。
11.碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。
反硝化反应还原1gNO3--N将放出2.6g 氧,生成3.75g碱度(以CaCO3计)。
12.需氧量Ro:单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO2/h)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro应包括这三部分。
Ro=a’QSr+b’VX+4.6Nr。
其中,a’为平均转化1Kg的BOD的需氧量KgO2/KgBOD,b’为微生物(以VSS计)自身氧化(代谢)所需氧量KgO2/KgVSS·d。
13.Nr为被硝化的氨量,kd/d4.6为1kgNH3-N转化成NO3-所需的氧量(KgO2)。
对于不同类型的污水,其a’和b’值也有所不同。
最后,还需要考虑供氧量的问题。
由于充氧与水温、气压、水深等因素有关,因此氧转移系数应作修正。
ρ表示所在地区实际压力(Pa)与标准大气压下Cs值的比值。
公式为ρ=实际Cs值/(Pa)=所在地区实际压力(Pa)/(Pa)。
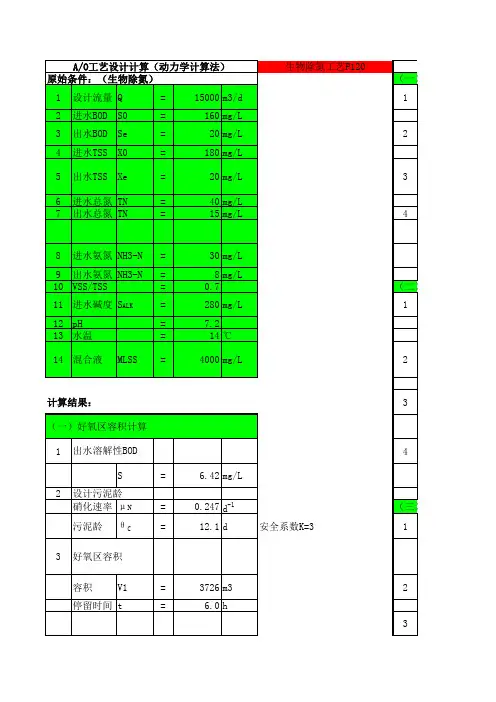
A1/O 生物脱氮工艺一、设计资料设计处理能力为日处理废水量为30000m3 废水水质如下:PH 值7.0~7.5 水温14~25℃ BOD5=160mg/L VSS=126mg/L(VSS/TSS=0.7) TN=40mg/L NH3-N=30mg/L 根据要求:出水水质如下:BOD5=20mg/L TSS=20mg/L TN 15mg/L NH3-N 8mg/L 根据环保部门要求,废水处理站投产运行后排废水应达到国家标准《污水综合排放标准》GB8978-1996中规定的“二级现有”标准,即COD 120mg/l BOD 30 mg/l NH -N<20 mg/l PH=6-9 SS<30 mg/l二、污水处理工艺方案的确定城市污水用沉淀法处理一般只能去除约25~30 ℅的BOD5,污水中的胶体和溶解性有机物不能利用沉淀方法去除,化学方法由于药剂费用很高而且化学混凝去除溶解性有机物的效果不好而不宜采用。
采用生物处理法是去除废水中有机物的最经济最有效的选择。
废水中的氮一般以有机氮、氨氮、亚硝酸盐氮和硝酸盐氮等四种形态存在。
生活污水中氮的主要存在形态是有机氮和氨氮。
其中有机氮占生活污水含氮量的40%~60%,氨氮占50%~60%,亚硝酸盐氮和硝酸盐氮仅占0%~5%。
废水生物脱氮的基本原理是在传统二级生物处理中,将有机氮转化为氨氮的基础上,通过硝化和反硝化菌的作用,将氨氮通过硝化转化为亚硝态氮、硝态氮,再通过反硝化作用将硝态氮转化为氮气,而达到从废水中脱氮的目的。
废水的生物脱氮处理过程,实际上是将氮在自然界中循环的基本原理应用与废水生物处理,并借助于不同微生物的共同协调作用以及合理的认为运用控制,并将生物去碳过程中转化而产生及原废水中存在的氨氮转化为氮气而从废水中脱除的过程。
在废水的生物脱氮处理过程中,首先在好氧(oxic)条件下,通过好氧硝化的作用,将废水中的氨氮氧化为亚硝酸盐氮;然后在缺氧(Anoxic)条件下,利用反硝化菌(脱氮菌)将亚硝酸盐和硝酸盐还原为氮气(N2)而从废水中逸出。
AO法工艺设计参数AO法工艺设计参数是指在AO法(Advanced Oxidation Process,高级氧化工艺)中,针对不同的废水处理需求和实际情况,确定的一系列重要参数。
通过合理选择和调节这些参数,可以最大程度地提高AO法的处理效果和经济效益。
1.水质参数:水质参数是指废水的基本性质和组成。
它们包括有机物浓度、COD (化学需氧量)、BOD(生化需氧量)、氨氮浓度等。
这些参数可以进一步帮助确定AO法中氧化、还原和微生物的作用。
2.pH值:pH值是指废水的酸碱性程度。
pH调节对AO法的进行起到重要作用,因为pH的改变可以影响废水中的有机物的溶解度、离子交换、金属沉淀等。
通常情况下,废水的pH在3-10范围内能够满足AO法的处理要求。
3.温度:温度是指废水的温度。
温度对AO法的反应速率和微生物的活性有一定的影响。
较高的温度可以加快废水中有机物的降解速率,但也会增加处理系统的能耗。
4.系统氧气供给率及供氧方式:AO法是通过氧化和还原反应来处理废水的,氧气在反应中起到了重要作用。
氧气供给率和供氧方式的选择和调节可以影响废水中的溶解氧浓度和传质速率。
其中供氧方式包括通气法、压力曝气法等。
5.反应时间:反应时间是指废水在AO法中处理的时间。
根据废水的性质和要求,确定合适的反应时间可以使AO法充分发挥其降解能力,同时避免废水过度处理导致成本增加。
6.填料类型和用量:填料是指在AO法反应器中用于增加接触面积、提高反应效率的材料。
常用的填料包括活性炭、陶粒等。
填料的类型和用量的选择与反应器的设计和处理效果密切相关。
7.水力停留时间:水力停留时间是指废水在AO法中停留的时间。
废水的水力停留时间可以通过调整反应器的容积和进出水流量来控制。
合适的水力停留时间可以保证废水在AO法反应器中充分接触和反应。
8.微生物的种类和菌种:微生物在AO法中起到了重要作用,因为它们能够降解废水中的有机物。
选择适宜的微生物种类和菌种,可以提高废水的降解效率和处理效果。
AO法工艺设计参数首先,AO法工艺中的一个重要设计参数是温度。
温度可以影响到整个生产过程中的物理变化和化学反应。
在AO法工艺中,温度的选择必须要符合物料的特性和所需产品的性能要求。
如果温度过高或过低,都会对产品质量产生不利影响,因此需要根据实际情况进行合理选择。
其次,时间也是AO法工艺中的一个重要设计参数。
时间的长短直接影响到生产周期和产量。
在AO法工艺中,通过调整不同工序的时间,可以达到最佳的生产效果。
例如,在一些生产过程中,时间过短会导致产品质量不稳定,时间过长则会浪费资源和时间。
因此,合理控制时间是AO 法工艺设计的关键。
另外,液体比例也是AO法工艺设计中需要考虑的参数之一、液体比例在生产过程中是非常重要的,它会直接影响到产品的化学成分和物理性能。
在AO法工艺中,通过调整不同液体的比例,可以控制产品的颜色、质地、稳定性等方面的性能。
因此,液体比例的选择需要根据具体要求和实际情况进行合理调整。
此外,气体浓度也是AO法工艺设计中需要考虑的一个参数。
在一些生产过程中,需要通过气体对液体进行搅拌、混合或反应。
因此,气体浓度的选择会影响到产品的均匀性和反应效果。
在AO法工艺中,需要根据具体要求和实际情况,合理选择气体浓度,以达到最佳的生产效果。
最后,pH值也是AO法工艺设计中的一个重要参数。
pH值可以影响到溶液的酸碱性,从而影响到产品的稳定性和性能。
在AO法工艺中,通过调整pH值,可以改变液体的酸碱性,从而控制产品的性能。
因此,在AO法工艺设计中,需要根据产品的需求和实际情况,合理选择pH值,以达到最佳的生产效果。
综上所述,AO法工艺设计中的参数包括温度、时间、液体比例、气体浓度和pH值等。
这些参数的合理选择是保证产品质量和生产效率的重要因素。
在实际应用中,需要根据具体要求和实际情况,结合经验和科学的方法进行设计,以达到最佳的工艺效果。
污水处理中A/O工艺主要设计参数经验总结加简单计算①HRT水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3②污泥回流比:30~100%,具体根据污泥生长所处阶段确定,保证污泥浓度在设计浓度左右③混合液回流比:300~400%,混合液回流主要目的是将硝化作用下产生的氨氮送到A段进行反硝化,生成氮气,从而降低总排水氨氮浓度。
所以回流比除要调节平衡污泥浓度外,还有促进反硝化反应顺利进行的目的。
④反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N⑤硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d⑥硝化段污泥负荷率:BOD/MLSS<0.18KgBOD5/KgMLSS·d⑦混合液浓度x=3000~4000mg/L(MLSS)普通生活废水取高值,部分生化性能较差工业废水,MLSS取值3000以下⑧溶解氧(重点项目):A段DO<0.2~0.5mg/LO段DO>2~4mg/L⑨pH值:A段pH =6.5~7.5O段pH =7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。
反硝化反应还原1gNO3--N将放出2.6g氧,生成3.75g 碱度(以CaCO3计)⑿需氧量Ro——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO2/h)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro应包括这三部分。
Ro=a’QSr+b’VX+4.6Nra’─平均转化1Kg的BOD的需氧量KgO2/KgBODb’─微生物(以VSS计)自身氧化(代谢)所需氧量KgO2/KgVSS·d。
上式也可变换为:Ro/VX=a’·QSr/VX+b’ 或Ro/QSr=a’+b’·VX/QSrSr─所去除BOD的量(Kg)Ro/VX─氧的比耗速度,即每公斤活性污泥(VSS)平均每天的耗氧量KgO2/KgVSS·dRo/QSr─比需氧量,即去除1KgBOD的需氧量KgO2/KgBOD由此可用以上两方程运用图解法求得a’ b’Nr—被硝化的氨量kd/d 4.6—1kgNH3-N转化成NO3-所需的氧量(KgO2)几种类型污水的a’ b’值⒀供氧量─单位时间内供给曝气池的氧量,因为充氧与水温、气压、水深等因素有关,所以氧转移系数应作修正。
①HRT 水力停留时间:硝化不小于 5~6h;反硝化不大于 2h,A 段:O 段=1:3②污泥回流比: 30~100%,具体根据污泥生长所处阶段确定,保证污泥浓度在设计浓度摆布③混合液回流比: 300~400%,混合液回流主要目的是将硝化作用下产生的氨氮送到 A 段进行反硝化,生成氮气,从而降低总排水氨氮浓度。
所以回流比除要调节平衡污泥浓度外,还有促进反硝化反应顺利进行的目的。
④反硝化段碳/氮比: BOD /TN>4,理论 BOD 消耗量为 1.72gBOD/gNOx--N5⑤硝化段的 TKN/MLSS 负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS ·d⑥硝化段污泥负荷率:BOD/MLSS<0.18KgBOD /KgMLSS ·d5⑦混合液浓度x=3000~4000mg/L (MLSS)普通生活废水取高值,部份生化性能较差工业废水, MLSS 取值 3000 以下⑧溶解氧(重点项目): A 段DO<0.2~0.5mg/LO 段 DO>2~4mg/L⑨pH 值: A 段 pH =6.5~7.5O 段 pH =7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾ 碱度:硝化反应氧化 1gNH +-N 需氧4.57g,消耗碱度 7.1g (以 CaCO 计)。
4 3反硝化反应还原 1gNO --N 将放出 2.6g 氧,生成 3.75g3碱度(以 CaCO 计)3⑿需氧量 Ro——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO /h)。
2微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro 应包括这三部份。
Ro=a’QSr+b’VX+4.6Nr氧量 KgO /KgBOD2化(代谢)所需氧量 KgO /KgVSS ·d。
2上式也可变换为:Ro/QSr=a’+b’ ·VX/QSr(VSS)平均每天的耗氧量 KgO /KgVSS ·d2KgO /KgBOD2由此可用以上两方程运用图解法求得 a’Nr—被硝化的氨量 kd/da’─平均转化1Kg 的BOD 的需b’─微生物 (以 VSS 计) 自身氧Ro/VX=a’·QSr/VX+b’ 或者Sr─所去除 BOD 的量(Kg)Ro/VX─氧的比耗速度,即每公斤活性污泥Ro/QSr─比需氧量,即去除 1KgBOD 的需氧量b’4.6—1kgNH -N 转化成 NO -所需的氧量(KgO )3 3 2几种类型污水的a’ b’值⒀ 供氧量─单位时间内供给曝气池的氧量,因为充氧与水温、气压、水深等因素有关,所以氧转移系数应作修正。
AO脱氮工艺参数设计计算AO脱氮工艺是目前常用的一种脱氮工艺,其主要原理是将含氨废水通过厌氧混合池和好氧生物脱氮池进行脱氮处理。
在设计AO脱氮工艺时,需要考虑以下参数:COD/N比、HRT和PRV。
本文将详细介绍AO脱氮工艺参数设计的计算方法。
首先,需要计算COD/N比。
COD/N比是指进入系统的化学需氧量(COD)与氨氮负荷比值。
通常情况下,COD/N比应控制在8-12之间,以保证好氧脱氮效果良好。
计算COD/N比的公式如下:COD/N比=进水COD浓度/进水氨氮浓度接下来,需要计算水力停留时间(HRT)。
HRT是指水在反应器内停留的时间,它决定了废水在反应器内进行的反应时间。
HRT的计算公式如下:HRT=反应器体积/进水流量最后,需要计算通气比(PRV)。
PRV是指通气量与进水流量的比值,用于调节废水中氧气和氨氮的反应比例。
通常情况下,PRV应控制在0.15-0.3之间,以保证好氧脱氮效果稳定。
计算PRV的公式如下:PRV=通气量/进水流量综上所述,对于AO脱氮工艺参数设计,首先需要计算COD/N比,将其控制在8-12之间;然后计算HRT,以确定反应器内废水的停留时间;最后计算PRV,以控制好氧脱氮过程中的通气量。
需要特别注意的是,以上参数设计仅为一般性的参考值,实际设计时需根据具体情况进行调整。
另外,参数设计时还需考虑废水水质变化、温度变化等因素的影响,结合工程实际进行综合评估和调整。
在参数设计完成后,还需要进行反应器的选型和系统的运行参数设计。
反应器的选型需考虑反应器的容积、反应器的材质和反应器的操作方式等因素。
系统的运行参数设计需考虑进水流量、进水浓度、通气量等因素。
总的来说,AO脱氮工艺参数设计计算是一个综合考虑水质特性、处理效果和经济效益等因素的过程。
通过合理设计和计算,可以有效提高脱氮效果,降低废水处理成本。
A/O工艺设计参数①水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3②污泥回流比:50~100%③混合液回流比:300~400%④反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N⑤硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d⑥硝化段污泥负荷率:BOD/MLSS<0.18KgBOD5/KgMLSS·d⑦混合液浓度x=3000~4000mg/L(MLSS)⑧溶解氧:A段DO<0.2~0.5mg/LO段DO>2~4mg/L⑨pH值:A段pH =6.5~7.5O段pH =7.0~8.0⑩水温:硝化20~30℃反硝化20~30℃⑾碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。
反硝化反应还原1gNO3--N将放出2.6g氧,生成3.75g碱度(以CaCO3计)⑿需氧量Ro——单位时间内曝气池活性污泥微生物代谢所需的氧量称为需氧量(KgO2/h)。
微生物分解有机物需消耗溶解氧,而微生物自身代谢也需消耗溶解氧,所以Ro应包括这三部分。
Ro=a’QSr+b’VX+4.6Nra’─平均转化1Kg的BOD的需氧量KgO2/KgBODb’─微生物(以VSS计)自身氧化(代谢)所需氧量KgO2/KgVSS·d。
上式也可变换为:Ro/VX=a’·QSr/VX+b’或Ro/QSr=a’+b’·VX/QSrSr─所去除BOD的量(Kg)Ro/VX─氧的比耗速度,即每公斤活性污泥(VSS)平均每天的耗氧量KgO2/KgVSS·dRo/QSr─比需氧量,即去除1KgBOD的需氧量KgO2/KgBOD由此可用以上两方程运用图解法求得a’ b’Nr—被硝化的氨量kd/d 4.6—1kgNH3-N转化成NO3-所需的氧量(KgO2)几种类型污水的a’ b’值⒀供氧量─单位时间内供给曝气池的氧量,因为充氧与水温、气压、水深等因素有关,所以氧转移系数应作修正。
污水处理A/O工艺设计参数1.HRT水力停留时间:硝化不小于5~6h;反硝化不大于2h,A段:O段=1:3在 A/O工艺中,好氧池的作用是使有机物碳化和使氮硝化;缺氧池的作用是反硝化脱氮,故两池的容积大小对总氮的去除率极为重要。
A/O的容积比主要与该废水的曝气分数有关。
缺氧池的大小首先应满足NO3--N利用有机碳源作为电子供体,完成脱氮反应的需要,与废水的碳氮比,停留时间、回流比等因素相应存在一定的关系。
借鉴于类似的废水以及正交试验,己内酷胺生产废水的A/0容积比确定在1:6左右,较为合适。
而本设计的A/ 0容积比为亚:2,缺氧池过大,导致缺氧池中的m(BOD)/m(NO3--N)比值下降,当比值低于1.0时,脱氮速率反趋变慢。
另外,缺氧池过大,废水停留时间过长,污泥在缺氧池内沉积,造成反硝化严重,经常出现大块上浮死泥,影响后续好氧处理。
后将A/O容积比按1:6改造,缺氧池运行平稳。
1.1、A/O除磷工艺的基本原理A/O法除磷工艺是依靠聚磷菌的作用而实现的,这类细菌是指那些既能贮存聚磷(poly—p)又能以聚β—羟基丁酸(PHB)形式贮存碳源的细菌。
在厌氧、好氧交替条件下运行时,通过PHB与poly—p的转化,使其成为系统中的优势菌,并可以过量去除系统中的磷。
其中聚磷是若干个基团彼此以氧桥联结起来的五价磷化合物,亦被称为聚磷酸盐,其特点是:水解后生成溶解性正磷酸盐,可提供微生物生长繁殖所需的磷源;当积累大量聚磷酸盐的细菌处于不利环境时,聚磷酸盐可分解释放能量供细菌维持生命。
聚β—羟基丁酸是由多个β—羟基丁酸聚合而成的大分子聚合物,当环境中碳源物质缺乏时,它重新被微生物分解,产生能量和机体生长所需要的物质。
这一作用可分为两个过程:厌氧条件下的磷释放过程和好氧条件下的磷吸收过程。
厌氧条件下,通过产酸菌的作用,污水中有机物质转化为低分子有机物(如醋酸等),聚磷菌则分解体内的聚磷酸盐释放出磷酸盐及能量,同时利用水中的低分子有机物在体内合成PHB,以维持其生长繁殖的需要。
研究发现,厌氧状态时间越长,对磷的释放越彻底。
好氧条件下,聚磷菌利用体内的PHB及快速降解COD产生的能量,将污水中的磷酸盐吸收到细胞内并转变成聚磷贮存能量。
好氧状态时间越长,对磷的吸收越充分。
由于好氧状态下微生物吸收的磷远大于厌氧状态下微生物释放出的磷,随着厌氧—好氧过程的交替进行,微生物可以在污泥中形成稳定的种类并占据一定的优势,磷就可以通过系统中剩余污泥的排放而去除(见图1)。
图1 A/O除磷工艺中P、BOD降解曲线研究发现:同时进行生物脱氮除磷工艺难以达到理想效果,因而A/O除磷工艺已经在城市污水处理的生产运行中被广泛使用。
1.2、停留时间的控制污水在系统中停留的时间越长,投资越大,运行成本也越高,合理地控制污水在系统中的停留时间对实际生产应用十分重要。
A、厌氧段停留时间磷的过量摄取与磷的释放量关系很大,一般来说,释放越彻底,则好氧段磷的吸收越充分。
但是,如果要使磷的厌氧释放比较彻底,则需提高厌氧段停留时间,这样一方面要增加造价,另一方面还会发生磷的无效释放,因此,确定适当的厌氧段停留时间是很重要的。
图2是污水在厌氧状态下的磷释放曲线,图中四条曲线分别表示厌氧进水处不同TP浓度时TP随t的变化。
可以看到,污水在厌氧段停留2 h左右就可以使磷的释放达到一定程度,此后磷的释放很缓慢。
图2 厌氧释磷与停留时间关系B、好氧段停留时间好氧段停留时间对于除磷也是一个较为重要的参数。
磷在好氧段的吸收受到吸收速率与吸收量等很多因素的限制。
但一般来说,在好氧段停留2.5~3 h后总磷一般可以降到1 mg/L以下,3.0~4.0 h后降到0.5 mg/L以下(见图3)。
图中四条曲线分别表示好氧段进水处不同TP浓度时TP随t的变化。
图3 好氧吸磷与停留时间关系因此,一般情况下好氧段停留时间保持在3.0~4.0 h为宜,有时考虑到有机物的降解与去除,适当延长停留时间到4.0~5.0 h,就可以基本保证出水水质。
从以上分析中可以看出,厌氧、好氧段停留时间比在1∶2~1∶2.5比较适宜。
C、二沉池停留时间二沉池的停留时间由下式确定:t=AH/Q式中H —二沉池有效水深,mA—二沉池表面积,m2Q—污水最大日平均时进水量,m3/h但在实际运行时可适量通过污泥回流比进行调节。
加大回流则t缩短,减少回流则t延长。
在A/O除磷工艺系统中,对二沉池的停留时间应严格控制,否则将会由于停留时间过长而导致磷在二沉池及剩余污泥处理系统中过量释放,从而影响除磷效果。
为了确定合理的停留时间,在A/O池出口处对混合液磷的释放进行一段时间的释磷测试,结果见表1。
表1 A/O池出口处混合液的磷释放测试结果mg/Lt(h) 0.5 1.0 1.5 2.0 3.0 4.0 5.0 6.0 7.0 8.0 24.0 48.0 TP0TP0.03 0.05 0.11 0.34 1.06 1.53 4.10 5.80 7.50 8.20 4.940.02 0.03 0.04 0.38 1.77 2.49 5.01 7.20 8.00 8.60 7.770.03 0.04 0.39 0.74 2.18 2.53 5.17 6.60 7.50 8.80 5.690.02 0.03 0.21 0.52 1.74 1.90 4.82 6.20 7.30 8.56 14.8 22.2 7.860.02 0.11 0.52 1.54 4.06 6.61 8.35 11.8 21.3 5.600.03 0.23 0.53 1.75 4.37 7.86 9.00 14.5 25.6 5.98注t——混合液静沉时间 TP——上清液总磷浓度 TP0——进水总磷浓度通过测试发现,污泥在缺少营养物质条件下(简称为缺养条件)磷的释放完全不同于在营养物质丰富条件下(简称为富养条件)磷的释放。
前者进行较缓慢,同样处于厌氧状态,缺养条件下磷的释放在开始2 h内进行得特别缓慢,之后释放速度逐渐加快,至完全释放需要很长时间;后者进行比较快,在富养条件下磷的释放一开始就很快,经过2 h左右便达到最佳的完全释放状态。
可以认为:污水在二沉池的短暂停留不会造成磷的大量释放,影响除磷效果。
在A/O生物除磷工艺中,二沉池的停留时间可以控制在2 h左右2.污泥回流比:30~100%,具体根据污泥生长所处阶段确定,保证污泥浓度在设计浓度左右混合液回流比:300~400%,混合液回流主要目的是将硝化作用下产生的氨氮送到A段进行反硝化,生成氮气,从而降低总排水氨氮浓度。
所以回流比除要调节平衡污泥浓度外,还有促进反硝化反应顺利进行的目的。
回流比(R)也是A/O系统运行中的一个重要控制参数,包括混合液回流比(R)和污泥回流比(r)。
混合液回流的作用是向缺氧池提供硝态氮. 作为反硝化的电子受体;污泥回流的作用主要是保持系统的污泥平衡。
前置反硝化 A/O工艺要求大部分混合液回流到缺氧池,以确保反硝化的正常进行,因此回流比的大小直接影响系统的脱氮效果。
回流比太小,则出水NO3--N偏高,大部分硝态氮随终沉池出水流出;无足够的硝态氮供反硝化,势必影响脱氮效率,且废水中有机碳源不能充分利用。
一般认为回流比越大,脱氮效率越高,其实不然,当回流比过高,则不仅多耗费动力,还会因回流量增加,导致缺氧池中m(BOD5)/m(NO3--N)比值下降,若低于1.0时,脱氮速率反趋变慢。
我们分别在回流比在2,3,4三种情况下进行运行比较,当回流比控制在4时,去降率可达到91.3%,脱氮效果好。
3.反硝化段碳/氮比:BOD5/TN>4,理论BOD消耗量为1.72gBOD/gNOx--N4.硝化段的TKN/MLSS负荷率(单位活性污泥浓度单位时间内所能硝化的凯氏氮):<0.05KgTKN/KgMLSS·d5.硝化段污泥负荷率:BOD/MLSS<0.18KgBOD5/KgMLSS·d污泥负荷:生物脱氮是在COD cr,BOD5充分去除的基础上才发生的,若污泥负荷过高,则曝气池仅产生有机物氧化反应而不产生硝化反应,因此要保持较高的脱氮效率,污泥负荷必须控制在一定范围内。
当进水的COD cr浓度高,污泥负荷超过0.25kg [BOD5]/(kg[MLSS]·d)时,好氧池中的异养菌增多,使得硝化细菌的增殖受到限制,使硝化反应不完全。
后来,在匀质池进口外增加 2根 DNO稀释水管线,保证了进水浓度的相对稳定,污泥负荷稳定控制在 0.25 kg[BOD5]/(kg[MLSS]·d)以下,脱氮效果很好,NH3-N去除率由50%上升到90%以上。
COD cr,BOD5去除率分别为 95%,99%左右。
硝化负荷:硝化负荷将影响氨氮的转化,负荷太大,硝化反应不完全,脱氮效果变差。
当硝化负荷超过0.10 kg[NH3-N]/(kg[MLSS]·d)时,出水NH3-N明显上升,去除率急剧下降,活性污泥结构松散,终沉池污泥成颗粒状随水带出。
当发现硝化负荷高时,可采取减少进水量,降低硝化负荷;适当提高匀质池 COD cr的浓度,保持 m(C):m(N)= 6:l左右,这个比例能使硝化菌较快地增长;为保持曝气池适当污泥浓度和增加供氧,可将污泥全部回流至曝气池。
根据经验,硝化负荷控制在0.04-0.06 kg[NH3-N」/(kg[MLSS]·d)范围内,脱氮效果好,NH3-N去除率在85%以上。
6.混合液浓度x=3000~4000mg/L(MLSS)普通生活废水取高值,部分生化性能较差工业废水,MLSS取值3000以下7.溶解氧(重点项目):A段DO<0.2~0.5mg/L,O段DO>2~4mg/L。
生物硝化脱氮处理,氨氮硝化需氧量很大,曝气池内必须供给足够的溶解氧,硝化反应才能正常进行。
通常当曝气池内溶解氧质量浓度在2~6mg/L时,硝化率与溶解氧质量浓度关系不大,如果在 2 mg/L以下,溶解氧浓度就成了硝化反应的抑制因素。
根据运行经验,装置要保持NH3-N有较好的去除效果,曝气池内溶解氧的质量浓度应保持在2.0-4.0 mg/L范围内。
8.PH值:A段pH =6.5~7.5,O段pH =7.0~8.0。
pH值对硝化和反硝化都有一定的影响,由于在硝化过程中有H+产生,水的pH值将下降,要使硝化过程正常稳定运行,曝气池混合液必须有足够的碱度。
以保证硝化作用完成以后,水中尚有30~50 mg/L剩余碱度为宜。
根据运行经验,pH值控制在8~8.4范围内是硝化速率的高效反应区。
9.水温:硝化20~30℃ ,反硝化20~30℃。
10.碱度:硝化反应氧化1gNH4+-N需氧4.57g,消耗碱度7.1g(以CaCO3计)。