圆网印花机控制系统
- 格式:doc
- 大小:216.00 KB
- 文档页数:5
书山有路勤为径;学海无涯苦作舟
圆网印花机传动系统的组成
圆网印花机的传动系统主要由织物的单元拖动、辅助功能传动以及圆网传动组成。
一、单元拖动圆网印花机的单元拖动部分是指用于拖动或牵引织物运
动的传动单元,主要由进布传动、进布超喂传动、印花导带传动、烘房输送带传动以及落布传动组成。
其运转特点是要求各个单元实现对织物的恒张力牵引,能够在导布速到最高印花车速的任意速度运行。
过去由于交流电动机调速困难,调速性能要求高的场合都采用直流电动机调速。
只要改变直流电动机的供电电压就可以实现对转速的调整。
但直流电动机结构复杂,体积大,维修困难,实现单元的同步运行就比较复杂。
到了20世纪90年代,随着变频调速技术的成熟,交流调速正逐步取代直流调速。
圆网印花机的单元拖动都采用变频调速,利用变频器拖动电动机,启动电流小,可以实现软启动和无级调速,方便地进行加减速控制。
二、辅助功能传动圆网印花机的辅助功能传动主要由排气风机、循环
风机、浆泵、吸尘装置、导带纠偏、输送带纠偏以及导带清洗毛刷电动机等组成。
三、圆网传动圆网传动是指带动圆网转动的传动装置,是整个印花机
传动的核心。
要求圆网与导带要以一定的同步关系运行,即导带要比圆网快2%o-4%o运行,并且要求每个圆网的传动要平稳,圆网传动的传动精度直接影响整台印花机的对花精度。
自从圆网印花机的诞生以及伴随着电子技术的发展,圆网印花机的圆网传动出现了圆网与导带共轴集体传动、圆网与导带分电动机传动以及圆网与导带独立传动三种传动模式。
专注下一代成长,为了孩子。
台达圆网印花机控制系统解决方案
戴星榆;王江涛
【期刊名称】《自动化信息》
【年(卷),期】2011(000)006
【摘要】本文主要介绍基于台达自动化产品的圆网印花机控制系统整体解决方案。
该台达整体解决方案,主要通过工业控制网络DeviceNet来实现各色系的I/O
控制;通过CANopen实现伺服数据的读写;同时通过独有的脉冲By-pass功能
实现12色伺服的同步控制。
经现场生产实践验证,台达完善的工业控制网络,尤其是其伺服内建的独特动态误差修正功能,可保证在剧烈加减速时不”跑花”。
该系统解决方案的成功应用,有效地推动了国内圆网印花机的性能提升。
【总页数】3页(P68-70)
【作者】戴星榆;王江涛
【作者单位】台达工业自动化事业部应用技术中心,江苏吴江215200
【正文语种】中文
【中图分类】TP273
【相关文献】
1.台达圆网印花机控制系统解决方案 [J], 王江涛;戴星榆
2.台达整体解决方案在圆网印花机系统的应用 [J],
3.基于台达变频器同步解决方案的橡胶硫化成型控制系统 [J], 李伟
4.基于台达变频器同步解决方案的橡胶硫化成型控制系统 [J], 李伟
5.460钢板校平剪板机自动控制系统台达整体解决方案 [J], 刘庆生
因版权原因,仅展示原文概要,查看原文内容请购买。
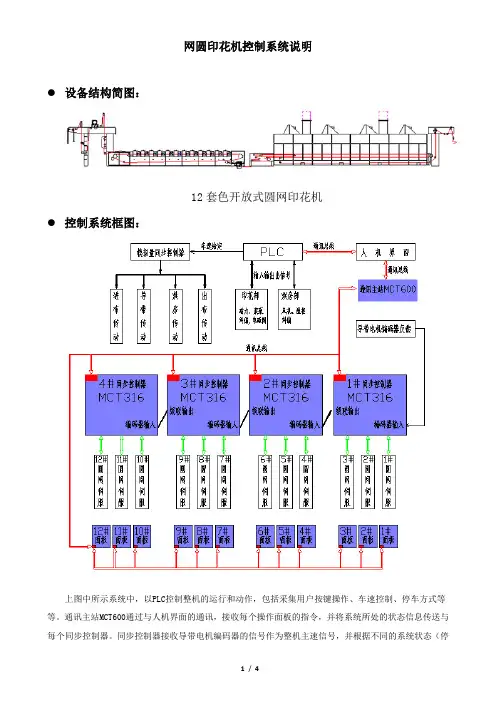
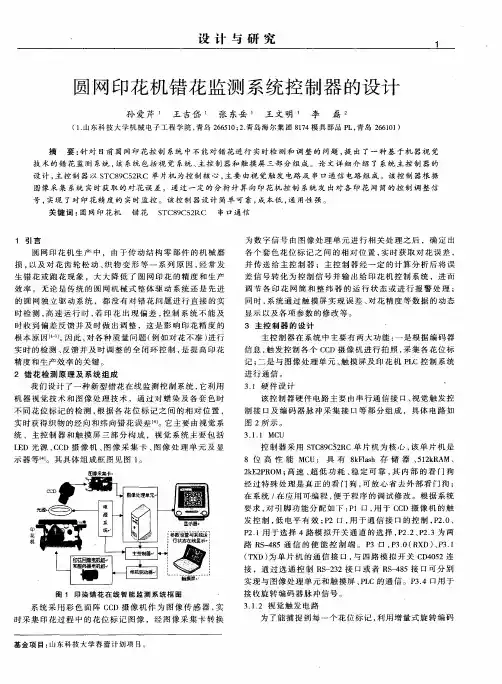
网圆印花机控制系统说明●设备结构简图:12套色开放式圆网印花机●控制系统框图:上图中所示系统中,以PLC控制整机的运行和动作,包括采集用户按键操作、车速控制、停车方式等等。
通讯主站MCT600通过与人机界面的通讯,接收每个操作面板的指令,并将系统所处的状态信息传送与每个同步控制器。
同步控制器接收导带电机编码器的信号作为整机主速信号,并根据不同的系统状态(停车、单独转网和跟踪印花),控制着圆网与导带间的同步和圆网间的同步,是整个系统中同步控制的核心。
一个同步控制器MCT316可以控制3个圆网的同步。
当有多个圆网需要同步时,同步控制器之间可以将同步速度信号进行级联。
每个圆网配有一个机旁操作面板。
面板带有数字和条形指示灯显示。
可以控制每个网部的启/停、实现单独转网、跟踪印花等功能。
人机界面主要是对系统运行的各种参数进行显示,包括印花车速、总产量、当班产量以及故障显示等,人机界面也用作输入设备,可以对系统的一些参数进行修改,比如:升降速步长、故障屏蔽等等。
控制系统功能说明:1.速度同步控制:为保证印花工艺正常进行,进布、印花、烘房和落布四个单元必须保持速度同步。
各单元均采用交流异步变频电机传动,用矢量型变频器控制。
四个功能单元的速度信号以印花导带为主令跟随运行,经模拟量同步控制器输出速度电压指令,控制进布、印花、烘房和落布四个单元的变频器速度基本同步。
也可以通过主控触摸屏轻易修改同步比例系数,达到工艺所需的超喂量。
导带传动作为主令信号,采用矢量变频闭环控制,使电机调速比达到1:1000,稳速精度±0.02% ,0HZ 时转矩输出达到额定180%,可以保证导带在5m/min下速度的稳定运行。
主令单元的稳定运行,有利于其他功能单元的稳定同步跟随,更有利于圆网的同步跟随。
2.位置同步控制:决定印花同步精度的主要因素,是圆网与导带间的速度同步,及圆网与圆网间的位置同步。
在印花单元,印花工艺要求圆网印花机的多个印花圆网跟随印花导带运动,并且必须在连续高速、长时间的生产过程中保持高精度的同步运行。
![一种带有信号指示装置的圆网印花机液位控制系统[实用新型专利]](https://uimg.taocdn.com/3cd50d03e009581b6ad9eb79.webp)
专利名称:一种带有信号指示装置的圆网印花机液位控制系统专利类型:实用新型专利
发明人:钱彩华
申请号:CN201620175747.5
申请日:20160308
公开号:CN205581665U
公开日:
20160914
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种带有信号指示装置的圆网印花机液位控制系统,包括储料筒、设置于储料筒中的加浆泵、浆料槽、信号指示装置对浆料槽中浆位信号进行采集的液位测量控制装置、以及根据浆位控制信号控制液位测量控制装置和加浆泵工作的浆位控制器,所述液位测量控制装置包括高液位控制系统和低液位控制系统,所述高液位控制系统和低液位控制系统分别通过一固定板以可垂直方向调节的方式固定在液位检测管上,所述高液位控制系统和低液位控制系统包括液位传感器,所述传感器与控制器的信号输入端相连接,所述控制器的信号输出端分别与继电器和信号指示装置连接,本实用新型通过信号指示装置的应用,保证了加浆泵体的安全工作。
申请人:苏州瑞日纺织科技有限公司
地址:215228 江苏省苏州市吴江区盛泽镇丝绸中心广场2号公寓308室
国籍:CN
代理机构:北京众合诚成知识产权代理有限公司
代理人:连围
更多信息请下载全文后查看。
在圆网控制系统中,主要解决的是两个同步问题,第一个是进布架、印花导带、烘房传送带和落布架之间的同步,它们之间的同步保证了织物在连续经过这四个单元时,既不被拉伸甚至拉断,也不会卷绕。
这种同步是以主令电机的给定作为其它三路的给定,利用张力架来实现闭环速度自动调节,从而实现四者之间的同步,通常是利用同步控制器的模拟量输出模块来实现这种同步。
一、圆网控制系统的要求
在圆网控制系统中,主要解决的是两个同步问题,第一个是进布架、印花导带、烘房
传送带和落布架之间的同步,它们之间的同步保证了织物在连续经过这四个单元时,既不被拉伸甚至拉断,也不会卷绕。
这种同步是以主令电机的给定作为其它三路的给定,利用张力架来实现闭环速度自动调节,从而实现四者之间的同步,通常是利用“同步控制器”或PLC
的模拟量输出模块来实现这种同步。
第二个同步是圆网的转动与导带的运动之间的同步,这也是印花机中最关键的技术之一,两者的同步精度决定了整个印花机的印花精度,如何提高圆网与导带间的同步以及圆网之间的同步精度也就成了系统设计中最重要的问题之一。
随着计算机科技水平的不断普及和提高,尤其是随着数字伺服系统的日益完善和成本的下降,使每个圆网分别用一个伺服控制系统独立传动成为可能。
传统的机械共轴传动与圆网独立传动相比,已存在明显的差距,这些差距主要表现为:
(1) 传动环节多,累积误差大,从而影响印花精度。
(2) 随着机械磨损,易出现“跑花”,影响印花质量的稳定性。
(3) 品种适应性受到限制,不适合加工厚重结构(≥180g/m2)。
(4) 纵向对花范围是有限。
为了保证印花的精度,必须保证在印花过程中圆网间的位置绝对同步和导带与圆网间的线速度同步。
为了提高圆网同步特性圆网控制系统设计中需要采取以下措施:
(1) 改善导带的运行特性,使导带在印花阶段保持一个相对稳定的运行特性。
(2) 提高圆网电机控制的动态特性,使圆网电机有较快的响应特性。
同时减小、消除静差,实现无静差控制。
(3) 在硬件设计上增强系统的抗干扰能力,保证给定和反馈信号的采集不出现偏差。
(4) 为圆网电机驱动器设计控制器,各圆网电机驱动器的参数结构不出现太大的偏差。
(5) 引入对花信号,人工消除累积偏差。
二、控制结构与实现
上图所示系统中,以PLC作为上位机,控制整个系统的运行和动作,包括采集用户按键操作、车速控制、停车方式等等。
PLC通过现场总线接收每个操作板指令并将系统所处的状态信息传送与每个同步控制器。
同步控制器根据不同的系统状态(停车、单独转网和跟踪印花),控制着圆网与导带间的同步和圆网间的同步,是整个系统中同步控制的核心。
PLC加4路模拟量输出模块为系统的印花车速提供给定,对应于相应车速的模拟量(0-10V)。
人机界面主要是对系统运行的各种参数进行显示,包括印花车速、总产量、当班产量以及故障显示等,人机界面也用作输入设备,可以对系统的一些参数进行修改,比如:升降速步长、故障屏蔽等等。
1.速度同步控制:
保证印花工艺正常进行进布、印花、烘房和落布四个单元的速度同步。
各单元传动均采用交流异步变频电机,并选用优质矢量型变频器控制。
四个功能单元的速度信号以印花导带为主令跟随运行,由PLC比例运算后经模拟量模块输出速度电压指令,为实现四个功能单元速度同步运行,进布单元与印花导带之间采用张力架控制,张力传感器信号反馈给进布单元变频,可以将传感器近似为比例环节,变频器通过反馈的变化,计算调节量,并与主速度给定叠加后运算控制进布电机转速,保持张力平衡自动调整速度;烘房与落布也采用同样的方法控制。
也可以通过主控触摸屏轻易修改同步比例系数,达到工艺所需的超喂量。
导带传动作为主令信号,采用矢量变频闭环控制,使电机调速比达到1:1000,稳速精度±0.02% ,0HZ时转矩输出达到额定180%,可以保证导带在3m/min以下速度的稳定运行。
主令单元的稳定运行,有利于其他功能单元的稳定同步跟随,更有利于圆网的同步跟随。
2.位置同步控制:
决定印花精度的同步是圆网与导带间的速度同步和圆网与圆网间的位置同步,在印花
单元,印花工艺要求圆网印花机的多个印花圆网跟随印花导带运动,并且必须在连续、高速、长时间的生产过程中保持高精度的同步运行。
这里的多轴同步运动实际上是圆网对印花导带速度、位置的同步跟踪和各圆网之间高精度的位置同步。
当圆网对印花导带速度、位置的同步跟踪精度足够高时,可以认为各圆网之间位置实现了同步。
我们在此选用由FPGA和高性能处理器架构设计的MCT316高性能运动同步控制器,可以实现三个圆网伺服单元之间及与导带之间的同步控制,通过输出14Bit -10~+10V的电压进行速度和位置控制。
500KHz(内部4倍频后可到2MHz)的响应频率可以实现高精度和高速的运行,约为30us的响应时间,使用伺服驱动可在动态过程中实现精准的同步控制。
MCT316所有的设置都是数字式的,不须电位调节;具有RS-232及RS-485通讯功能,采用MODBUS从站通讯协议,非常方便与其它控制器及标准触摸屏联机,进行调试和二次开发;还支持CAN-bus的DeviceNet协议(仅限组2),可以方便地接入DeviceNet网络。
同步控制器具备完全比例控制和其它功能如电平、脉冲两种远程相位修整控制和套准(套色)都作为标准功能集成,使得应用范围更加广泛和方便。
所有的操作首先都是基于驱动器之间的模拟同步。
给驱动器一个速度参考电压,调整驱动器的速度使其大致同步。
可以给定从动的比例配合,这样预先同步可以使两个速度误差在1%以内。
数字同步用来补偿模拟速度的误差以实现绝对的角度和位置同步,消除电机漂移和累计位移的影响。
这需要驱动器角度位置的数字回馈信号。
通常使用增量旋转编码器或类似的
信号。
同步控制器连续检查两轴的位置,当出现角度误差时发出模拟修整信号,这个模拟修整,加到从动轮的参考电压上,保持两轴位置的协调。
每个编码器脉冲同步响应时间只有数微秒,从动轮几乎没有变化。
具备印花前各轴自动运行到参数所设定的起点功能,在控制系统中引入对花信号,可以随时手动调节同步误差。
同步控制器能通过检测同步误差,实时调节位置控制器参数。
可以多个控制器级联,从而实现对更多从轴的同步控制。
3.单元操作器
印花单元的操作了,我们的操作器通过总线连接线路简单可靠,不仅具备单元的基本操作选择、网升降、纵向对花还可以控制横向和斜向的对花步进电机,具备磁力调节和显示功能。
4.其他
可以选用电调对花方式,我们的操作面板输出二路脉冲控制步进电机完成圆网横向、纵向的对花;操作板还可以输出0-5V的模拟量信号,用于调节磁台磁力的大小,调节比1:100,同时还可以在面板上显示当前的磁力值。
供浆系统、导带水洗、上胶、烘房加热等均具备手动及自动运行模式,以方便操作工灵活选择。
四、系统特点
基于全数字化PLC系统为主站专用同步控制器与操作面板作为从站,通过现场总线连接的智能网络型控制系统, 所有接入网络的控制设备运行状态实时反映至人机界面,还可将系统扩展至Internet 连接, 为企业管理及远程维护奠定基础。
胜任控制环境中对实时性、可靠性、抗干扰性的严格要求,控制系统性能特点:
●全数字交流伺服系统配用德国进口高精密行星齿轮减速机直接驱动各个网头,在减速机输出轴再加入一道油封,将大大减少浆料对减速机输出轴承的损坏。
● 适宜高速印花生产,印花导带传动由全数字异步交流伺服系统或闭环矢量控制实现任意速度下的无级调速,导带速度可达100M/min。
● 各圆网轴与导带传动闭环同步运动控制,在运行中能实时控制偏差,即使在升降速过程中,也实现同步运行,无“跑花”现象,对花精度高(≤0.1mm),圆网与导带之间的速差可调,可以满足不同品种印花,达到最佳印花效果。
● 网络化控制,配线大大简化,提高了系统可靠性与丰富的实时信息,反映在触摸式人机界面上的信息有导带及各圆网运行状态、印花车速、产量、工艺参数及故障记录等。
● 电器部件的选用国际或国内只名品牌且符合中国大多数印染厂的实际情况,系统设计遵循模块化、简单化、维修方便的原则,使系统具备高效、长寿命、低维护率的优势。
● 技术服务队伍不仅能够快速解决系统本身的问题,而且能够与用户进行良好沟通交流,具有为用户全面解决问题的能力。