美国ASME焊接标准培训报告
- 格式:ppt
- 大小:2.61 MB
- 文档页数:17

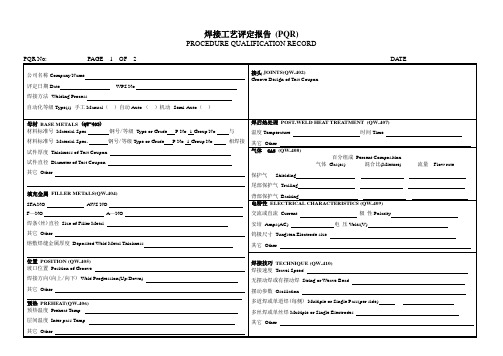
PROCEDURE QUALIFICATION RECORDPROCEDURE QUALIFICATION RECORDPQR No:PAGE 2OF 2DA TE拉伸试验 Tensile Test (QW-150)试件号SPEC. NO.宽Width厚Thickness面积Area极限载荷Ultimate Total Load抗拉强度MPaUltimate Unit Stress破坏性质及位置Type of Failure & Location弯曲试验 Guided—Bend Tests (QW-160)试件号SPEC. NO. 类型TYPE弯曲直径(mm)BEND DIATER结论Results 韧性试验Toughness Tests(QW-170)试件号SPEC. NO.试验位置Test Location试样尺寸(mm)Specimen Size试样型式Specimen type试验温度(℃)Test Temp.冲击值(J)Impact Values侧向膨胀 Lateral Exp. 落锤试验Drop Weight剪切面 %Shearmils 断裂Break不断 NoBreak焊工姓名Welder’s Name钢印号Stamp No.试验执行人Test conducted by试验编号Laboratory Test No.We certify that the statements in this record are correct and that the test welds were prepared, welded, and tested in accordance with the requirement of Section Ⅸ of ASME Boiler and Pressure Vessel code.兹证明本报告所述均属正确,并且试验是根据ASME规范第Ⅸ卷的要求进行试件的准备、焊接和试验的。

解读美国ASME BPE标准美国RathGibson公司Dr. Carl Kettermann (ASME BPE委员)ASME BPE标准在1997年首次出版,旨在为保证制药、生物制药和个人护理行业产品生产所使用的生产设备能够达到一定的统一并可以接受的质量水平。
该标准是由材料和设备制造商及供应商、工程设计和安装公司、咨询公司、检验机构和设备使用者所组成的跨领域的专家共同发起制订并定期修订。
其背景是几家主要的生物技术、制药、工程设计公司和设备供应商认为在高纯度行业缺乏并非常需要标准化设计规范及制造质量标准。
该标准阐述了与设计要求相关的问题:无菌系统、元件尺寸、材料接合、产品接触表面光洁度、设备密封件、聚合物基础材料和基础验收标准。
这个标准还包括一些验收与检验文件的推荐性标准模版,帮助加快新设施的验证和运行。
2009版计划在2009年7月出版,将涵盖一些新章节,如:施工用的金属材料、供应商资质证明,以及新的非强制性附录,包括适宜的电抛光问题、耐腐蚀测试、残留铁含量、红锈现象和钝化等。
ASME BPE标准仅适用于新系统安装和现有系统改造,并无意适用于那些在二手市场上流通的旧设备,也无意强制规范正在运行的生产系统。
规范运行系统以确保公共安全是政府监管机构(例如FDA)的职能。
这些机构通常借助于ASME BPE这样的标准来保证健康及个人护理产品的生产商所使用的设备能够安全地运行,同时生产商也有责任使用cGMP运行规范以确保公共安全。
元件及系统提供商除非采购合同要求,遵守ASME BPE标准是自愿的。
目前该标准在行业中的接受度和使用率在逐步稳定地增长。
因为遵守该标准是自愿的,目前大多数设备厂商把该标准作为一个提升声誉的做法——自我证明它们的产品和/或服务是符合标准的。
随着2009年ASME BPE对元件生产商的资质认证程序开始推行,首先从管材和管件生产商开始,元件生产商应向ASME申请授权证书在其产品和/或文件上使用BPE标志,以证明其产品符合BPE标准要求。

ASME规程学习总结ASME概述:ASME是American Society of Mechanical Engineers(美国机械工程师协会)的英文缩写。
主要领域为机械工程的发展,是一个集设计、制造、安装、检验、试验为一体的标准规程。
ASME规程每年都会有更新增补,并且每三年修订一次。
目前ASME已增加到12卷,其中在火力电站建设应用的有5卷,分别是ASME Ⅰ卷动力锅炉建造规则、ASME Ⅱ卷材料、ASME Ⅴ卷无损检测、ASME Ⅷ卷压力容器建造规则、ASME Ⅸ卷焊接和钎焊评定。
焊接专业的各类指导性文件分别包括在了这5卷里。
各卷册的解释说明:(一)A SME Ⅸ焊接和钎焊评定此卷主要说了焊接工艺评定(WPS)的制作和焊工、焊接操作工的证书评定1、焊接工艺评定(WPS):WPS是对焊接施工的一个指导性文件,所有的焊接工作都根据WPS施工,WPS包括内容有:焊接方法、材质、焊接材料、预热、热处理等详细的参数,支持焊接工艺评定的指导文件是工艺评定记录(PQR),PQR是在做焊接工艺评定时的记录。
不同的焊接方法和材质都对应不同的焊接工艺评定。
2、焊接工艺评定流程:做焊接工艺评定时主要包括3个条件,重要变素、附加重要变素、和非重要变素。
重要变素是焊接工艺评定中的重要环节,如果重要变素改变那么这个工艺评定就不能再用,需重新评定,因为重要变素影响焊缝的力学性能。
重要变素包括(母材材质的改变、焊接材料的改变、预热温度的大幅度改变、热处理温度的改变、保护气体的改变等)附加重要变素是当有冲击要求时才需要的变素,当改变附加重要变素时工艺评定也需要重新评定。
附加重要变素包括(层间温度、电极特性、母材厚度等)非重要变素是不影响焊缝力学性能的变素,非重要变素改变时焊接工艺评定不需重新评定。
非重要变素包括( 焊条直径、坡口形式、焊材厂家牌号等)有了这三个条件就可以做焊接工艺评定,流程为:坡口加工-----合格焊工焊接-----记录PQR-----表面检查-----无损检测-----力学性能试验(拉伸、弯曲、冲击)------工艺评定卡。