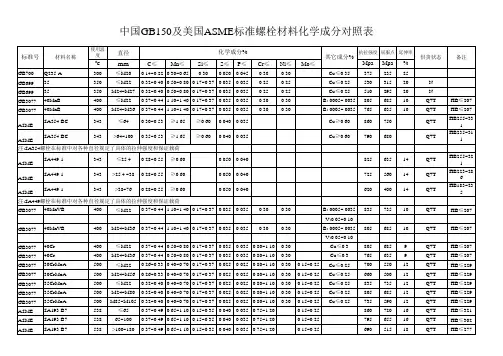
中国GB150及美国ASME标准管材化学成分对照表
- 格式:xls
- 大小:53.50 KB
- 文档页数:4

No.项目ASME GB1501标准适用范围适用于压力P≤3000psi(20.685MPa)适用于压力P≤35MPa2圆 度最大与最小内径之差≤1%Di圆度最大与最小内径之差≤1%Di,且≤25mm 3封头形状偏差 1.25%Di 1.25%Di4削斜过渡厚度差大于薄板的1/4T或1/8in.(3.2mm)取其小者,应采用削斜过渡,其长度不小于厚度差的3倍。
δs≤10mm,厚度差>3mm。
δs>10mm 厚度差>30%δs或5mm。
采用削斜过渡,其长度不小于厚度差的3倍。
5纵缝相错量至少板厚的5倍,达不到两侧4in.以内RT至少板厚的3倍且>100mm,筒节长>300mm。
6焊缝上开孔以开孔中心为中心3倍直径RT,距A,B,C类焊缝边缘≥13mm。
以开孔中心为中心3倍直径RT,距A,B,C类焊缝边缘≥15mm。
7信号孔补强板开信号孔最大1/4in.补强板开信号孔最小6mm管螺纹。
8焊接温度 -18℃以下不焊接, -18℃~0℃ 3in.以内预热到16℃。
0℃以下100mm范围内预热到15℃以上9错边量 A B≤1/2in.(13mm) 1/4t 1/4t>1/2~3/4in.(13~19) 3.2mm 1/4t>3/4~11/2in.(19~38)3.2mm 4.8A B≤12mm 1/4t 1/4t>12~20 3mm 1/4t>20~40 3mm 5mm10余高4.8~13mm 2.4mm 4.0mm13~25mm 2.4mm 4.8mm25~51mm 3.2mm 6.4mm双面 单面 /抗拉≥540MOPa 双面 单面4.0 4.0/1.5 3.0 3.0/1.511RT UW51 不合格情况:1).裂纹,未熔合,未焊透。
2).条形缺陷:① t<3/4in.(19mm)时,缺陷长度>1/4in.(6mm)时不合格。
② 19≤t≤57mm时,缺陷长度>1/3t时不合格。
3).连续缺陷:12t内连续缺陷长度大于t,相邻间距超过6L(L最长缺陷长度)者除外。
ASM的国产材料对照表国产材料与ASME材料对照表check list of GB materialand ASME materialA516Gr.60 ------------------------ 16MnR 热轧板,A516Gr.70N ---------------------- 16MnR 正火板。
A516Gr.4 -------------------------- 16MnII 锻件,A334Gr1 -------------------------- 16Mn,A350Gr.LF2 ---------------------- 16MnDA516Gr.70 ------------------------ 16MnDRASTM A234WPB (A106 管、A516 Cr60、A285 CrC板)(管件主体材料) ------------------------------------ 用20G (GB9948)代SA-106CrB ---------------- 用20G (GB9948)代SA-105 -------------------- 用16Mn 锻II 代SA216 WCB (阀门主体材料)API 5L A B X42 X46 X52X56 X60 X65 X70 X80 对应:GB/T9711 L210 L245 L290 L320 L360L390 L415 L450 L485 L555SA193 B7 ------------------------------- 35CrMoASA283 C --------------------------------- Q235SA285 C ---------------------------------- 20gSA515 Cr70 或SA516 Cr70 -------------- 16MnRSA387-12 -------------------------------- 15CrMo00Cr17Ni14Mo2是中国标准的牌号,它是等效采用美国标准316L,它们在化学成分和力学性能方面有一定的差别,特别是冶金性能不如316L稳定,我们曾经使用过,出厂的材料质量证书等各方面都是合格的,但是一经过等离子切割加工,经过了一次热的作用,再进行化学成分分析(分析时充分考虑了热影响区),结果化学成分分析的结果是碳元素含量大幅增加,达到0.1%左右, 其他元素成分变化不大,力学性能也影响不大,再用进口的316L同种方法进行复验,化学成分稳定,力学性能也没有什么变化.这是我国钢铁生产落后的结果.如果使用的材料是机械加工的不需要进行热加工,选用国产材料问题不大,如果是要进行焊接等方法加工的,对腐蚀要求较严的场合,建议选用进口的316L,这是我在实际工作中所遇到的.同时不锈钢的加工一定要与铁离子隔离,以免铁离子污染,焊缝打磨要用氧化铝砂轮.严格控制层间温度,以免在敏化温度区停留时间过长.ASME现在只收了一个16MnR啊ASME规范采纳我国压力容器用钢板16MnR 最近ASME锅炉及压力容器规范公布案例2506,正式采纳我国国家标准GB 6654-1996《压力容器用钢板》中的16MnR钢可用于制造ASME规范第VIII卷第1册的压力容器,这是我国现有156家ASME取证厂家期盼已久的一大喜讯。
No.项目ASME GB1501标准适用范围适用于压力P≤3000psi(20.685MPa)适用于压力P≤35MPa2圆 度最大与最小内径之差≤1%Di圆度最大与最小内径之差≤1%Di,且≤25mm 3封头形状偏差 1.25%Di 1.25%Di4削斜过渡厚度差大于薄板的1/4T或1/8in.(3.2mm)取其小者,应采用削斜过渡,其长度不小于厚度差的3倍。
δs≤10mm,厚度差>3mm。
δs>10mm 厚度差>30%δs或5mm。
采用削斜过渡,其长度不小于厚度差的3倍。
5纵缝相错量至少板厚的5倍,达不到两侧4in.以内RT至少板厚的3倍且>100mm,筒节长>300mm。
6焊缝上开孔以开孔中心为中心3倍直径RT,距A,B,C类焊缝边缘≥13mm。
以开孔中心为中心3倍直径RT,距A,B,C类焊缝边缘≥15mm。
7信号孔补强板开信号孔最大1/4in.补强板开信号孔最小6mm管螺纹。
8焊接温度 -18℃以下不焊接, -18℃~0℃ 3in.以内预热到16℃。
0℃以下100mm范围内预热到15℃以上9错边量 A B≤1/2in.(13mm) 1/4t 1/4t>1/2~3/4in.(13~19) 3.2mm 1/4t>3/4~11/2in.(19~38)3.2mm 4.8A B≤12mm 1/4t 1/4t>12~20 3mm 1/4t>20~40 3mm 5mm10余高4.8~13mm 2.4mm 4.0mm13~25mm 2.4mm 4.8mm25~51mm 3.2mm 6.4mm双面 单面 /抗拉≥540MOPa 双面 单面4.0 4.0/1.5 3.0 3.0/1.511RT UW51 不合格情况:1).裂纹,未熔合,未焊透。
2).条形缺陷:① t<3/4in.(19mm)时,缺陷长度>1/4in.(6mm)时不合格。
② 19≤t≤57mm时,缺陷长度>1/3t时不合格。
3).连续缺陷:12t内连续缺陷长度大于t,相邻间距超过6L(L最长缺陷长度)者除外。

我国GB与ASME常用锅炉钢管材料牌号对照锅炉是常见的热能设备,用于产生蒸汽或加热水。
锅炉钢管是锅炉中常用的材料之一、在中国,锅炉钢管材料的标准是国家标准GB,而在美国,锅炉钢管材料的标准是ASME。
虽然两个国家的标准有所不同,但常用的锅炉钢管材料牌号可以进行对照。
首先是我国的GB标准锅炉钢管材料牌号:1.20G:该牌号代表无缝碳钢锅炉管,适用于压力高、温度高的锅炉设备。
与其对应的ASME材料牌号是SA-1062.20MnG:该牌号代表无缝锅炉管,是低合金钢。
适用于高温、高压环境中的锅炉设备。
与其对应的ASME材料牌号是SA-210A13.12Cr1MoVG:该牌号代表一种合金钢,适用于大型化学肥料设备以及石油炼油、煤化工等领域的高温高压管道设备。
与其对应的ASME材料牌号是SA-335P114.15CrMoG:该牌号代表一种合金钢,适用于高温、高压环境中的锅炉设备或管道。
与其对应的ASME材料牌号是SA-213T11以上是我国常用的几个GB标准锅炉钢管材料牌号及其对应的ASME材料牌号。
这些材料适用于不同的锅炉设备和管道,具有较高的耐压、耐高温性能。
下面是ASME标准锅炉钢管材料牌号:1.SA-106:该牌号代表无缝碳钢锅炉管,适用于高压、高温环境。
与其对应的GB材料牌号是20G。
2.SA-210A1:该牌号代表一种低合金钢,适用于高温、高压环境中的锅炉设备。
与其对应的GB材料牌号是20MnG。
3.SA-335P11:该牌号代表一种合金钢,适用于高温、高压环境中的锅炉设备或管道。
与其对应的GB材料牌号是12Cr1MoVG。
4.SA-213T11:该牌号代表一种合金钢,适用于高温、高压环境中的锅炉设备或管道。
与其对应的GB材料牌号是15CrMoG。
以上是ASME标准常用的几个锅炉钢管材料牌号及其对应的GB材料牌号。
虽然标准不同,但这些材料在性能和适用范围上相似,可以互相对照使用。
总结来说,我国GB与ASME常用的锅炉钢管材料牌号存在一定的对照关系。
中国压力容器标准与美国ASME规范的比较1.中、美主要压力容器标准的对应关系2.中国压力容器标准与ASME规范的区别中国压力容器体系有以GB150《钢制压力容器》为代表的技术标准和以《压力容器安全技术监察规程》为代表的安全监察法规组成。
压力容器设计、制造、安装、使用、检验、修理和改造的全过程都同时执行技术标准和安全监察法规,二者相辅相成,构成中国压力容器标准的完整体系,确保压力容器产品的安全。
中国压力容器标准主要是政府牵头,由设计、制造等单位参与起草、修订,最后由政府颁布,是强制性技术标准、法规,具有法律效用。
ASME规范是由制造厂、用户、保险商等单位参与,属于行业协会颁布的标准,只有在地方政府的安全监督部门以法律形式认可情况下才能成为法定的控制产品质量的技术法规。
中国压力容器标准在编制和修订过程中主要参照了ASME,同时还借鉴了其它发达国家的压力容器标准,如BS 5500等。
中国压力容器标准中大部分要求与ASME规范相一致,部分虽与ASME规范要求不一致,但要求更加严格,其主要区别见表2:3.结论从以上比较看,可以得出如下结论:1)在技术上和体系上中国压力容器标准和ASME规范有极大部分是类似或相同的,而且均是成熟的技术和控制方法;2)不同部分主要是不同国家的历史习惯和国家状况所造成的,但均能保证产品的安全性;3)从设备硬件和体系、人员软件上看,中国压力容器标准比ASME规范的要求更加严格、具体;而ASME则主要是由厂家根据规范要求自行制定内部控制要求。
4)从整个生产过程控制看,中国压力容器标准的监控比ASME规范的要求更加严格、具体;5)中国压力容器标准未获得如同ASME一样具有众多国家认可的根本原因是由于中国缺乏对外宣传和交流,但此现状已在逐步改变。
如出版英文标准,加强对外宣传等等。
6)中国压力容器管理机构正在和ASME协会进行协商互认工作。
附件一:中国压力容器标准发展历史GB150《钢制压力容器》和《压力容器安全技术监察规程》是中国压力容器标准的代表。
GB150、《容规》与ASME对材料规定的差别GB150-1998《钢制压力容器》是我国现行的强制性国家标准,钢制压力容器的设计、制造、检验与验收等环节应按照标准执行。
GB150-1998第四章对钢板、钢管、锻件、螺栓、螺母等制造压力容器用材料做了具体的规定。
《压力容器安全技术监察规程》(以下简称《容规》)是我国压力容器安全管理和安全技术监督的基本要求,有关压力容器的技术标准(包括国家标准、行业标准、企业标准等),其他部门的规章、企事业单位的规定等如与《容规》相抵触时,应以《容规》为准。
《容规》中对钢材的规定可以认为是对GB150更为严格的补充。
美国的《ASME锅炉及压力容器规范》是在国际上被大多数国家认可的,在国际经济交往和涉外压力容器产品制造检验中具有权威性的标准规范。
ASME规范第二卷《材料》是制造压力容器用材料标准的汇总,第八卷《非直接受火压力容器》中也有对材料的规定。
这三个标准、规范形成了GB、ASME两个体系,在对压力容器用材的标准、牌号及要求方面有许多不同之处。
主要有以下几个方面:1 由于GB、ASME体系上的不同,对于材料的选择、制造、使用上就有很大的区别。
在两个体系的组织机构中,ASME没有把“设计”作为独立的一方,规范中提及的“设计”是作为压力容器建造方工作的一个环节,设计是容器制造厂工作内容的一部分,而不是建造方以外的另一方。
GB150和《容规》中明确地把“设计”作为独立于制造的一方,实行设计许可证制度,规定了设计单位的职责。
ASME规范将国内理解的“设计职责”分为两个部分:1. 把用户对压力容器产品的功能及其要求都列入“用户”的职责,即用户或其代表应提出压力容器的设计条件以及满足产品功能要求而必须提出的各种附加要求,包括腐蚀裕量等。
2. 把强度计算书和施工图作为建造方接受用户条件后,由建造方完成的职责。
对工程项目中的非标准压力容器而言,“用户”的职责实际上包括工程公司基础设计及询价图的功能,所以规范中采用“用户或其代表”的用词,“代表”可以理解为“工程公司”的代名词。