铸件浇冒口系统设计计算
- 格式:xlsx
- 大小:313.94 KB
- 文档页数:5
第六章铸件工艺设计第一节概述为了生产优质而价廉的包模铸件,做好工艺设计是十分重要的。
在做工艺设计之前,首先要考虑选用包模铸造工艺生产时,在质量、工艺和经济方面的几个问题。
1.铸件质量的可靠性对于铸件质量上的要求,一般是包括两个方面,一是保证技术要求的尺寸精度、几何精度和表面光洁度,二是保证机械性能和其它工作性能等内在质量方面的要求。
包模铸造具有少切削、无切削的突出优点。
近年来,由于冶金技术、制模、制壳材料和工艺以及检测技术等方面的发展,包模铸件的外部和内在质量不断提高,所以它的应用范围愈来愈广。
不少锻件、焊接件、冲压件和切削加工件,都可以用熔模铸造方法生产。
这对于节约机械加工工时和费用,节约金属材料,提高劳动生产率和降低成本都具有很大意义。
但是,熔模铸造生产的铸件,由于冶金质量、热型浇注引起的晶粒粗大、表面脱碳以及内部缩松等方面的原因,铸件的机械性能(尤其是塑性),还存在一些缺陷。
对于某些受力大和气密性要求高的铸件,采用包模铸造时,应充分考虑零件在产品上的作用和性能要求,以确保其使用可靠。
有些结构件改用包模铸造生产时,必须考虑原用合金的铸造性能是否能满足零件的质量要求,否则就需要更改材质。
2.生产工艺上的可能性和简易性熔模铸造虽然可以铸造形状十分复杂的、加工量甚少甚至不加工的零件,但零件的材质、结构形状、尺寸大小和重量等,必须符合熔模铸造本身的工艺要求。
如铸件最小壁厚、最大重量、最大平面面积、最小孔槽以及精度和光洁度要求等,都要考虑到工艺上的可能性和简易性。
3.经济上的合理性采用包模铸造在经济上是否合理,要从多方面考虑。
按每公斤的价格来说,包模铸件与同类型锻件相近甚至还高些,但是由于大幅度减少了加工量,因而零件最终成本还是低的。
但也有些零件,可以利用机械化程度较高的方法生产,例如用自动机床高速加工、精密锻造、冷挤压、压力铸造等等,这时,用包模铸造法生产在经济上的优越性就不一定显著,甚至成本还可能高一些,所以在这种情况下,就不一定选用这种方法了。

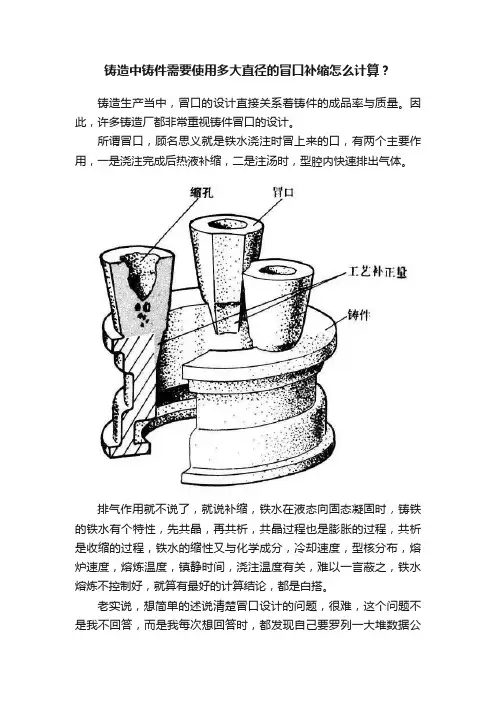
铸造中铸件需要使用多大直径的冒口补缩怎么计算?铸造生产当中,冒口的设计直接关系着铸件的成品率与质量。
因此,许多铸造厂都非常重视铸件冒口的设计。
所谓冒口,顾名思义就是铁水浇注时冒上来的口,有两个主要作用,一是浇注完成后热液补缩,二是注汤时,型腔内快速排出气体。
排气作用就不说了,就说补缩,铁水在液态向固态凝固时,铸铁的铁水有个特性,先共晶,再共析,共晶过程也是膨胀的过程,共析是收缩的过程,铁水的缩性又与化学成分,冷却速度,型核分布,熔炉速度,熔炼温度,镇静时间,浇注温度有关,难以一言蔽之,铁水熔炼不控制好,就算有最好的计算结论,都是白搭。
老实说,想简单的述说清楚冒口设计的问题,很难,这个问题不是我不回答,而是我每次想回答时,都发现自己要罗列一大堆数据公式,才能把这个问题讲清楚。
这个问题看似简单,基本上等同于简述铸造工艺学。
这太费时间和精力,读者也未几能有耐心看完那样叙述。
然而,如读者真想把冒口设计的基础理论弄明白,系统的学习《铸造工艺学》是必须做的事情。
咱们今天,就只能简要的讲述一下冒口设计的基本要素。
冒口设计要根据不同的材料,不同尺寸,不同形状,不同材质的特性进行设计。
首先,铸造工艺不一样,由此引申出的各类冒口的类型也是不一样的,因而冒口尺寸计算的方法也是不一样的。
简单以材料分类,铸钢件采用的冒口计算方法有模数法,三次方程法,补缩液量法,比例法。
铸铁件因凝固方式特殊(受冶金质量和冷却速度影响),大多靠经验辅以模数法和比例法。
今天,只简单说说铸钢,公式就先都不写了。
第一,模数法模数指的是铸件被补缩部位的体积与散热表面积的比值称为模数。
模数基本等同于铸件的凝固时间,也就是说不同形状大小的铸件,只要模数相同,我们就认为他们的凝固时间几乎相等。
当我们使用模数法时,基本遵循两条原则。
1.冒口的模数需大于铸件被补缩区域的模数。
2.冒口必须有足够的金属溶液补充铸件收缩部分的体积收缩。
第二,三次方程法三次方程法是模数法的延伸,主要用于计算机辅助设计中。

•Run simulation on “naked” single casting•进行“裸件”(单独铸件,不带任何浇冒口系统)模拟•Shell mesh in ceramic material to required thickness •确定模壳材料及厚度后进行网格划分•Run View Factor calculation•运行视角因数计算•Run SOLIDCast•运行SOLIDCast•Go to Riser Design Wizard•转到浇冒口设计向导Go to Riser Design Wizard 转到冒口设计向导Select “Design Risers”Then “Next”选择“设计冒口”然后点击下一步One Feed Area identified –check “Plot Feed Area” then “Next”识别出一个补缩区-勾选“显示补缩区”然后点击“下一步”Maximum casting modulus (Mc) identified as 0.56cm 识别出铸件的最大模数(Mc)是0.56厘米Enter value near Max –say 0.55 then Click “OK”输入接近最大值的一个值,-这里输入0.55然后点击“确定”Contact point (area of max Mc) identified识别最大模数的位置•Modulus = volume/surface area or area/perimeter for long bars.•If bar is square, length of side = 4x required modulus.•模数=体积/表面积或者对于长杆形状铸件的话=表面积/周长,•如果杆截面积是正方形,那么一边的尺寸=4x需要的模数•Max Mc in this case = 0.56cm•在这个案例中最大的模数Mc=0.56cm•Riser (bar) modulus (Mr) should be 20% larger ie1.2(Mc) = 0.67•冒口(模头)模数(Mr)应该是铸件模数的1.2倍=1.2x0.56=0.67•For square bar, bar size = 4x required modulus = 4(0.67) = 27 mm square.•正方形截面积的模头,模头尺寸=4x需要的模数=4x0.67=27平方毫米•Contact neck modulus (Mn) (when poured through) should be equal to Mc (0.56). •冒口颈(浇口)模数(Mn)(模头-浇口-冒口)应该等于铸件模数Mc(0.56)•For square bar, bar size = 4x required modulus = 4(0.56) = 23 mm square.•如果是正方形截面积的杆,其尺寸=4x需要的模数=4x0.56=23平方毫米•Contact can be reduced by reducing length of contact (distance of casting from bar),•typically Mn= 0.6(Mc) if length of neck is less than smaller cross section of contact. •Therefore for short neck, contact Mn= 0.6(0.56) = 0.336.•减小浇口的长度(铸件到模头的距离)可以减小浇口的尺寸,通常,如果浇口的长度•小于截面积的小边的话,Mn=0.6(Mc),因此,对于短冒口颈来说,Mn=0.6x0.56=0.336•For round neck, diameter = 4(Mn) = 4(0.336) = 13.4mm diameter.•圆的浇口的话,直径=4(Mn)=4x0.336=13.4毫米直径•Further reductions in diameter are possible if neck is “notched” and taken away •from casting at an angle of approx30 degrees. Notching neck also creates fracture •(break off) point for alloys such as white irons.•如果冒口颈做成易割样式的话,其直径可以进一步降低,可以做成大约30度。
§4 铸钢件冒口设计设计步骤:1)确定冒口的安放位置2)初步确定冒口数量3)划分每个冒口的补缩区域,选择冒口类型4)计算冒口的具体尺寸冒口计算方法:模数法+比例法+补缩液量法(参考资料)一模数法1 计算原理要保证冒口晚于铸件凝固,需冒口的模数大于铸件被补缩部位的模数。
总结:M冒=1.2M件P127式4-5,左边为总收缩量,右边为由冒口补充量。
2 计算步骤1)计算铸件模数根据铸件需补缩部位,划分补缩区,分别计算铸件的模数。
计算方法:公式计算+图表计算-表4-5(p128-130)。
计算M件用L形体计算公式,为什么不用法兰体公式去套呢?(法兰体高度b无法确定)图4-33B-B剖面图中200应改为220,因计算M B时用的数值是220;另外,冒口直径为φ220,其冒口颈宽也应为220。
(A-A剖面图中200改否.)采用右边的A-A剖面冒口颈满足了要求,A-A剖面冒口颈尺寸怎么得来的呢?不要瞎懵,可列式M颈=3.74=20X/[2(20+X)],求出X=12.生产中可根据M冒数值查出标准侧冒口,得冒口尺寸(直径、高等),冒口颈尺寸,冒口体积、重量,能补缩的铸件体积及重量(M冒结合εV查)。
3)确定铸钢件体收缩率由表4-3求出。
例如,已知ZG270-500的平均W C=0.35%,若浇注温度为1560°C,可从表4-3查出εV=4.7%(碳钢εV=εC)。
如何查出的呢?浇注温度为1560°C;W C=0.40%,εV=5%;W C=0.20%,εV=3.8%;据此列式(5-3.8)/(0.4-0.2)=(5-X)/(0.4-0.35),解出X=4.7(插入法,比例法)4)确定冒口形状和尺寸查相关表格。
5)确定冒口数目6)校核冒口的最大补缩能力。
二比例法(热节圆法)使冒口根部直径大于铸件被补缩处热节圆直径或壁厚,再以冒口根部直径来确定其他尺寸。
D=cd式中D……冒口根部直径;c……比例系数,参见表4-6;(查表步骤)d……铸件被补缩热节处内切圆直径。
适用范围宽的铸件浇注系统最小截面积计算公式764甘适FOUNDRYV ol49No10Oct2000适用范围宽的最小截面积计算公式刘文川,王兴平,向敬成J欧光富,吴卫,祝举章(1.西南蔼露研总厂,四川南定-葫了duu2四川省南充市技工学校,四川南充637000 3四川工业学院材料科学系,四川南充637000)摘要:阐连了目前灰铸铁,球铁,铝台盎及铜合盎等叠属铸件在重力铸造条件下.计算铸忙浇注系统最小截面积的常罔水力学公式及几个常用或转常用的竖验硅式之特点和存在的不足.分析了这些公式共同存在的使用前提不明,适用范围密,通用性差等缺点.舟卸了一种用统计学方法回归推算出的实用性强,操作简便快捷,适用范酉宽闰的盎属铸件浇注暮统最小截面积计算公式,并对其计算结果与近十多罡来众多成功的生产实例连行了比麒,证明其具有良好的可靠性,社学性和宽阔的适捕范围.关键词:铸件;盗注系统;退小截面积;计算公式有效浇注时间中图分篓荔融雨写■芰覃磊号1001—4977(2000)10—0764.05 AWidelyUsedEquationfortheMinimumSectionof thePoringSystemAppliedtoV ariousCastingsLIUWen-chuan1,W ANGXing.ping,XIANGJing.cheng2,OUGuang-fu,WUWei,ZHUJu.zhang(1.SouthwestGeneralWorksofEngineParts,Nanchong637000,Sichuan,China;2.SchoolofTechnicalWorkersinNanchongofSichuanProvince,Nanchong637000,Sichua n,China3.SichuanInstituteofTechnology,Nanchong637000,Sichuan,China)Abstraof:Theequations,whicharegeneraIlyusedandbasedonthetheoryofhydrauli∞oremPiricalfor-mula.ofmInimumsectioninthepouringsystemtoproducenon-ferrouscastings,grayironcas tings,duc-tilecastings,arereviewedTheircharacteristicsandshortcomingareIistedTheshortcomings, thatpreconditionisnotclearandthatsuitabilityisnarrow,areanalyzedAnequationbasedonstatis tics,EFm=[G/(r√2日?惦)](1/3),isintroduced,whichischaracteristicsofeasyuse,conveniency andwidesujtabiIitytoPreduceferrousandnon-ferrouscastings.Itisconvincedthatthisequat ionisgood credibleandsuitablebythesuccessfulsampIesintheproductioninrecenttenyears Keywetds:castings;pouringsystem;minimumsection;calculatingequation;effectivepour ingtime迄今为lL,铸件浇注系统最小截面积计算公式已有数十种,用于确定铸件浇注系统最小截面积的图表也有十多种.然而用于生产实践时,这些公式不仅适用范围窄,通用性差,而且存在着仅考虑铸件重量(G件)或浇洼重量(G侥),对铸件壁厚(d)考虑不足的问题即使是一些权威资料和常用手册推荐的计算公式,计算结果亦相差甚远.至于图表法,更存在着准确性差.使众多铸造工作者难以适从的问题铸造工艺合理与否及铸件合格品率的高低,在很大程度上取决于浇注系统最小截面积确定得是否合理.因此,铸件浇注系统最小截面积的确定是铸造工艺学的重要组成部分,铸造工艺设计的关键要素之一,也是铸造工作者的基本研究课题.其相应的计算公式在不断地推陈出新和逐渐完善.本文作者根据在工厂的多年生产实践经验及通过对所掌握的众多文献和资料的统计分析,提出一种适用范围宽的计算铸件浇注系统最小截面积(∑F阻)的新公式,它适用于重力铸造条件下所有金属铸件的各种铸造方式和不同的浇注方式.以期对铸造工艺水平的提高有所贡献.l一些常用计算公式存在的不足目前采用的数十种铸件浇注系统最小截面积计算公式,大致为两类:一类是以水力学为基础的理论计算公式;另一类是源于生产实践的经验计算公式.理论计算公式和应用较多的经验计算公式见表1,1.1水力学理论计算公式普遍反映用袁1中基于水力学的理论计算公式收稿日期:200008—07收割初稿.2000—08,25收到修订确作者嘀介:刘文)11(1963一).男.四川蓬澳人.工学士,西南内燃机配件总厂铸造分厂技术组长.高壤工程师.主要从事发琦机铸件铸造工艺设计厦研完工作.辟适刘文川等:适用范围宽的铸件浇注系统最小截面积计算公式?765表1常用的铸件浇注系统最小截面积计算公式Table1Thecommollusedelevationsforcalculatingminimumsectionareaofthepouringsyst emofcastingsingravitycasting类别计算公l式公式号公式中符号的意义及单位适用对象亚范围水zFE——浇注系坑最小截面积.c(下同)卜一浇住时间.s(下同)力G——金属谴通过阻流截面的重量.1【gg——重力加速度.980c学尚(1)所有金属铸件:公p——材质密度,kg/cmH.——平均压力头.咖(下同)式"——流量系数.一般选取范围为015~095黑专(2)z——经验系数鳢盘壁厘Tn=亘二二G<41~kg的夏杂薄色G——铸件重量(不音浇冒lsI),l【g584943壁中小铸铁件金…铸件平均壁厚/mra≤1516~303l~60G>100kg形状简单属=F阻=rG(31——l070.60.5的中大型灰铸铁件(铸件用G——铸型中金属液的浇注总量.(下同)G>1000l【g的重大铸经zF=(4)验K——比浇住速度.kg/(cm2?s).由G#和轮廓密度Kv(ke,/d~)查表而得铁件公式一一G一(0.o5)佤(5)球氍仟--有=F阻=G,(耳)(61——系数,铝台盘o04o07,镬台金=0025~o04铝,镁舍金铸件, 色金L——流动修正系数.一般取1.0属K——比浇注速度(kg/咖?s),根据轮廓密度Kv按下表选取:铸m=()KJ(kg.dm一)0~l0l_l~22l~331~44.1~55l~6>6铝台金铸件.件用经K0.60.65070750.809095验K——转换系数(查表选定.范围0.8~l3)式EK4'G~'8)铜台金铸件s,"——速度系数(查表选定.范围0.9-32)(1)算得的浇注系统最小截面积∑F日偏小,故有人主张采用大流量原则l1'10."J.这是因为式(i)中流量系数"的变化范围太宽,大小相差6.3倍l】J,要准确估计各种因素对的影响极其困难,生产中很难把握,而按一些资料介绍的修正方法取值则"往往偏大.导致EFm的计算值偏小.同时,式(1)中变量较多,且将对流量(浇注速度)影响不显着但计算比较繁复的平均压力头H.考虑过重,导致式(1)计算量过大.因此,式(1)有待于进一步改进和完善.1.2计算黑色金属铸件2;F目的常用经验公式表1中的式(2)推荐用于计算G<400kg的复杂薄壁中小铸铁件的YF日,但生产实践表明,它仅对G<lOOkg的中小铸铁件有较好的适应性,对G停>100kg的铸铁件,YF的计算值往往偏小,且该式多用于可锻铸铁件,鲜用于灰铸铁件和球墨铸铁件,故式(2)适应性较差.表中的式(3)推荐用于计算G#>~00kg的形状简单的中大铸铁件的∑F口,是生产中应用较多的经验公式.但实际应用时都将经验系数,的限值范围由0.7~0.5扩大至≥1.0的范围[11.式(3)及其推荐的经验系数取值,仅适用于极少数厚壁件,尤其是需要边浇注边朴缩及G>1000的铸铁件.式(4)推荐用于G#>1000kg的重大铸铁件.生产中常用该式计算用吊包(非拔塞方式)手动浇注的大型箱体类铸铁件的YF阻,但对于采用拔塞浇口浇注的铸铁件,用该式计算∑F日时,通常会导致计算值过大而无法认可.因此.式(4)的适用范围较窄.式(5)推荐用于开放式浇注系统浇注的球铁件.在生产中用其计算大型球铁件的YF目时,因计算值偏小.有的工厂便将YF目的实际值取为计算值的2倍",有的工厂用铸件的相应参数核算出其比浇注速度达1.5~1.83kg/(f~ffl2?s)",这在用非拔塞式浇注时是很难实现的.因此,式(5)的适用范围也较窄.1.3计算有色金属铸件£F的常用经验公式(1)表1中的式(6)实际上是将水力学公式(1)中的流量系数"范围窄化后的一个经验公式,推荐用于铝台金铸件和镁台金铸件.用于铝合金铸件时,式(6)中系数的选取范围为0.04—0.O7,实质上是在铝台金的密度范围(p :0.00255~0.00294kg/cm)内,将式(1)中的流量系数"的范围窄化至0.31~0.62内推导而得.因此,式(6)在一定程度上克服了直接用式(1)时因"偏大,而使YF阻计算值偏小的问题.故对壁厚d较厚的一些铝合金铸件有较好的适应性.用于镁合金铸件时,式(6)中系数r/的取值范围为0.025--0.04,同样是在镁合金密度范围(P:0.0018 --0.00mSkg/c)内,将式(1)中的流量系数u的范围窄化在0.31~0.52内而导得.因此,式(6)对壁厚较厚的一些镁合金铸件也有较好的适应性.(2)表1中的式(7)推荐用于铝合金铸件.式中的比浇注速度K是一个经验系数,其取值取决于铸件的轮廓密度K(kg/dm~).因此,K值在一定766Oct2000FOUNDRYV oI.49NO10程度上体现了与铸件壁厚的关系.但在生产实践中发现:当K≤1.0kg/dm时,K一律取为0.6显得过于粗放,且在铝合金密度范围(≤2.94kg/dm)内,其K值的变化范围(0.6~0.7)也显得过小;并且,用式(7)算得的铝合金铸件的EF日值也普遍偏小或过小;此外,对于铝合金铸件来说.式(7)中系数K的取值依据K不可能出现K>3kg/dm的情况.因此,式(7)的适用范围极其有限.(3)表1中的式(8)推荐用于铜合金铸件,其转换系数K的取值范围为0.8~1.3但在生产实际中.砂型铸造的有色金属或黑色金属铸件,无论是壳型顶注,还是湿型底注,其浇注系统的EF目的合理值远不会出现60%(0.8/1.3)以上的大幅度偏差;并且,式(8)中的速度系数的取值袄据铸件的轮廓密度K和壁厚的划分档次也过于粗放;此外,式(8)与式(1),(2),(6)一样也存在着将对流量(浇注速度)影响不很重要的因素(平均压力头H)考虑过重的问题.由此,式(8)的合理性还有待深入探讨,需作进'步的完善和修正.此外,式(1)至(8)除各自存在的不足之处外,还存在着一些共同的不足之处,主要表现在:这些公式及相关的确定浇注时间的公式或图.只考虑了铸件重量G件或浇注重量G浇,未考虑或未充分考虑铸件壁厚a这一一重要特征参数,使这些公式缺乏严谨性和科学性,适用范围较窄,通用性极差.其次,这些公式都存在着使用前提不明的问题.的进水速度快.浇注时间短;对于大型铸件或某些复杂薄壁铸件,在两组以上浇注系统或两个以上浇包同时浇注等情况下,其浇注系统截面积及其浇注时间应怎样计算和修正,式(1)至(8)均未给出适宜的修正方法和措施由此可见,式(1)至(8)及与之相关的浇注时间计算公式等,均存在着较多的不足和尚未解决的矛盾和问题,需要铸造工作者作进一步的研究和探索.使之能有一个较完善的,形式统一,适用范围宽阔,在不同条件下有很好通用性的浇注系统最小截面积计算公式及相应的浇注时间计算公式.2适用范围宽阔的浇注系统计算公式根据多年来对所掌握的有关浇注系统计算的众多文献和资料的统计分析,以及对多年来工厂实践经验的总结,作者认为:将水力学公式中难以准确确定且在生产中不便操作的流量系数"与对流量影响很小的平均压力头的平方根/H之乘积("v/Hp)代之以壁厚修正系数,便可得到简便而适用范围宽的铸件浇注系统最小截面积计算公式(9):,EF=—L一一(9)口√2g'£.式中∑F——非拔塞式浇注系统最小截面积,CmG——型中铸件的重量(不含浇冒口),kgp——铸件材质密度,kg/cm.见表2g——重力加速度,980cm/s2大家知道:对于同样壁厚或同样重量的铸件,平板件——铸件主要壁厚(常指最薄壁厚),mm需要快速浇注,金属型铸造也需要较大的~Fm;对——材质指数.见表3于同样大小的直浇道截面积,拔塞浇口比非拔塞浇口——铸件有效浇注时间..,计算式见表4表2常用金属{合金)铸件材质的密度范围{参考值】——..兰竺!竺!坚矍!竺!竺金属铸件材质l灰铸镜!球镜厦铸志白口铸铁铸钢I铝舍金I镁台金I铜音金锌台盘密度日/(k日cm.)fo.00710[H]73{00078J000255--0.002940.00180--00018510.0@73~00095表3常用金属{合金)的材质指数{w值】lable3'lhemateria1吨ure{】of~oii3,moiiusedalloys铸件…铝台盒铜告金球铁铸钢耋;材质矸立铝硅,铝锌系舍金铝铜,铝镁系舍金青铜(除铝青铜外)铜,紫铜,铅青铜I质直灰铸铁指数"0320310290.28l02602502402302202表4铸件有效浇注时间计算公式_1Table4'lheequationsforcalculatingtheeffectivepouringtimeofcastings有教浇注时计算公式f公式号l公式中符号的意义及单位适用条件——————…—J——~—.…————————l——铸件的有效晓洼时旬,sG——铸件重量(不含浇冒口),kg一型一组,~…I/——材质系数,其取值情况如下——铸件的主要壁厚(指最薄壁厚),皿n】晓注系统l{】""-_I__T:]善耋材质系数f1oo6-0811—121.5~16j产条件——...''..'........'..........'—''....'.'——'''.'...—'..''''''———'''——''—'—————'———————————''————————'—————————————————————————————————————————————————————————L————.—.——.一f+两l燕释i…………同.I11lO苏件l/+,/_}乩|忡I×l寺:l(12)l下列情况对的计取值(累加相应数目):暑量世'll拔塞浇口平板类件一=盘属型铸造=1.其余符号意义均与式()相同I哥造刘文川等:适用范围宽的铸件浇注系统最小截面积计算公式?767式(9)突出了壁厚对金属液阻力的影响,淡化了其他不重要因素.在实际操作中要合理确定水力学公式中流量系数"和平均压力头H的大小是十分困难和繁琐的.因此,用式(9)取代式(1)来计算浇注系统最小截面积,显得更加简便和适宜,抓住了铸件壁厚这一影响金属液充型能力的重要特征因素.公式(9)中的部分,实质上是对众多文献和资料中的成功生产实例进行统计验算后得到的一个经验系数.它完全能满足和体现铸件壁愈薄计算出的EF值相对愈大,壁愈厚计算出的EF日值相对愈小的工艺要求和客观规律.其中,指数"是材质流动性等工艺性能差异的具体体现,即浇注温度较高,流动性较差的材质,"值较小.因此,经验系数使公式(9)更具科学性和更为合理.对于需采用拔塞式浇注系统的某些重要铸件,大型铸件和复杂薄壁铸件,可将式(9)修正为全能型浇注系统最小截面积计算公式(10):I1lEF疆=—二=_一÷:(1o)口2g.t..j式中m——浇注方式修正系数:拔塞方式m=1,非拔塞方式m=0式(10)的取值与式(9)略有不同:在采用非拔塞浇注方式(即m:0)时.其d按实际值取值,与式(9)相同;在采用拔塞浇注方式(即m=1)时,若d<100ram,仍按实际值取值,若d≥100ram,均按=100ram进行计算.可见,式(9)实质上是式(10)的简化形式.由于绝大多数铸件采用的是浇注速度适中的非拔塞式浇注方式,围此式(9)是适用于绝大多数铸件的常用形式.换句话说,式(10)包含了式(9),是式(9)的母公式.表4给出了分别与式(9)和(10)相对应的铸件有效浇注时间计算公式(11)和(12),它们与式(9)和(10)一样,也是主要依据铸件的两个主要特征因素即铸件重量G和壁厚d来进行计算的.大量的统计验算表明,用这四个公式算得的铸件有效浇注时间和浇注系统最小截面积EF目,与源文献和资料所介绍的成功应用于生产实际的对应参数能较好地吻合乃至更为合理,这主要表现在相应的铸件型腔液面上升速度和比浇注速度这两个重要的工艺参数上,见表5.故公式(9)和(10)及对应的铸件有效浇注时间计算公式(11)和(12)具有很强的科学性和宽阔的适用范国.此外.这四个公式还具有简便,快捷,便于生产实际操作等优点,省去了用水力学公式时对流量系数"的"猜选"过程.3结1者对于铸件浇注系统最小截面积的计算,主要依据铸件的本身重量及其壁厚这两个重要特征因素来自行决定.将其它各影响因素归并为一个经验系数,用统计学方法统计回归出的经验公式(9),(10)设计出的铸件浇注系统具有如下一些主要特电.(1)浇注系统最小截面积的计算原则是:大孔进水,快速浇注,确保铸件在最佳的有效浇注时间内充满铸件的最高轮廓.(2)低流速,平稳充型.以浇注系统阻流截面决定金属液的流量,直浇道的高度取最小有效压力头即可,保证金属液以大流量,低流速平稳充型.(3)公式(10)及其简化的子公式(9)具有简单,实用,可靠性和科学性强,适用范围宽阔,便于生产实际操作等优点.参考文献:(1]魏兵铸件浇拄系统阻谎截面积的确定(J]铸造技术,l981.(1):27~38(2]车魁盛铸造工艺设计基础(M]北京:机械工业出版社,1981(3]曹文龙铸造工艺学[M]北京:机械工业出版社.1993(4]陈琦铸铁手册[蛐北京:机械工业出版社,1984(5]黄良亲简明铸工手册[M北京:机械工业出版社,1998(6]铸造有色舍金手册编写组铸造有色舍盒手册(M]北京机械工业出版社.1978[7:陈培里铸工实用手册:蛐杭州:浙江科学技术出版社.1997:8]王丕元.空心轴瓦的铸造工艺m铸造技术.1990,(5):28~29 9]秦文声,等钢铜职金属包覆铸造3000吨挤压成型机活塞压头(力特种铸造匣有色台金,l991,(2):24~27[10]马崇峰浇注系统大孔出流理论在铸造工艺设计中的应用[』: 铸造技术,1991,(6):24~26(11]刘文JIl快浇技术在气缸体生产中的应用(J:铸造.1996,(11): 33~35(1Z]棘瑞笸高炉辟却壁的铸造工艺lj]铸造技术.1991.(1):37~38[13]吴秉正冷却箱体铸造工艺(J]铸造技术.1987.(3】.26~27 [14:史鉴开.吴晓三1.8m×6m平板的半永久型地坑无盖葙组芯无胃口诗选现代铸铁,1994,(1):55~56[15]赵书绶太型高炉球锻冷却壁的辟造:J:铸造,1996.(6):19~2l[16]张汉泉,赵佩英.葛智豪汽轮机厚断面球墨铸铁件的铸造技术(力现代铸铁.1994,(2):36~4l(17]车巨文,于春田.袁伟被大型铝音盘曲面铸件的铸造工艺设计』]铸造.1998,(12】:36~粥(18:谭建渡大型铝台金葙俸的铸造工艺[J]铸造技术,1999.(2): 36~37(19]刘文川,赖小平,祝举章,等适用范围宽阿的铸件有效浇拄时间计算公式口铸造技术,2000,(5)20]饶忠义可锻铸铁吊架无冒口铸造工艺[J]铸造生产,1986,(1):26~2721]田新社连续铸造所甩铸铁结晶器的侥注与补绾m铸造技术.2000,(1):23~24(22]谭建渡Al—台金支架的铸造工艺世计J_铸造技术.1999,(6):20~21[23:高玉申,程普曲轴箱体的铸造工艺改进[J.现代铸铁,1998,(1):54~56[24]睬仙笛用雨淋式浇注系统铸造球铁活塞[』]铸遣技术.1989,(2):19~21:25]王贵岭,张桂兰.吴康MWMD234V型柴油机,,缸机体的铸造工艺(』I热加工工艺,1995,(2)55~56(26]孙三楠焦炭坩锅炉熔制大型铜铸件:J:铸造.1987,(8)32~33[27张宝山,等环锤式碎煤机筛板类铸件的工艺探讨:J铸造技求.1992,(5):23~25(28]席里之.铜螺旋浆的铸造(J]特种铸造厦有色台盒1991.(3):30~3l(29]王树戚自天申,林家骝N8024导叶持环球铁件无目口铸造(j]球铁,1985,(3):33~35768?Oct2000FOLJNDRYV ol49NoIO表5?公式{IO),{12:J对多种金属铸件的适宜性对照Table5Comparisonofthesuitabilitytovario~alloyc∞tinbyusingequationf10)andc12铸件嚣铸件重量原文献和资料卉甥的浇柱系统相关工艺参敦噩评竹替式(1日),(12)计算的浇诖系统相应参毅置评竹(不告浇目口)爵蚌主要壁名称,【£r雌c/晌's.靛面上升速度此浇柱莲度最小截面积有就浇注时间蔷面上升速&奁度G/(?皿一2,S-zFⅢ,f,s/{ms?s)∞-2,s,f)6(2㈨2511,5=0宜{135180【2x∞x帅盯】08=051丙忤越=0,54【=021(,=0'5.=I宦9,60396/f=0A471136砦脂07×515町15l3c1)=05F直=083髓=055c=0::,=1.0,^=1J髓113=0-】9i21515120:0"女棚∞.帅站cl:l91]=0.22c=031(,=l船.r=I:越髓Tl0(152{0黄:叭32加(1=0"F:071.Pm髓:,:D8,^=l髓弛】=050lb鹕276傩【l瑚x650×栅0…j22lcIIll【】=0庸=D卯c=口31:lr=Lr=I:髓2L.L226=D.t2jD瞄11428嚣}f『瑚l【9012I1]c】=l"摊挠遒髓=0.2l=024.=1】:,=I.0=2】宦1】1舯2=I.D7.]5922{】0吲230{【9(】)=0"稚10.j髓=1.2L(口=0c,=口&=lJ髓口:口帅26龆删阱【25=737x竹】xH=55帅一∞(1):5枷=0.52(:0㈨c.n=ll必5衄_]2=1.嘶l!曲24嚣.t髓棚0x栅39020一35酉盟黼ll3l眦融髓=152【=0硼I/=【LI.=210l{0T.1赫【蜘0x600x啪0啪删l0栏她I255=3】8髓l=0盐=L1r=0=21稚{^】4.910623H52压熹珈x枷f踟)1}【"]54l5置=050l口=dⅢ{,=I舶.=lI翘卣面BIT=0II56.2555.4=0斛【∞26笠伽×30Dl4】1帅】2矾(ij建i醐遘髓=0鲫c=㈨{r=】棚.^=2J"7l盟72194l茸莩2翻lml11蛐】i{c1(.j.56=0%置=1i=02r=115.^=l柏甜=钔5】2=a粥舶3.3々zl0x虻xL60唧蜘l珊l}5l4B立=D√斛髓=017I=024llr=I1.12:髓∞0200l041{】旺9】fi121,1刘CC4;{LID2900i{56…12帅雒髓Kt=lI(B=0=fr=09.12:髓黼2~4Bx955x.Ⅲ愀娜l5'0…39】6j=0弼.0j如4=1谁扎悻口]雒黼髓=【05f=02I.=I:l,Ij=:1髓8951=I4720{嚣53=00k张【"锄x1铷】5001j553.6c…l/=Ij.=髓#龄越≥【55l0241批0啪×ⅢK=I211.0加!群'】l90I辩79瑚l5!./f=ll,/7【=0=1】If=08.!越触湖0225.x眦哳145呻25m】60=0棚2.】∞l01200=05糠㈨2l娃/f0.67=DI,!】0.^12l宦螂x【520×l-呻躺15.1=l棚1棚储244瞄0旧洲船1I=2.0髓12,17【0=J:r=08^=1l 髓舞…】.1DDl∞74120/f=2.丑【5】510122醚I吧I=0翌.=.1:,=06.^!髓礤"》】0002857l4三组m.10267=3.33]}9:02¨5【蚓雒艄蕾惶=515l=0翌.lD.6,^}1甜】㈣{560×酣90=I.266驾5器【删5028{0抛瑚1800雒龅甜=6锦【D.塑.)j8=" 注:1表5中小括号_内参数是根据其它参数或图表推算而碍;2当=O时.来注出;3K=G/(=FⅢ?£).KG/(EFE£)[30]刘增林大型柴油机气缸体的铸造[』]铸造1997.(12):20~22[34]张仁智棘超,于洪若.等大型不锈钢转轮上冠的铸造:J]铸[31]刘仲南,王生玫,张炳英16V280ZJ柴油机机体整体铸造技术造.1993,(1).20~24 [J]现代铸铁.1993,(1):46~54[35:刘功.大型液压机固定粱缸粱连俸铸造工艺[J]铸造1994[32)寻孝茎高大机床铸铁件浇注系坑的丹层处理[J]铸造.1991(5):29~3(7):34~36[36:李贺增.2160ram热连轧机机架的铸造:JJ铸造技术1996,_33]华永荦,尤志庆,张焕平,等16V'3OO柴油机球铁缸体的生产U]现代铸铁,1998,(1):57~58(编辑:朱文高)。
精密铸造铸件工艺及浇冒口系统设计第六章铸件工艺设计第一节概述为了生产优质而价廉的包模铸件,做好工艺设计是十分重要的。
在做工艺设计之前,首先要考虑选用包模铸造工艺生产时,在质量、工艺和经济方面的几个问题。
1.铸件质量的可靠性对于铸件质量上的要求,一般是包括两个方面,一是保证技术要求的尺寸精度、几何精度和表面光洁度,二是保证机械性能和其它工作性能等内在质量方面的要求。
包模铸造具有少切削、无切削的突出优点。
近年来,由于冶金技术、制模、制壳材料和工艺以及检测技术等方面的发展,包模铸件的外部和内在质量不断提高,因此它的应用范围愈来愈广。
不少锻件、焊接件、冲压件和切削加工件,都能够用熔模铸造方法生产。
这对于节约机械加工工时和费用,节约金属材料,提高劳动生产率和降低成本都具有很大意义。
可是,熔模铸造生产的铸件,由于冶金质量、热型浇注引起的晶粒粗大、表面脱碳以及内部缩松等方面的原因,铸件的机械性能(特别是塑性),还存在一些缺陷。
对于某些受力大和气密性要求高的铸件,采用包模铸造时,应充分考虑零件在产品上的作用和性能要求,以确保其使用可靠。
有些结构件改用包模铸造生产时,必须考虑原用合金的铸造性能是否能满足零件的质量要求,否则就需要更改材质。
2.生产工艺上的可能性和简易性熔模铸造虽然能够铸造形状十分复杂的、加工量甚少甚至不加工的零件,但零件的材质、结构形状、尺寸大小和重量等,必须符合熔模铸造本身的工艺要求。
如铸件最小壁厚、最大重量、最大平面面积、最小孔槽以及精度和光洁度要求等,都要考虑到工艺上的可能性和简易性。
3.经济上的合理性采用包模铸造在经济上是否合理,要从多方面考虑。
按每公斤的价格来说,包模铸件与同类型锻件相近甚至还高些,可是由于大幅度减少了加工量,因而零件最终成本还是低的。
但也有些零件,能够利用机械化程度较高的方法生产,例如用自动机床高速加工、精密锻造、冷挤压、压力铸造等等,这时,用包模铸造法生产在经济上的优越性就不一定显著,甚至成本还可能高一些,因此在这种情况下,就不一定选用这种方法了。