高效自动脱螺纹及凝料注射模具设计
- 格式:pdf
- 大小:431.66 KB
- 文档页数:3
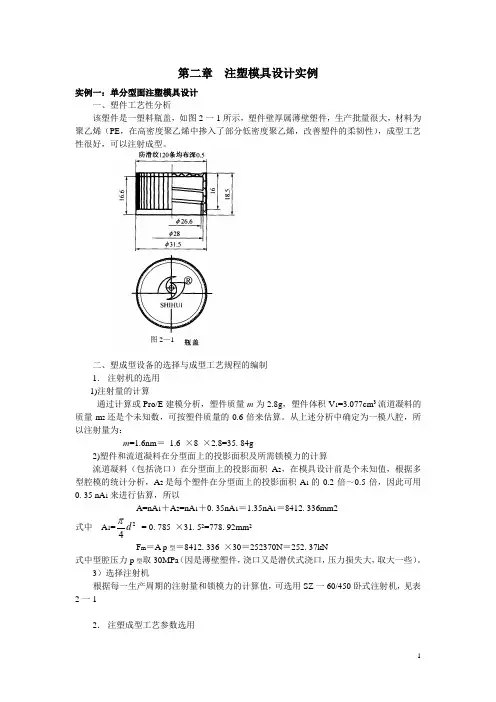
第二章 注塑模具设计实例实例一:单分型面注塑模具设计一、塑件工艺性分析该塑件是一塑料瓶盖,如图2一1所示,塑件壁厚属薄壁塑件,生产批量很大,材料为聚乙烯(PE ,在高密度聚乙烯中掺入了部分低密度聚乙烯,改善塑件的柔韧性),成型工艺性很好,可以注射成型。
二、塑成型设备的选择与成型工艺规程的编制 1. 注射机的选用 1)注射量的计算通过计算或Pro/E 建模分析,塑件质量m 为2.8g ,塑件体积V 1=3.077cm 3流道凝料的质量m 2还是个未知数,可按塑件质量的0.6倍来估算。
从上述分析中确定为一模八腔,所以注射量为:m =1.6nm = 1.6 ×8 ×2.8=35. 84g2)塑件和流道凝料在分型面上的投影面积及所需锁模力的计算流道凝料(包括浇口)在分型面上的投影面积A 2,在模具设计前是个未知值,根据多型腔模的统计分析,A 2是每个塑件在分型面上的投影面积A 1的0.2倍~0.5倍,因此可用0. 35 nA 1来进行估算,所以A=nA 1+A 2=nA 1+0. 35nA 1=1.35nA 1=8412. 336mm2式中 A 1=24d= 0. 785 ×31. 52=778. 92mm 2F m =A p 型=8412. 336 ×30=252370N =252. 37kN 式中型腔压力p 型取30MPa (因是薄壁塑件,浇口又是潜伏式浇口,压力损失大,取大一些)。
3)选择注射机根据每一生产周期的注射量和锁模力的计算值,可选用SZ 一60/450卧式注射机,见表2一12. 注塑成型工艺参数选用图2—1三、塑模具结构方案设计1.型腔数量的确定及型腔的排列1)型腔数量的确定该塑件精度要求不高,又是大批大量生产,可以采用一模多腔的形式。
考虑到模具制造费用、设备运转费用低一些,初定为一模八腔的模具形式。
2)型腔排列形式的确定该塑件有两圈内螺纹,要使螺纹型芯从塑件上脱出,必须设计一套自动脱螺纹的齿轮传动结构,并且型腔的分布圆直径和齿轮分布圆直径相吻合,若采用一模八腔,型腔分布圆直径就相当大了,这样模具结构尺寸就比较大,加上齿轮传动系统,模具结构复杂,制造费用也很高。
注射模设计步骤及实例注射模是用于制作注射器、针筒等医疗设备的模具。
模具的制作是一个复杂而精细的过程,需要经历多个步骤。
下面将详细介绍注射模的设计步骤及实例。
1.确定需求:在开始设计之前,首先需要与客户充分沟通,了解客户的需求和要求,包括产品的形状、尺寸、材料等。
同时还需要了解注射模的使用环境和功能要求,以确保设计出符合实际需要的模具。
2.绘制初步草图:在了解客户需求的基础上,设计师将根据实际情况绘制初步草图。
这个过程需要考虑到模具的整体结构、零件的尺寸和形状等。
设计师可以使用CAD等软件进行绘图,以便对模具的设计进行更好的规划和控制。
3.模具分析:在绘制初步草图之后,设计师需要进行模具分析。
这个过程包括识别和解决可能出现的问题,比如材料选择、产品的易变形部位等。
同时,还需要对模具进行结构分析,确保模具的稳定性和可靠性。
4.详细设计:在完成模具分析之后,设计师将开始进行详细设计。
这个过程需要考虑到模具的每个零件的制造和组装过程。
设计师需要了解材料的特性,选择合适的工艺和加工方法,并进行每个零件的细节设计。
5.制造模具:在完成详细设计之后,设计师需要将设计图纸交给模具制造厂家进行加工和制造。
制造过程需要使用各种加工设备,比如车床、铣床等,对模具的零件进行加工。
在制造过程中,需要进行严格的质量控制,确保每个零件的精度和质量。
6.装配和调试:在完成模具的制造之后,需要对模具进行装配和调试,以保证模具的正常运行。
这个过程包括将各个零件按照设计要求进行组装,并对模具进行调整和测试。
在调试过程中,需要确保模具的各个部分和功能都正常运作。
7.试模和样品确认:在完成装配和调试之后,需要进行试模和样品确认。
试模是指将模具放入注射机进行注射,获得产品样品,并对产品进行检验。
样品确认是指客户对样品进行验收,并根据需要提出修改要求。
8.修改和改进:根据客户的反馈和需求,设计师需要对模具进行修改和改进。
这个过程包括根据样品确认的结果,对模具的设计进行修改,以提高模具的性能和使用效果。
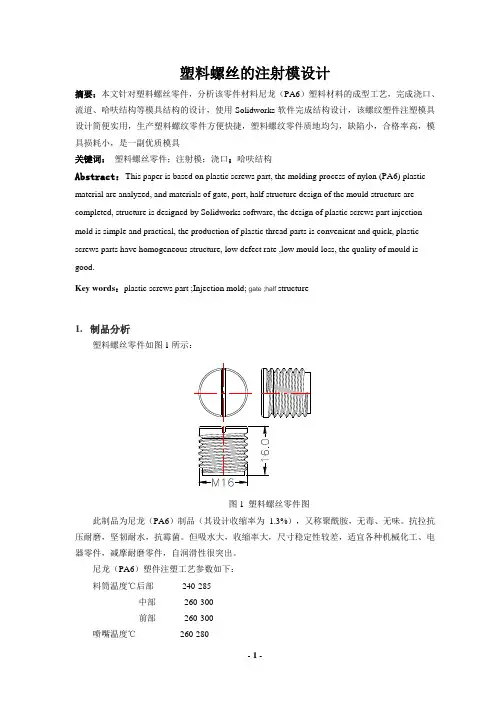
塑料螺丝的注射模设计摘要:本文针对塑料螺丝零件,分析该零件材料尼龙(PA6)塑料材料的成型工艺,完成浇口、流道、哈呋结构等模具结构的设计,使用Solidworks软件完成结构设计,该螺纹塑件注塑模具设计简便实用,生产塑料螺纹零件方便快捷,塑料螺纹零件质地均匀,缺陷小,合格率高,模具损耗小,是一副优质模具关键词:塑料螺丝零件;注射模;浇口;哈呋结构Abstract:This paper is based on plastic screws part, the molding process of nylon (PA6) plastic material are analyzed, and materials of gate, port, half structure design of the mould structure are completed, structure is designed by Solidworks software, the design of plastic screws part injection mold is simple and practical, the production of plastic thread parts is convenient and quick, plastic screws parts have homogeneous structure, low defect rate ,low mould loss, the quality of mould is good.Key words:plastic screws part ;Injection mold; gate ;half structure1.制品分析塑料螺丝零件如图1所示:图1 塑料螺丝零件图此制品为尼龙(PA6)制品(其设计收缩率为 1.3%),又称聚酰胺,无毒、无味。
注塑内螺纹直接脱模结构设计方案一、整体思路。
咱们得想个办法,让带有内螺纹的塑料制品在注塑完后,能轻松地从模具里脱模,就像从被窝里钻出来一样容易,而且还不能把这个螺纹给搞坏喽。
二、具体结构设计。
1. 螺纹型芯部分。
首先呢,这个螺纹型芯不能是个死脑筋的结构。
咱们可以把它设计成两段式的。
就像火车有车头和车厢一样。
靠近模具型腔内部的那一段螺纹型芯,咱们可以让它稍微细一点,就像小一号的螺丝。
这一段的螺纹是完整的,用来成型产品的内螺纹。
然后外面再套上一段粗一点的“外套”,这个外套和里面的细螺纹型芯之间要有一定的间隙,这个间隙就像两个好朋友之间保持的小距离,不能太大也不能太小,大概在0.1 0.3毫米左右就行。
这个间隙是为了让里面的细型芯在脱模的时候有活动的空间。
2. 脱模动力装置。
为了让螺纹型芯能从产品里退出来,咱们得给它一个动力呀。
这时候可以在模具上安装一个小型的液压或者气动装置。
想象一下,这个装置就像一个小助手,在脱模的时候轻轻地推一下螺纹型芯。
不过这个推力得控制好,不能太猛,不然会把产品给弄坏的。
一般来说,根据产品的大小和材料的特性,这个推力在50 200牛顿之间比较合适。
另外,还可以在螺纹型芯上连接一个旋转机构。
这个旋转机构就像一个小陀螺,在液压或者气动装置推动螺纹型芯往外退的同时,让它慢慢地旋转。
因为内螺纹嘛,要是光直直地往外退,肯定会卡住的,就像你硬要把拧进去的螺丝直接拔出来一样困难。
这个旋转的速度也不能太快,每分钟大概转个5 10圈就差不多了。
3. 导向和限位结构。
在螺纹型芯的周围,要设置一些导向柱。
这些导向柱就像轨道一样,让螺纹型芯在脱模的时候只能按照规定的方向移动。
就像火车只能在铁轨上跑一样。
导向柱的表面要光滑得像溜冰场一样,这样可以减少摩擦,保证螺纹型芯移动得顺畅。
同时呢,还要有限位装置。
这个限位装置就像一个小警察,告诉螺纹型芯你只能移动到这个位置,不能再往前走了。
这样可以防止螺纹型芯过度脱模,把模具或者产品给损坏了。

注射模的分类方法很多。
例如可按安装方式、型胶数目和结构特征等进行分类,佃是从模只设计的角度上看,按注射模具的总体结构特征分类最为方便。
一般可将注射模具分为以下几类。
(1)单分型砌注射模具。
单分型面注射模只又称为两板式模具,它是注射模具巾最简单而又员常用的一类。
据统计.两板式模具占全部泞射模具的70%。
如图4—l所尔的单分型面注射模具,钽电容型腔的一部分(型芯)在动模板上,另一部分(凹模)在定模板上。
申分泅而注射模具结构简单、操作方便,但是除采用直接浇口之外,型腔的浇口位置只能选择在制品的侧面。
(2)双分型面注射模具。
双分型6j注射模具以两个不同的分型面分别取出流通内的凝料利塑料制品,与两板式的单分型面泞射模具相比,双分型面注射模具在动模板与定模板之间增加了一块可以移动的中间板(又名浇口板),故又称二板式模具。
在定模板与中间板之间设置流道,齐小问板与功模板之间设置型腔,中间板适用于采用点浇口进料的单型腔或多型腔模具。
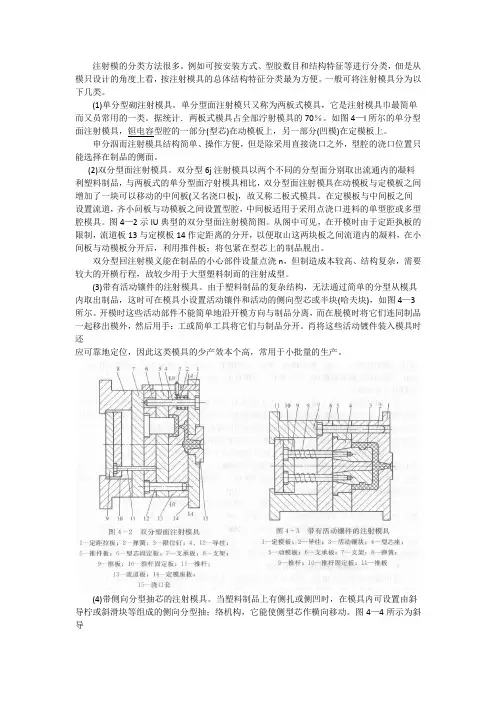
图4—2示lU典型的双分型面注射模简图。
从阁中可见,在开模时由于定距执板的限制,流道板13与定模板14作定距离的分开,以便取山这两块板之间流道内的凝料,在小间板与动模板分开后,利用推件板;将包紧在型芯上的制品脱出。
双分型回注射模义能在制品的小心部件设量点浇n,但制造成本较高、结构复杂,需要较大的开横行程,故较少用于大型塑料制而的注射成型。
(3)带有活动镶件的注射模具。
由于塑料制品的复杂结构,无法通过简单的分型从模具内取出制品,这时可在模具小设置活动镶件和活动的侧向型芯或半块(哈夫块),如图4—3 所尔。
开模时这些活动部件不能简单地沿开模方向与制品分离,而在脱模时将它们连同制品一起移出模外,然后用手:工或简单工具将它们与制品分开。
肖将这些活动镀件装入模具时还应可靠地定位,因此这类模具的少产效本个高,常用于小批量的生产。
(4)带侧向分型抽芯的注射模具。
当塑料制品上有侧扎或侧凹时,在模具内可设置由斜导柠或斜滑块等组成的侧向分型抽;络机构,它能使侧型芯作横向移动。
模具毕业设计103注射模的结构设计注射模具是工业制造过程中使用最广泛的一种模具,其设计结构直接影响到注射产品的质量和生产效率。
本文将详细介绍注射模具的结构设计,包括模具的结构要求、主要零件设计和结构优化。
一、模具的结构要求1.注射模具的结构要具有良好的刚性和稳定性,以确保模具在注射过程中不发生变形和振动,影响产品的精度和表面质量。
2.注射模具的结构要便于装卸、维修和保养,以提高模具的使用寿命和工作效率。
3.注射模具的结构要尽可能简单,以降低模具的制造成本和维修成本。
二、注射模具的主要零件设计1.模具基座:模具基座是支撑模具的主要部件,其结构要具有足够的刚性和稳定性。
为了方便模具的安装和调整,模具基座通常采用箱式结构,并设置有调整螺栓。
2.模板:模板是注射模具的主要部件,其上安装有注射模具的零件和导向机构。
模板的结构要求平整度高、刚性好,并配有合适的冷却系统,以确保注射过程中的热平衡。
3.滑块和导柱:滑块和导柱是注射模具中重要的导向和定位部件。
滑块通常用于实现中空或复杂形状的注射产品,其结构要求刚性好、耐磨损,并具有良好的导向性能。
导柱负责注射模具的下模板与上模板的定位,其结构要求尺寸精确、表面光洁,并配有合适的润滑系统。
4.模芯和模腔:模芯和模腔是注射模具成型部件的关键零部件,直接决定了注射产品的形状和尺寸。
模芯和模腔的设计要考虑到材料的选用、热处理和表面处理等因素,以提高模具的耐用性和工作精度。
三、注射模具的结构优化为了进一步提高注射模具的生产效率和产品质量,可以采取以下措施进行结构优化:1.采用优质材料:选择适当的模具材料,具有良好的强度和耐磨性,以提高模具的使用寿命和工作精度。
2.优化冷却系统:合理设置注射模具的冷却系统,以提高注射过程中的热平衡,减少产品变形和缩水现象。
3.降低模具重量:通过优化模具结构和采用轻量化材料,来减轻模具的重量,降低模具的惯性和振动,提高注射产品的精度和表面质量。
随着塑料工业的飞速发展,塑料模具对人们的生活影响越来越大了,已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定着产品质量、效益和新产品的开发能力。
我国的模具水平在近几年也得到了很大的发展。
在本次设计过程中,主要设计了麦克风外壳的注射模具。
分析了塑件的形状尺寸,拟订了模具的总体结构设计方案,并选定了所需的注射机的型号,设计了模具的成型部分,浇注系统和冷却系统等,并对模具进行了分模。
重点设计了模具的成型部分,并绘制了模具的装配图和动模定模图。
关键词:注射模麦克风外壳抽芯模具I第1章绪论 (1)1.1塑料成型在工业生产中的重要性 (1)1.1.1 塑料及塑料工业的发展 (1)1.1.2塑料在成型工业生产中的重要性 (1)1.2塑料的组成及其特性 (2)1.3设计程序 (6)1.3.1调研、消化原始资料 (6)1.3.2 选择成型设备 (6)1.3.3 拟定模具结构方案 (7)1.3.4方案的讨论与论证 (7)1.3.5绘制模具装配草图 (7)1.3.6 绘制模具装配图 (8)1.3.7 绘制零件图 (8)1.3.8 编写设计说明书 (8)第2章模具方案设计 (9)2.1塑料模具的分类 (9)2.2方案的确定 (9)第3章麦克风手柄注塑模具设计 (13)3.1制件塑料的选择以及麦克风塑料制件的市场前景分析 (13)3.2注塑机的选择 (15)3.2.1选择注塑机的相关计算: (16)3.3麦克风手柄工艺分析 (19)3.4模具结构设计 (23)3.4.1 分型面的选择 (23)3.4.2 浇注系统设计 (24)3.4.3 成型零部件的设计与计算 (26)第4章凹模的造型 (36)第5章凸模的造型及加工仿真 (41)结论 (43)致谢 (44)参考文献 (45)II第1章绪论1.1 塑料成型在工业生产中的重要性1.1.1 塑料及塑料工业的发展塑料是以树脂为主要成分的高分子有机化合物,简称高聚物,一般相对分子量都大于1万,有的甚至可达百万级。
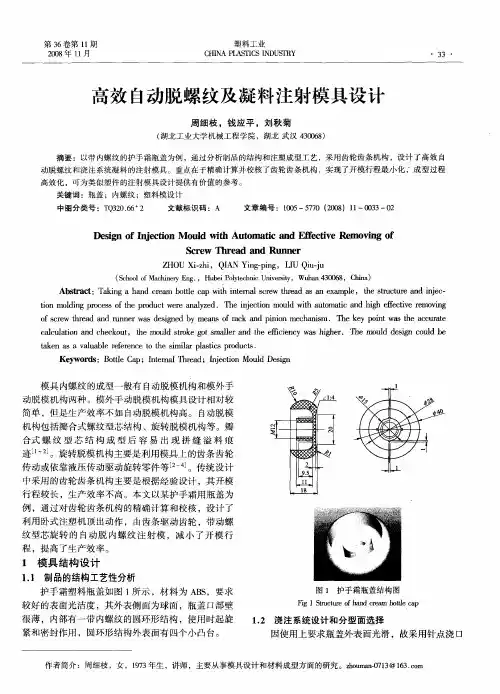
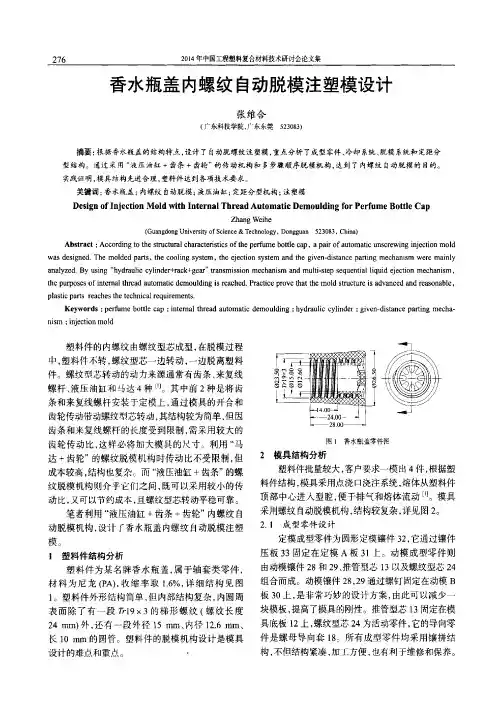
饮水瓶瓶盖内螺纹注射模设计古远明(河源职业技术学院,广东河源517000)【摘要】针对复杂结构的内螺纹瓶盖注射模设计,通过分析饮水瓶瓶盖的结构特点,使用MoldFlow模流分析,设计了圆形分流道截面形状及潜伏浇口,采用侧抽芯机构解决了瓶盖顶处内凹的脱模难题,采用旋转脱螺纹机构为电动机带动链条驱动齿轮使内螺纹自动脱模,解决了饮水瓶瓶盖自动脱模的难题,实现批量自动生产,提高了生产效率。
关键词:饮水瓶瓶盖;侧抽芯机构;内螺纹;注射模中图分类号:TQ320.66文献标识码:BDOI:10.12147/ki.1671-3508.2023.04.010Design of Injection Mold for theInner Thread of the Water Bottle CapGu Yuanming(Heyuan Technical College,Heyuan,Guangdong517000,CHN)【Abstract】According to the design of injection mold for the inner screw cap with complex structure,through analyzing the structural characteristics of the cap of drinking water bottle,the shape of circular sprue section and the latent gate were designed by MoldFlow mold flow analysis,the side core-pulling mechanism is used to solve the problem of demoulding the concave inside the top of the bottle cap,and the rotating demoulding mechanism is used to drive the chain drive gear for the motor to make the internal thread demoulding automatically,which solves the problem of automatic demoulding of the bottle cap of drinking water bottle,realize batch automatic production,improve production efficiency.Key words:water bottle cap;side core-pulling mechanism;internal thread;injection mold1瓶盖塑件结构工艺性分析饮水瓶瓶盖如图1所示,塑件材料为ABS热塑型高分子结构材料、缩水率为0.5%,塑件最大外形轮廓尺寸为ϕ59.52×30.87mm,拔模角度为1°,最小壁厚为0.96mm,塑件表面有一个ϕ10.2mm与ϕ9.18mm的阶梯孔,顶面ϕ5.1mm处为圆环凹槽需设计侧抽芯机构,内孔有M50×2.5×9.44Lmm的内螺纹需设计旋转脱螺纹机构,旋转脱螺纹机构生产效率高,能够实现批量自动化生产。