塑胶模具设计-脱螺纹模具设计讲义
- 格式:pdf
- 大小:674.63 KB
- 文档页数:11
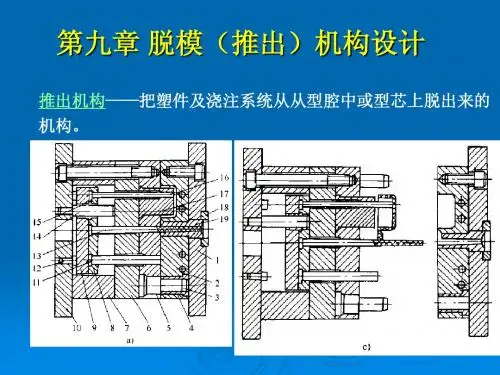
第7章机动脱螺纹注塑模结构分析7.1 概述带螺纹塑件的模具结构和一般模具不同,主要区别在于螺纹在模具中的脱出和塑件的脱模。
带螺纹塑件的脱模和螺纹尺寸、材料及成形方法有很大关系。
如果螺纹较浅,材料质地较软可采用强制脱模。
如果小批量生产,可用下面几种方式脱模:用活动螺纹型芯或型环,开模后连同塑件取下,模外手工或机动脱开;在模具上手工将简单的带螺纹塑件旋下;螺纹较小时只成形光孔或圆柱凸台,使用时自攻螺纹等。
这些脱螺纹方式的模具结构比较简单,但生产效率低[34]。
生产中广泛使用的模内脱螺纹方法有以下几类:拼合模具脱螺纹;自动开合型芯脱螺纹;旋转机构自动脱螺纹。
1.拼合模具脱螺纹常用于成形螺纹直径较大,而且有接缝或者断续螺纹的场合,模具结构比较简单,能用于自动化生产。
2.自动开合型芯脱螺纹这种型芯能自动张开和收缩,一般用于断续内螺纹成形,也可成形全螺纹,但有接缝。
3.旋转机构自动脱螺纹旋转机构脱螺纹生产效率高,螺纹质量好,用于大批量生产。
其原理是在某种动力(人工、电机、液压、气缸等)驱动下带动传动机构(齿轮、齿轮齿条、链条链轮等),使型芯或型环和塑件之间相对转动而使螺纹脱模。
使用旋转机构脱螺纹时,应注意防止螺纹型芯或型环转动时带动塑件转动,因而塑件或模具上应有止转装置。
7.2 旋转机动脱螺纹注塑模结构分析旋转机动脱螺纹是利用塑件与螺纹型芯或型环相对运动与相对移动而脱出螺纹。
回转机构可设在动模或定模,通常模具的回转机构设在动模一侧[37]。
1.螺纹回转部分的止转方式塑件外部止转,塑件内部止转,塑件端面止转。
小型塑件采用侧浇口进料时把浇口适当增大也能起止转作用。
2.螺纹回转部分的驱动方式按驱动的动力分为人工驱动、开模驱动、电驱动、液压缸或气缸驱动、液压马达驱动等多种方式。
7.2.1 滚珠丝杠齿轮传动自动脱螺纹注塑模结构分析堵头塑件如图7-1所示,材料为尼龙66(PA-66)。
由于材料强度高,螺纹部分需采用旋转脱出方式[81]。

注塑内螺纹直接脱模结构设计方案一、整体思路。
咱们得想个办法,让带有内螺纹的塑料制品在注塑完后,能轻松地从模具里脱模,就像从被窝里钻出来一样容易,而且还不能把这个螺纹给搞坏喽。
二、具体结构设计。
1. 螺纹型芯部分。
首先呢,这个螺纹型芯不能是个死脑筋的结构。
咱们可以把它设计成两段式的。
就像火车有车头和车厢一样。
靠近模具型腔内部的那一段螺纹型芯,咱们可以让它稍微细一点,就像小一号的螺丝。
这一段的螺纹是完整的,用来成型产品的内螺纹。
然后外面再套上一段粗一点的“外套”,这个外套和里面的细螺纹型芯之间要有一定的间隙,这个间隙就像两个好朋友之间保持的小距离,不能太大也不能太小,大概在0.1 0.3毫米左右就行。
这个间隙是为了让里面的细型芯在脱模的时候有活动的空间。
2. 脱模动力装置。
为了让螺纹型芯能从产品里退出来,咱们得给它一个动力呀。
这时候可以在模具上安装一个小型的液压或者气动装置。
想象一下,这个装置就像一个小助手,在脱模的时候轻轻地推一下螺纹型芯。
不过这个推力得控制好,不能太猛,不然会把产品给弄坏的。
一般来说,根据产品的大小和材料的特性,这个推力在50 200牛顿之间比较合适。
另外,还可以在螺纹型芯上连接一个旋转机构。
这个旋转机构就像一个小陀螺,在液压或者气动装置推动螺纹型芯往外退的同时,让它慢慢地旋转。
因为内螺纹嘛,要是光直直地往外退,肯定会卡住的,就像你硬要把拧进去的螺丝直接拔出来一样困难。
这个旋转的速度也不能太快,每分钟大概转个5 10圈就差不多了。
3. 导向和限位结构。
在螺纹型芯的周围,要设置一些导向柱。
这些导向柱就像轨道一样,让螺纹型芯在脱模的时候只能按照规定的方向移动。
就像火车只能在铁轨上跑一样。
导向柱的表面要光滑得像溜冰场一样,这样可以减少摩擦,保证螺纹型芯移动得顺畅。
同时呢,还要有限位装置。
这个限位装置就像一个小警察,告诉螺纹型芯你只能移动到这个位置,不能再往前走了。
这样可以防止螺纹型芯过度脱模,把模具或者产品给损坏了。
![自动脱螺纹注塑模设计[1].pdf](https://uimg.taocdn.com/2cee183b87c24028915fc368.webp)
自动脱螺纹注塑模设计田福祥 贺 斌(青岛理工大学,青岛 266033) 摘要 给出了链轮传动自动脱螺纹注塑模结构。
该模具采用热流道针阀式点浇口进料,无流道废料;通过链条传动使螺纹型芯转动,同时利用端面止转,实现自动脱螺纹;在动、定模型腔及螺纹型芯上分别设置三套冷却系统,使模具充分冷却。
模具结构紧凑、工作可靠、操作方便、运转平稳、冷却效果好、劳动强度低、生产效率高,生产的塑料件精度高。
关键词 热流道 自动脱螺纹 针阀式点浇口 注塑模 带有螺纹的塑料件注塑模设计的关键是塑料件螺纹的脱模问题。
通常有两种螺纹脱模方法:一是在塑料件及其材料允许的情况下,强行推出;二是对于螺纹较深、精度要求高、强度高的塑料件,旋转脱出。
旋转脱螺纹又分为手动脱出和自动脱出。
手动脱螺纹适合小批量生产,生产效率低,但模具结构简单;自动脱螺纹用于大批量生产,生产效率高,塑料件螺纹精度高。
笔者设计了链轮传动自动脱螺纹模具。
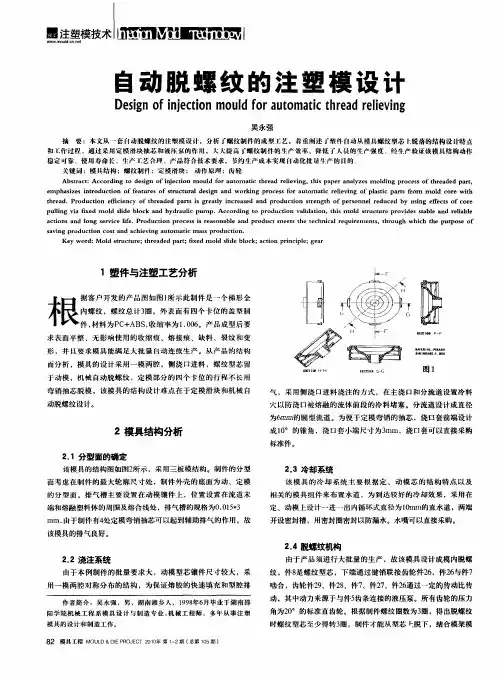
1 塑料件工艺分析塑料密封盖的形状及尺寸见图1。
塑料件形状简单,但壁厚不均匀,内径为矩形螺纹,没有止转圈,外观及螺纹精度要求较高,需求量大。
所用材料高密度聚乙烯(H DPE )是半结晶材料,流动性好,但成型收缩率较大(1.5%~4%),易发生应力开裂。
图1 塑料密封盖零件图2 模具结构及工作过程根据该塑料件特点及要求,设计的模具结构如图2所示。
模具为1模1腔,采用热流道针阀式点浇口进料,通过链条传动实现自动脱螺纹。
1—动模座板;2—链轮;3—水套;4—轴承;5—垫板;6—动模;7—螺纹型芯;8—气塞;9—垫板;10—垫块;11—定模座板;12—热喷嘴;13—隔热板;14—导套;15—集流腔板;16—型芯镶件;17—定模;18—衬套;19—限位螺钉;20—滚柱;21—弹簧;22—冷却水管;23—衬套;24—垫块;25—密封圈图2 塑料密封盖模具结构图2.1 浇注系统浇口位置及浇口种类决定了熔料在型腔中的流 收稿日期:200420820515田福祥,等:自动脱螺纹注塑模设计动方向与路径,如果浇口位置设置不当或浇口种类选用不合适,则可能使塑料件的形状变形或某些尺寸超差。
螺纹模具设计要点塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
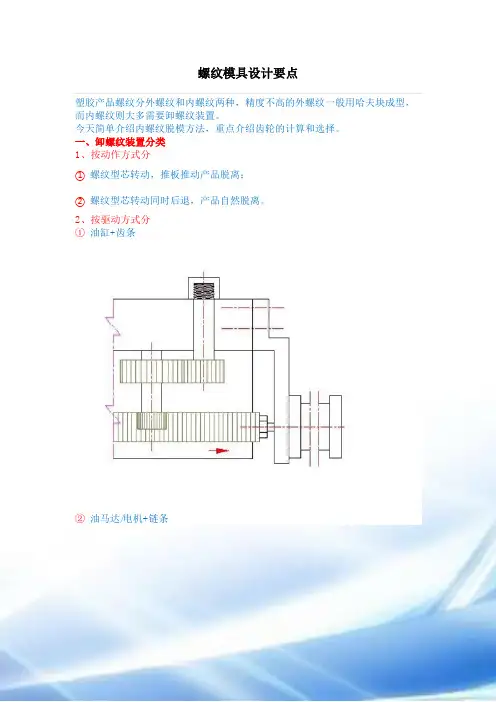
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤必须掌握产品的以下数据(见下图)①“D”——螺纹外②“P”——螺纹牙距③“L”——螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数:U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~13、确定齿轮模数、齿数和传动比:模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多使用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1 齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须和两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径------“d”表示分度圆周长--------“S”表示齿轮齿距--------“p”表示齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示齿轮模数--------“m”表示齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示4、计算公式如下:①齿距= 齿厚+ 齿槽宽即:p = sk + ek②模数的由来:因为S = Z x P = π x dd = P / π x Zπ是无理数,为计算方便,将P / π 规定为常数,即模数,用m 表示,故有公式如下:d = m x z即:分度圆直径等于模数乘以齿数。
塑料斜齿轮旋转脱螺纹注塑模具设计塑料斜齿轮旋转脱螺纹注塑模具(以下简称“本模具”)是一种用于制造塑料斜齿轮的模具。
本文将从以下几个方面进行介绍:模具设计的目标和要求、模具的组成、模具设计的流程和步骤、模具制造的工艺和注意事项。
一、模具设计的目标和要求本模具的主要设计目标是:能够生产出高质量的塑料斜齿轮,能够承受高强度和高速度的运转,同时尽可能地提高生产效率,降低成本。
二、模具的组成本模具主要由以下几个部分组成:模架、抽芯机构、喷嘴、注塑系统、冷却系统、顶针机构、脱模机构、料斗、电控系统等。
其中,模架是整个模具的支撑结构,抽芯机构用于保证产品的正常脱模,喷嘴和注塑系统负责塑料熔融和注入模具,冷却系统用于冷却成型的塑料,顶针机构用于防止塑料溢出,脱模机构用于从模具中取出成型的产品,料斗则是提供原材料的储料设备,电控系统则是对模具机组的各项功能进行控制和调节的设备。
三、模具设计的流程和步骤模具设计的流程和步骤主要包括以下几个方面:确定产品的设计和尺寸、计算模具的强度和稳定性、选择合适的材料、对每个零部件进行分析和设计、进行模具的总装和调试。
首先,根据产品的设计和尺寸要求,确定本模具的基本参数,如模具的型腔结构、尺寸和形状等。
其次,进行模具的强度和稳定性计算,通过有限元分析等方法,确定模具的各个部位的厚度和结构尺寸,以保证模具的强度和稳定性。
第三,选择合适的材料,根据本模具的使用环境和使用寿命,选择适当的耐磨、高强度和高温度材料,以保证模具的稳定性和使用寿命。
第四,对每个零部件进行分析和设计,根据模具的结构要求,设计零部件的结构和尺寸,并制定加工工艺流程,以确保零部件的精度和质量。
最后,进行模具的总装和调试,将所有零部件组装成模具,完成调试后,进行初期生产和测试,并不断进行调整和改进,以满足生产要求和提高生产效率和质量。
四、模具制造的工艺和注意事项模具制造的工艺和注意事项主要包括以下方面:材料的选择和加工、零部件的加工和组装、模具的调试和测试。
自动脱螺纹及液压斜抽芯注塑模设计自动脱螺纹及液压斜抽芯注塑模设计作者:东莞南博职业技术学院张维合1 引言塑件上的螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,采用侧向抽芯机构。
塑件的内螺纹则由螺纹型芯成型,其脱模系统可根据制品生产批量,螺纹牙型,模具制造工艺等因素,通常采用强行推出和自动脱螺纹机构两种形式。
内螺纹强行脱模的条件必须满足以下三点:(1)软胶:如PVC,PP 和PE等等;(2)牙型为圆弧型,而不能是矩形,梯形或三角形;(3)牙型高度必须满足公式:伸长率=(螺纹大径-螺纹小径)/螺纹小径≤A。
其中A 的值取决于塑料品种:ABS为8%,POM为5%,PA为9%,LDPE为21%,HDPE为6%,PP为5%。
自动脱螺纹机构则是通过螺纹型芯转动而使塑件脱模,因其适合各种牙型,生产效率高,且易实现自动化生产而被广泛使用。
自动脱螺纹机构的动力来源包括液压,马达和注塑机开模的力量。
本文中的模具就是通过液压推动齿条来实现螺纹型芯旋转脱离塑件的实例。
注塑模具的斜向抽芯通常采用“滑块+斜导柱”和“滑块+T形块”(模具增加一个分型面来实现抽芯)两种结构,本文介绍了一种采用液压油缸斜抽芯的结构,它适宜于大、中型模具。
2 塑件分析塑件属于叉架类零件,见图1。
材料:ABS,收缩率5/1000。
塑件的复杂之处是六个内孔,一个斜孔,一个粗牙螺纹孔,以及四个侧孔。
塑件的脱模是模具设计的重点和难点。
图1 塑件图3 模具结构设计客户要求一模出八件,采用侧浇口浇注系统,外形由两块哈夫滑块成型,熔胶通过哈夫滑块之间进入型腔。
流道凝料由推料块34推出。
塑件的斜孔由于抽芯距离较长,包紧力较大以及倾斜角度为45°,如果采用“滑块+斜导柱”和“滑块+T形块”两种结构,风险较大,容易产生故障,故模具设计时采用液压油缸斜抽芯机构,结构简单,动作可靠。
螺纹脱模采用自动脱螺纹机构,该机构设置在定模内部,动力来源为油缸液压。
自动卸螺纹模具设计初级教程BY WELLDESIGN 7.Nov,04前言:塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类1、按动作方式分①螺纹型芯转动,推板推动产品脱离;②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分①油缸+齿条②油马达/电机+链条③齿条+锥度齿轮④来福线螺母二、设计步骤1、必须掌握产品的以下数据(见下图)①“D"-—螺纹外径②“P”-—螺纹牙距③“L”--螺纹牙长④螺纹规格/方向/头数⑤型腔数量2、确定螺纹型芯转动圈数U=L/P + UsU 螺纹型芯转动圈数Us 安全系数,为保证完全旋出螺纹所加余量,一般取0。
25~13、确定齿轮模数、齿数和传动比模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1、齿轮传动的基本要求①要求瞬时传动比恒定不变②要求有足够的承载能力和较长的使用寿命2、直齿圆柱齿轮啮合基本定律两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图3、渐开线直齿圆柱齿轮参数分度圆直径-—-———“d”表示分度圆周长-—-—-———“S"表示齿轮齿距--———--—“p”表示齿轮齿厚—---———-“sk”表示齿轮齿槽宽—----—--“ek”表示齿轮齿数-——————-“z”表示齿轮模数--———---“m”表示齿轮压力角———-—--—“ɑ”表示齿轮传动比———----—“i”表示齿轮中心距-----———“l”表示4、计算公式如下:①齿距 = 齿厚 + 齿槽宽即:p = sk + ek②模数的由来因为S = Z x P = πx dd = P / πx Zπ是无理数,为计算方便,将P / π规定为常数,即模数,用m 表示,故有公式如下: d = m x z即:分度圆直径等于模数乘以齿数.我国规定模数有2个系列,优先采用第一系列。
塑胶模具设计讲义設計流程一﹑審圖1.尺寸是否完備A.詳細審視圖面各個細部尺寸是否標註。
B.可要求製工傳圖檔,直截了当於檔案上測量漏標處尺寸,但仍需請製工補正確認並簽名以減少日後之爭議。
2.開模方法A.Cavity數目、模座大年夜小、適用成型機台(Tie bar間距、最大年夜射出才能)。
B.塑膠原料類型、可成型性及其所需之週邊設備。
乾燥桶、除濕機、模溫機(Nylon series)C.模具型式:二板或三板模;Slider or not。
除25°DIMM168 SMT type 外,其餘皆不需跑滑塊。
D. 分模線、公母模側(成品圖之Top view or bottom view為公模)。
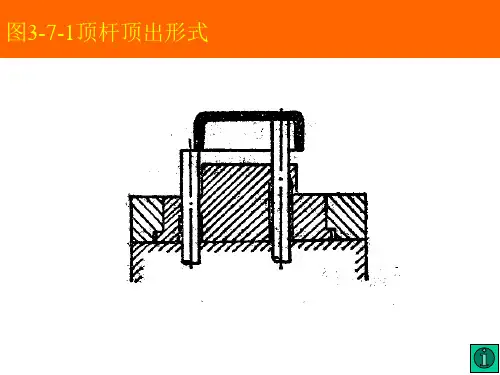
E. 頂出方法:撥塊加頂針。
F. 模仁可加工性及機械強度:a.今朝的加工才能和精度是否可達模仁設計之要求。
b.成品尺寸設計若太細微,轻易造成模仁強度不足或有尖角而易損傷。
G. 公差合理性:是否具備大年夜量製造的才能。
3.Design Review Meeting將上述有疑慮及困難的部分或須與其他零件段合营之事項於Design Review會議上提出並供给改良之建議案。
二﹑Shrinkage1.塑料縮水率(α)一样計算成型收縮率的方法是由常溫的模具尺寸D與成型品的實際尺寸M:D MD-=α在決定模具設計的實際尺寸時,依圖面所用的塑料而先查得成型縮水率,再計算出模具的尺寸。
2. Desktop Memory Socket Connector常用之塑料A. “Sumitomo LCP E6006” (ref. x:0.1%;y:0.16%;z:0.16%)B.“Polly LCP L140”C.“Toray LCP”D. “Wuno LCP ”E. “南亞、耐特、晉綸PA66”F. “Arlen PA6T ”G. “DSM PA46(F8、HF5040)”3. 可過IR 製程之塑料為“Sumitomo LCP E6006” ,同时其收縮率专门小,尺寸安定性極佳,故平日以此種原料為設計基準,其他塑料則以實際射出之尺寸為該料號之圖面尺寸(今朝於DIMM 168與DDR 皆採用大年夜範圍之公差將不合原料之成品總長涵蓋,如140.9525.005.0-+;RIMM 則因為是高頻connector 且Intel 對生產製程尺寸之cpk 值要求专门嚴格,故採用E6006原料) 。
自动卸螺纹模具设计初级教程
BY WELLDESIGN17.Nov,04
前言:
塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。
今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。
一、卸螺纹装置分类
1、按动作方式分
①螺纹型芯转动,推板推动产品脱离;
②螺纹型芯转动同时后退,产品自然脱离。
2、按驱动方式分
1油缸+齿条
2油马达/电机+链条
3齿条+锥度齿轮
4来福线螺母
二、设计步骤
1、必须掌握产品的以下数据(见下图)
①“D”——螺纹外径
②“P”——螺纹牙距
③“L”——螺纹牙长
4螺纹规格/方向/头数
5型腔数量
2、确定螺纹型芯转动圈数
U=L/P+Us
U螺纹型芯转动圈数
Us安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1
3、确定齿轮模数、齿数和传动比
模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。
在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件
模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。
1、齿轮传动的基本要求
①要求瞬时传动比恒定不变
②要求有足够的承载能力和较长的使用寿命
2、直齿圆柱齿轮啮合基本定律
两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。
将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。
详见下图
3、渐开线直齿圆柱齿轮参数
分度圆直径------“d”表示
分度圆周长--------“S”表
示
齿轮齿距--------“p”表示
齿轮齿厚--------“sk”表
示
齿轮齿槽宽--------“ek”
表示
齿轮齿数--------“z”表示
齿轮模数--------“m”表示
齿轮压力角--------“ɑ”表示
齿轮传动比--------“i”表示
齿轮中心距--------“l”表示
4、计算公式如下:
①齿距=齿厚+齿槽宽即:p=sk+ek
②模数的由来
因为S=Z x P=πx d
d=P/πx Z
π是无理数,为计算方便,将P/π规定为常数,即模数,用m表示,故有公式如下:d=m x z
即:分度圆直径等于模数乘以齿数。
我国规定模数有2个系列,优先采用第一系列。
模数第一系列:1、1.25、1.5、2、2.5、3、4、5、68、10…模数第二系列:1.75、2.25、2.75、3.25、3.5、4.5、5.5、7…
③压力角
我国规定:分度圆处的压力角为标准压力角,其值20°。
④传动比
当模数一定时,传动比就等于齿数比,即i=Z1/Z2
⑤中心距
当齿数确定时,中心距I=(Z1+Z2)/2*m
5、齿轮啮合条件
模数和压力角相同的齿轮都可以正确啮合。
四、现在回到二、3,怎样在实际应用中确定齿轮的模数、齿数和传动比。
1.齿数
当传动中心距一定时,齿数越多,传动越平稳,噪音越低。
但齿数多,模数就小,齿厚也小,致使其弯曲强度降低,因此在满足齿轮弯曲强度条件下,尽量取较多的齿数和较小的模数。
为避免干涉,齿数一般取Z≥17,螺纹型芯的齿数尽可能少,但最少不少于14齿,且最好取偶数。
2.模数
工业用齿轮模数一般取m≥2。
英制齿轮采用径节制,径节齿轮把齿数z与分度圆直径d之比定为径节,以”P”表示,即
p=z/d,1/in
径节与模数的换算公式为
m=25.4/p,mm
3.传动比
传动比在高速重载或开式传动情况下选择质数,目的为避免失效集中在几个齿上。
传动比还与选择哪种驱动方式有关系,比如用齿条+锥度齿或来福线螺母这两种驱动时,因传动受行程限制,须大一点,一般取1≤i≤4;当选择用油缸或电机时,因传动
无限制,既可以结构紧凑点节省空间,又有利于降低马达瞬间启动力,还可以减慢螺纹型芯旋转速度,一般取0.25≤i≤1。
五、卸螺纹机构其它配件
1.轴承选择
①深沟球轴承------主要承受径向负荷也可承受一定轴向负荷
②圆锥滚子轴承------可以同时承受径向和轴向负荷
③推力球平面轴承------只承受轴向负荷
2.链轮选择
链轮参数有:p--------节距
d--------分度圆直径
z--------链轮齿数链轮分度圆计算公式:d=p/sin(180゜/z)
节距为标准值,如下:8,9.525,12.7,15.875,
19.05,25.4,31.75,38.1,44.45,50.8…
六、附录
附录包括模具结构实例和HASCO标准件目录。
实例1
实例
2
UG全套学习视频免费赠送加扣275-140-4682。