同轴度调校(百分表法)资料
- 格式:doc
- 大小:119.50 KB
- 文档页数:4
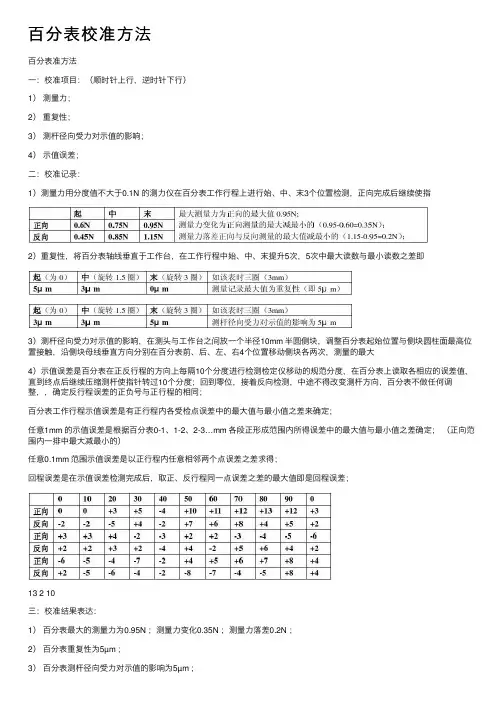
百分表校准⽅法百分表准⽅法⼀:校准项⽬:(顺时针上⾏,逆时针下⾏)1)测量⼒;2)重复性;3)测杆径向受⼒对⽰值的影响;4)⽰值误差;⼆:校准记录:1)测量⼒⽤分度值不⼤于0.1N 的测⼒仪在百分表⼯作⾏程上进⾏始、中、末3个位置检测,正向完成后继续使指2)重复性,将百分表轴线垂直于⼯作台,在⼯作⾏程中始、中、末提升5次,5次中最⼤读数与最⼩读数之差即3)测杆径向受⼒对⽰值的影响,在测头与⼯作台之间放⼀个半径10mm 半圆侧块,调整百分表起始位置与侧块圆柱⾯最⾼位置接触,沿侧块母线垂直⽅向分别在百分表前、后、左、右4个位置移动侧块各两次,测量的最⼤4)⽰值误差是百分表在正反⾏程的⽅向上每隔10个分度进⾏检测检定仪移动的规范分度,在百分表上读取各相应的误差值,直到终点后继续压缩测杆使指针转过10个分度;回到零位,接着反向检测,中途不得改变测杆⽅向,百分表不做任何调整,,确定反⾏程误差的正负号与正⾏程的相同;百分表⼯作⾏程⽰值误差是有正⾏程内各受检点误差中的最⼤值与最⼩值之差来确定;任意1mm 的⽰值误差是根据百分表0-1、1-2、2-3…mm 各段正形成范围内所得误差中的最⼤值与最⼩值之差确定;(正向范围内⼀排中最⼤减最⼩的)任意0.1mm 范围⽰值误差是以正⾏程内任意相邻两个点误差之差求得;回程误差是在⽰值误差检测完成后,取正、反⾏程同⼀点误差之差的最⼤值即是回程误差;13 2 10三:校准结果表达:1)百分表最⼤的测量⼒为0.95N ;测量⼒变化0.35N ;测量⼒落差0.2N ;2)百分表重复性为5µm ;3)百分表测杆径向受⼒对⽰值的影响为5µm ;4)全程⽰值误差 13µm ,(正形程测量值最⼤与最⼩之差即是);任意1mm 的⽰值误差 13µm ,(正形成范围内所得误差中的最⼤值与最⼩值之差确定);任意0.1mm 范围⽰值误差 14µm ,(以正⾏程内任意相邻两个点误差之差求得);回程误差 12µm ,(取正、反⾏程同⼀点误差之差的最⼤值即是回程误差);。
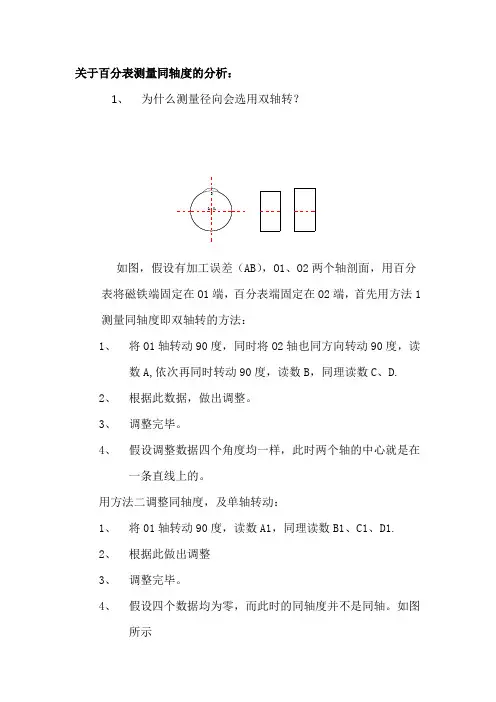
关于百分表测量同轴度的分析:
1、为什么测量径向会选用双轴转?
如图,假设有加工误差(AB),O1、O2两个轴剖面,用百分表将磁铁端固定在O1端,百分表端固定在O2端,首先用方法1测量同轴度即双轴转的方法:
1、将O1轴转动90度,同时将O2轴也同方向转动90度,读
数A,依次再同时转动90度,读数B,同理读数C、D.
2、根据此数据,做出调整。
3、调整完毕。
4、假设调整数据四个角度均一样,此时两个轴的中心就是在
一条直线上的。
用方法二调整同轴度,及单轴转动:
1、将01轴转动90度,读数A1,同理读数B1、C1、D1.
2、根据此做出调整
3、调整完毕。
4、假设四个数据均为零,而此时的同轴度并不是同轴。
如图
所示
其实这种调法只是表面的同轴,而非真正同轴。
结论:如果没有加工误差,两种调法是一样的,均能到
达同轴效果,但是如果有加工误差,双轴转动是可以避
免加工误差的。
2、测同轴度如果无法双轴转,而只能单轴转时,必须转动磁铁那一侧。
(1)分析:首先百分表是通过测量相对位置变化来进行读数,及如图所示,是通过对于AC与BD的变化来进行读数的,即AC与BD的差值,假设两轴端面平行,选取CD为空间选取的基准面,转动O2侧,首先AC不变,而转动时O2B为圆的半径不变(假设没有加工误差,),O2D 也不变(因为O2圆心的位置不变,空间选取的位置CD 不变,所以O2D也不变),即:AC-BD=AC-O2D-O2B,所以测出的数据是始终不变。
(2)结论:调同轴度单轴转动百分表一侧为错误方法,转动百分表侧其实测量的为百分表端轴的加工误差(或者说还有轴端轴承的晃动间隙)而转动磁铁侧为正确方法。
联轴器同轴度调整方法研究联轴器作为传递主从轴运动和扭矩的部件,在焦炉机械中发挥着重要的作用。
联轴器两侧轴同轴度如果不在允许的范围内,会造成设备的轴承快速磨损、振动严重等现象,严重威胁到设备的稳定可靠运行,降低设备使用寿命。
本文提出了一种调节轴向柱销联轴器同轴度的计算方法,通过该方法可以找出能够计算联轴器同轴度的可测量值,并根据推导过程编写程序制作APP,协助安装人员快速准确对联轴器的同轴度进行调整。
Abstract:Coupling is used as a part to transfer the motion and torque of the driving shaft and the driven shaft,and it plays an important role in machinery of coke-oven. If the coaxiality of the two sides of the coupling is not within the allowable range,it will cause rapid wear of bearing and serious vibration of the equipment. It seriously threatens the stable and reliable operation of the equipment and reduces the service life of the equipment. This paper presents a method to adjust the coaxiality of the axial pin coupling,which can find out the measurable value that can calculate coaxiality of coupling. According to the pushing process,we can write a program to make APP,which can assist the installation personnel to adjust the coaxial schedule of the coupling quickly and accurately.关键词:联轴器;同轴度;调整;APP开发;pythonKey words:coupling;coaxiality;adjust;APP development;python0 引言联轴器安装过程中,联轴器两端同轴度调节主要根据百分表的测量值,靠人工进行调节,安装的精度及调试时间与操作工人的安装经验有很大关系。

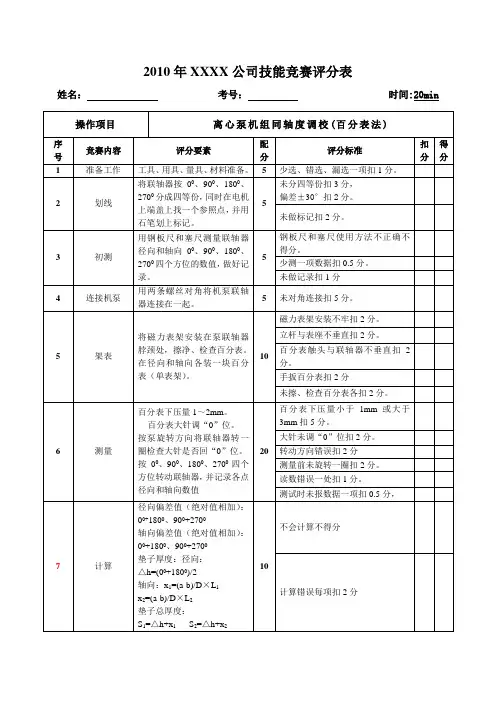
2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min裁判员年月日2010年XXXX公司技能竞赛评分表姓名:考号:时间:20min找正前的准鲁工作:(1)、工机具、材料:扳手、铜锤、量具、各种调整垫片计算用工具等。
(2)、检查百分表的灵敏度、准确度、无卡涩现象.测头是否松动.表盘面刻度清晰,表针无松动现象。
(3)、表架连接牢固无松动,百分表固定紧固适度。
不可过紧或过松.以免影响测量精度。
,(4)、检查地脚螺栓及地脚接触情况,干净、无杂物。
(5)、条件允许的情况下,最好撤下原全部调整垫片以使调整工作顺利及保证垫片数量。
(6)、生产备用泵在找正前联系生产岗位人员切断电源。
关闭全部连接阀门,保证人员、设备安全。
三、找正工作注意事项:(1)、找正时,两轴不可刚性连接,以保证找正时的准确度。
(2)、注意保持(留)好两轴端距,防止热油泵热膨胀过大或轴窜量过大,一般约3-6ram。
(3)、找正所用调整垫片不应有硬性折皱、卷边、毛刺等。
(4)、找正时(前),尽可能使A2=A4;S2=S4,以使找正工作顺利,同时拧紧地脚,保证测量精度。
(5)、找正时两轴应同时进行0。
、90。
、180。
、270o、360。
旋转.(0o 与360。
的读数必须一致.否则必须找出原因并设法排除)(6)、注意旋转方向,备用机泵应尽可能按工作方向旋转。
避免机械密封断面磨合情况被破坏。
(7)、保证百分表的测头与被测面保持垂直,径向表的表杆中心线应与被测圆弧面直径同心.以保证测量精度。
(8)、找正进行调整时,应注意百分表的方位.避免百分表被卡坏、顶坏。
]。
0t_(9)、不得用铁锤直接敲打设I备,爱护设备,保证施工现场安I全.避免野蛮施工。
_卜o.I(10)、对于热油泵、高温机组,在冷态对中找正时.应考虑到机泵的热膨胀或按找正曲线的要求进行找正。
(也可先进行预热后再进行找正)(11)、D的计算直径应取整数。
L1、lJ2的长度尺寸应取十进位整数。
用百分表校正离心泵同轴度一、准备工作1.穿戴好劳保用品。
2.工具、用具、材料准备:0~10mm百分表2块,百分表架2套,150mm钢板尺1把,塞尺1把,1000mm加力杠1根,1500mm 撬杠1根,0.88kg手锤1把,26件套筒扳手1套,块规1套,φ40mm×250mm铜棒1根,200mm螺丝刀1把,3m钢卷尺1个,100mm×100mm×0.1mm 、100mm×100mm×0.5mm 、100mm×100mm×1mm 铁皮垫片各4张,100mm×100mm×0.1mm 、100mm×100mm×0.5mm 、100mm×100mm×1mm 铜皮垫片各4张,70#汽油4kg,石笔2支,记录纸2张,记录笔1支,棉纱布若干。
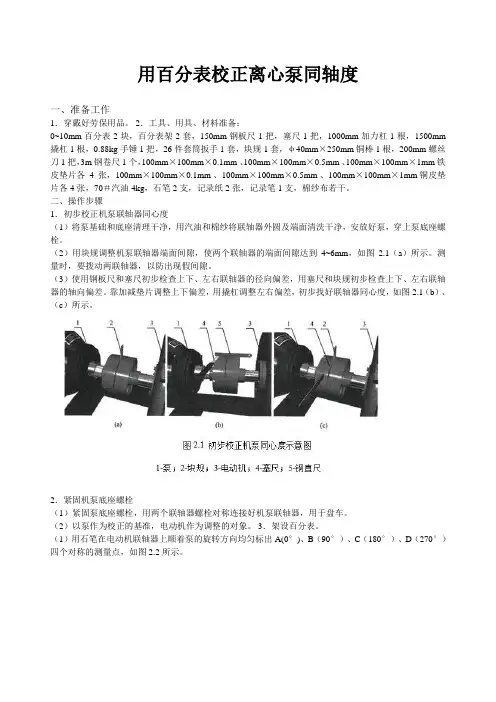
二、操作步骤1.初步校正机泵联轴器同心度(1)将泵基础和底座清理干净,用汽油和棉纱将联轴器外圆及端面清洗干净,安放好泵,穿上泵底座螺栓。
(2)用块规调整机泵联轴器端面间隙,使两个联轴器的端面间隙达到4~6mm,如图2.1(a)所示。
测量时,要拨动两联轴器,以防出现假间隙。
(3)使用钢板尺和塞尺初步检查上下、左右联轴器的径向偏差,用塞尺和块规初步检查上下、左右联轴器的轴向偏差。
靠加减垫片调整上下偏差,用撬杠调整左右偏差,初步找好联轴器同心度,如图2.1(b)、(c)所示。
2.紧固机泵底座螺栓(1)紧固泵底座螺栓,用两个联轴器螺栓对称连接好机泵联轴器,用于盘车。
(2)以泵作为校正的基准,电动机作为调整的对象。
3.架设百分表。
(1)用石笔在电动机联轴器上顺着泵的旋转方向均匀标出A(0°)、B(90°)、C(180°)、D(270°)四个对称的测量点,如图2.2所示。
(2)检查百分表,保证百分表动作灵活,无卡滞现象,表针不松动。
百分表法测量校正离心泵同轴度口述稿入场:各位评委老师好!我叫xxx,我的考号是xxx,接下来我要进行的是《百分表测量校正离心泵同轴度》操作,请问是否可以开始?评委老师:“开始”准备工作:1、首先,穿戴好劳保用品,做到领口紧、袖口紧、下摆紧。
2、选择工具用具:检修标志牌、梅花扳手一套、计算器1个,联轴器螺丝、联轴器专用扳手1把,擦布、记录纸笔、石笔、紫铜棒1根、锯条、撬杠、标准块(塞尺)、百分表2块、磁性表座1套、钢板尺1把,大锤1把,垫片若干,工具选择完毕。
3、检查:1、检查确认百分表大针灵活好用,表盘转动灵活(使用手指轻轻按压百分表触头观察,也可提上部提扣)2、检查确认百分表小针落零,3、检查确认磁力座吸合正常,开关灵活、检查确认联接杆灵活正常。
4、划线:操作要点:摆放{检修标志牌},使用{擦布}擦拭机泵及联轴器,取{钢板尺}在联轴器上使用{石笔}划线划出0°、90°、180°、270°(即:将联轴器分为4等份)。
5、初步校正操作要点:使用{标准块/塞尺}在0°、90°、180°、270°分别测量,使用{撬杠/紫铜棒/大锤}配合,初步调整联轴器轴向间隙,操作注意事项:联轴器轴向间隙为4-6mm。
6、紧固螺丝操作要点:使用{梅花扳手}1、取两道{联轴器螺丝},紧固联轴器螺丝。
(对角穿两道)2、紧固电动机地脚螺丝(四道、四角对称紧固)7、安装百分表①、安装{磁力表座},确认打开磁力开关,表架吸合(应安装在泵的一侧,并与前面画好的0°线平行)。
②、安装轴向百分表表架,装表侧手柄倾斜45°,尾端在立杆的下1/3处,紧固。
③、安装径向百分表表架,尾端在立杆的上1/3处,紧固,装表侧与径向对轮水平④、取{百分表},用{擦布}擦拭百分表,检查确认百分表测杆灵活、表盘转动灵活、小针归零。
⑤、安装轴向百分表(安装百分表时,手不要摸表盘),百分表下压量1-3mm,为了便于计算,一般我们都选择2mm,百分表要与泵轴平行,垂直度不超过15°。
百分表对中方法及控制百分表对中方法及控制百分表对中方法及其控制百分表法是旋转机械对中最常用的对中手段 , 但存在表架固定不牢、表针卡涩、量程设置不当、表架挠度偏差等各种误差因素,它们对百分表的测量读数精度将产生严重影响。
本文就力图通过百分表对中的各种误差因素的分析与控制阐述,以助于提高大型风机、机泵等旋转机械对中精度和安装质量。
1 旋转机械对中的意义和测量方法旋转机械对中就是把要联接的两台或多台设备的主轴位置,调整到能保证设备轴系在正常运行工况下的两轴轴线处于同轴状态的工艺过程。
对中偏差是旋转机械最常见的问题之一。
根据相关工业统计表明,超过 50%的设备损坏可以归结到对中偏差和对中错误 [1] 。
因过大对中偏差引起上述的主轴密封、轴承、联轴器以及主轴损坏后的更换费用、额外能耗费用和停产损失对任何单位和企业、甚至公共环境都是不可忽视的。
对中偏差通常分同心度偏差、角向度偏差以及它们的组合偏差。
为了便于工程测量和设备调整,对中组合偏差一般分解成垂直和水平两个方向上的同心度偏差和角向度偏差两个分量,即水平同心度偏差、垂直同心度偏差、水平角向度偏差及垂直角向度偏差。
对中方法以及对中质量是和科技发展紧密相关的。
先后有直尺塞尺对中法、百分表对中法、激光对中等方法。
总体上讲,上述任何一种对中方法均可达到足够的精度,可以达到 0.001~0.01mm ,主要取决于仪器精密度和对中操作人员的技能水平。
现在,普遍采用的对中方法有百分表对中法和激光对中仪法。
激光对中仪完全是基于百分表对中的理论,结合采用先进精确的光学、电子技术,把百分表对中法中容易出现的各种误差因素降到最低限度,大大消除了百分表对中法的测量器具产生的误差。
同时自动完成大量的计算工作,使对中操作简单、既快又准,但该类设备价格昂贵,以及电子仪控元件一些固有的误差,一定程度上限制了它的推广。
所以,目前在工程上大量采用的还是百分表对中法。
笔者主要以百分表对中法为对象,分析其主要的误差因素及控制方法。
联轴节同轴度检查及调整方法
一、联轴节同轴度检查方法:
1、联轴节由两半组成,一半安装在电机上,另一半则安装在泵上;我司克令吊
联轴节同轴度要求是0.08mm;
2、打开联轴节的罩子,检查联轴节上的锁紧螺钉是否锁紧;
3、将百分表座安装在联轴节的一半上,指针部分顶在联轴节的另一半上,并将
表的读数调零;如下图所示
4、固定百分表座的联轴节不动,转动另一半联轴节,记下联轴节上下、左右读
数;
二、联轴节同轴度调整方法:
1、准备不同厚度的铜垫片,厚度有0.1/0.3/0.5/0.05mm;
2、松开泵支撑与通用底座的安装螺栓,取下定位销;
3、根据测量同轴度的数据进行调整,待同轴度调整到要求(0.08mm)范围之
内后,收紧泵支撑与通用底座的安装螺栓;
4、重新打定位销,定位销的位置不能与原来位置重合;
三、在联轴节同轴度的调整完成后,在联轴节上加润滑脂,并将联轴节罩子安装好;注意保护好联轴节密封条不要损坏;。
百分表内校指导书
一、量仪名称:百分表(柱心表和杠杆表)
二、检查规:
块规1.060mm和1.300mm
三、容许公差:±0.01mm
四、校验周期:6个月
五、校验方法:
1、选择一个水平平整的基准面,把百分表的针头与基准面紧密接触,然后将大
指针调至零位;
2、准备好块规1.060mm和1.300mm;
3、根据此量具的操作指导书,用块规1.060mm和1.300mm测量,观察表上的读
数和回程读数;
4、如果每次测量的数值均位于检查规的容许公差范围内,说明校验合格,可以
就此结束校验工作,记录校验数据和结果;
5、如果测量出的数值超出容许公差,返回第1步骤,重新再测量一次;
6、如果连续重复两次校验仍不合格,仪校员需通知品质部主管确认后,送外校
验并复查确认在前一个校验周期内所检查的产品是否合格。
7、图例
(校验示意图)。
2010年XXXX公司技能竞赛评分表
姓名:考号:时间:20min
裁判员年月日
2010年XXXX公司技能竞赛评分表
姓名:考号:时间:20min
找正前的准鲁工作:(1)、工机具、材料:扳手、铜锤、量具、各种调整垫片计算用工具等。
(2)、检查百分表的灵敏度、准确度、无卡涩现象.测头是否松动.表盘面刻度清晰,表针无松动现象。
(3)、表架连接牢固无松动,百分表固定紧固适度。
不可过紧或过松.以免影响测量精度。
,(4)、检查地脚螺栓及地脚接触情况,干净、无杂物。
(5)、条件允许的情况下,最好撤下原全部调整垫片以使调整工作顺利及保证垫片数量。
(6)、生产备用泵在找正前联系生产岗位人员切断电源。
关闭全部连接阀门,保证人员、设备安全。
三、找正工作注意事项:(1)、找正时,两轴不可刚性连接,以保证找正时的准确度。
(2)、注意保持(留)好两轴端距,防止热油泵热膨胀过大或轴窜量过大,一般约3-6ram。
(3)、找正所用调整垫片不应有硬性折皱、卷边、毛刺等。
(4)、找正时(前),尽可能使A2=A4;S2=S4,以使找正工作顺利,同时拧紧地脚,保证测量精度。
(5)、找正时两轴应同时进行0。
、90。
、180。
、270o、360。
旋转.(0o 与360。
的读数必须一致.否则必须找出原因并设法排除)(6)、注意旋转方向,备用机泵应尽可能按工作方向旋转。
避免机械密封断面磨合情况被破坏。
(7)、保证百分表的测头与被测面保持垂直,径向表的表杆中心线应与被测圆弧面直径同心.以保证测量精度。
(8)、找正进行调整时,应注意百分表的方位.避免百分表被卡坏、顶坏。
]。
0t_(9)、不得用铁锤直接敲打设I备,爱护设备,保证施工现场安I全.避免野蛮施工。
_卜o.I(10)、对于热油泵、高温机组,在冷态对中找正时.应考虑到机泵的热膨胀或按找正曲线的要求进行找正。
(也可先进行预热后再进行找正)(11)、D的计算直径应取整数。
L1、lJ2的长度尺寸应取十进位整数。
Ll应为支脚1到轴向表的测量点(面)上。
(12)、最重要的一点是:注意百分表主指针的旋转方向及转速指针刻度.判定正确的方位.其次是先调垂直方向的角位移.之后再调整平行和水平方向。
四.找正工作程序:(1)、测量原始记录;(2)、分析两轴的相对位置:(3)、计算各支脚所加减垫片的厚度;(4)、做出找正计算示意图.画出相似三角形;(5)、按计算结果进行各支脚垫片的调整;(6)、进行复查、校验需检验二次以上.数据相同方可合格。
以上为机泵找正情况和状态的简要介绍。
当然在实际生产、维护工作中,同心度校正前的状态可能还会出现其他的形态。
搿要我们大家在工作中应注意积累、收集、总结出各自。