转炉汽化烟道系统设计方案(宣化华冶冶金设备有限公司技术总工邓瑞云)
- 格式:doc
- 大小:1.62 MB
- 文档页数:9


目录一、编制说明及工程概况 (1)1.1编制说明 (1)1.2工程概况 (1)二、施工目标 (3)三、施工组织体系 (4)3.1组织体系 (4)3.2人员部署 (5)3.3作业形式 (5)四、施工协调会议制度 (6)五、施工网络进度表 (7)六、烟道更换施工方案 (7)6.1施工工艺流程图 (7)6.2烟道拆装方案 (8)七、施工技术质量保证措施 (10)八、安全、环保、消防保证措施 (11)8.1安全管理保证体系 (11)8.2落实安全施工生产责任制 (12)8.3安全技术保证措施 (12)8.4施工现场环保措施 (14)九、工期保证措施 (15)十、施工措施材料一览表 (16)十一、施工消耗材料一览表 (17)十二、主要施工机具一览表 (18)一、编制说明及工程概况1.1编制说明(1)本方案根据我们多次转炉烟道更换所取得的丰富经验、现场调查及业主交底进行编制。
(2)本方案编制的指导思想是:精心管理,确保质量,合理安排,保证进度。
(3)本方案执行以下国家标准:《冶金机械设备安装工程质量检验评定规范》《冶金机械设备安装工程施工及技术规范》《工业给排水管道工程施工及技术规范》GB50268-97《工业金属管道工程质量检验评定标准》GB50184-93《建筑钢结构焊接规程》GBJ81-2002《钢结构工程施工及技术规范》GB50205-2001《现场设备、工业管道焊接工程施工及技术规范》GB50236-981.2工程概况xxxxxx钢铁厂转炉汽化冷却烟道由于常年在高温环境中运行,到目前为止已使用三年之久,烟道的使用寿命到期,设备开始老化,若在继续使用将影响到转炉的正常生产,因此,业主决定于20xx年x月对转炉烟道进行更换。
1.2.1本次更换主要工作量(1)活动烟罩、炉口段烟道、固定一段烟道、固定二段烟道、末段烟道更换;(2)冷却水梁更换;(3)烟道冷却水管更换;(4)过跨小车轨道更换;1.2.2主要部件重量(1)活动烟罩:9.1吨;(2)炉口固定段烟道:14.3吨;(3)固定一段烟道:14.3吨;(4)固定二段烟道:13.8吨;(5)末段烟道:8.5吨;(6)过跨小车轨道200米;二、施工目标统一思想团结协作标化作业杜绝违章确保工期事故为零签发:三、施工组织体系3.1组织体系3.2人员部署3.2.1管理人员项目经理1名、施工负责人4名、技术员2名、质量员2名、安全员2名3.2.2作业人员白班:3个班,每班10人,合计30人;夜班:3个班,每班10人,合计30人;3.2.3班组人员组成:白班和夜班均配备起重工、冷作工、钳工、焊工、配合电工;3.3作业形式实行倒班连续作业,白班12小时,夜班12小时。
青钢二炼钢5#转炉汽化烟道检修工程施工组织设计1、工程概况1.1青钢5#转炉汽化烟道检拆除,更换:活动烟罩、炉口段、固定一段、固定二段、末端烟罩、一文、炉体当渣板4块、焊接加固出钢口局部等工作,其中固定一段保护性拆除,活动烟罩保护性拆除并利旧安装。
由于只换装汽化烟道,所以部分与换装干涉的管道及结构需拆除再恢复,而且安装工期:10日至28日,时间紧,任务重。
特别注意的是在施工过程中分班组,分层次连续作业,所以安全非常重要。
每班次都必须配备相关的管理人员与现场施工作业人员随时沟通解决实际问题,督促施工进度,施工安装施工质量;1.2.根据炼钢厂要求,本次5#转炉大修施工预定於2014年01月10日开工,28日8点开始启用。
根据大修工程量及作业面情况,本施工方案考虑安排检修工期为18天。
1.主要施工项目:2.1.汽化烟道更换,一文更换、保温,煮炉;2.2.炉口段烟道、固定一段烟道、固定二段烟道、未段烟道更换、调试;3.施工总体方案概述:3.1.转炉施工特点:3.1.1.作业面狭窄;3.1.2.多层、垂直交叉作业工序较多;3.1.3.施工与生产同时进行四周检修环境差;3.2.总体施工方案:3.2.1.各层平台加固施工,吊装点加固施工,卷扬机设置、滑车组设置,安排在工程开工前基本完成。
确保钢厂生产与检修工程的安全进行;3.2.2.所有拆除与安装的设备及构件均从炉前8m平台运输,与钢厂生产配合十分密切。
因此,原料跨天车使用计划必需提前合理安排。
3.2.3.多层、垂直交叉作业的原则是:凡能搭设保护棚的部位,一律采用搭设保护棚的方法,分开层次确保施工安全,不能搭设保护棚的部位无条件的采取错开作业班次施工的作法;3.2.4.总工期根据网络安排为18天(含3天煮炉)。
3.2.5.施工平面区域示意图:参见附图一示意图一4.汽化冷却烟道拆除、安装方案:4.1.相关数据:参见附图二4.1.2.未段烟道:重量:8364kg;外形几何尺寸:90°园角弯头,直径:2289mm;最大直径3339mm;4.1.3.固定二段烟道:重量:9869g;外形几何尺寸:长度:9077mm,直径:2289mm;最大直径3339mm;90度弯管;4.1.4.固定一段烟道:重量:16091kg;几何尺寸:长度:7600mm,直径:最大3745mm,最小直径:2289mm。

转炉汽化烟道的自动化控制系统【摘要】随着中国制造2025的推进,钢铁行业迎来蓬勃发展,钢铁行业碳达峰时间确定为2030年,短流程炼钢碳排放量更低,传统长流程炼钢的过程,本质上讲,是一个以碳为还原剂对铁的氧化物进行还原反应的过程。
铁矿石依靠焦炭和煤还原成铁水,铁水中的碳是转炉炼钢过程升温及能量平衡的保证。
因此传统长流程炼钢是以碳还原、碳氧化、碳添加为主线的生产过程,二氧化碳的排放量巨大。
因此本文主要针对转炉汽化烟道的自动化控制系统优化完善,做到智能化、节能减排增效的目的进行坦述。
【关键词】烟道;PLC控制;自动供水系统;温度液位采集1.主要设备布置主要设备有烟道四套、汽包四台、分汽缸一台、软水箱两个、电气柜两台、管线等。
汽包在29m平台上用钢架支起,四套烟道接用四个汽包;软化水箱设置在20米平台上,放置在两套烟道中间;两个汽包公用一个软化水箱;四台汽包蒸汽汇总至母管,然后进入分汽缸,分汽缸设置在煤气炉车间厂房边0米平台,分汽缸设一个出口供煤气炉取蒸汽用。
2.工况条件电炉出口烟气流量:70000m3/h(工况);电炉出口烟气温度:1000-1100℃;电炉出口CO含量:30-70%;1.主要技术参数锅炉额定工作压力:0.8MPa额定蒸汽温度:164℃平均产汽量:5.5t/h锅炉入口烟气量:7×104m3/h(工况)锅炉入口烟气温度:1000℃- 1100℃锅炉出口烟温:≧850℃汽包给水温度:20 ℃烟气成分(CO含量):30-70%1.设备描述4.1.汽化冷却烟道作为汽化冷却烟道式余热锅炉的主要受热面,包括烟道一段、烟道二段、烟道三段、尾部烟道和伸缩密封装置,烟道烟气流通直径为φ2158(节圆直径DN2200 mm),周向布置132列受热管,管与管之间由扁钢连接,采取内部满焊,外部间断焊的形式。
4.2.汽包汽包主要作用是实现汽水混合物分布到汽化冷却烟道并收集水蒸气,规格为φ1800×16mm(内径×壁厚),总长度6700mm左右,用Q345R(GB713)钢板卷制而成,两端带人孔封头,封头壁厚16mm,采用Q345R(GB/T713)钢板冲压制造,汽包内部装置一次分离采用汽水挡板、二次分离采用匀汽孔板。
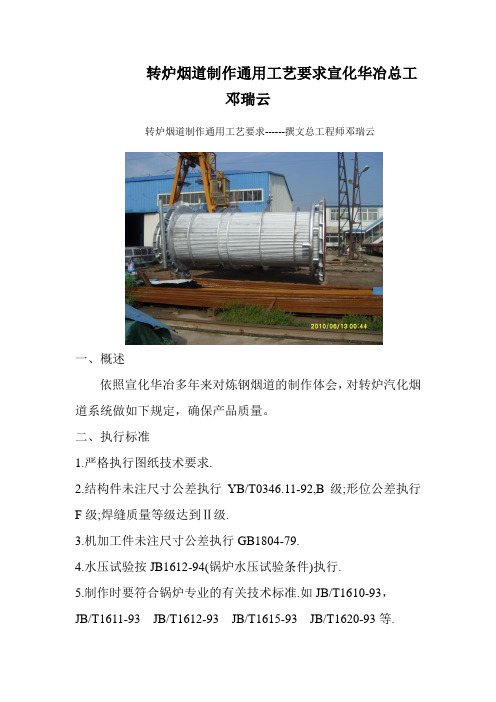
转炉烟道制作通用工艺要求宣化华冶总工邓瑞云转炉烟道制作通用工艺要求------撰文总工程师邓瑞云一、概述依照宣化华冶多年来对炼钢烟道的制作体会,对转炉汽化烟道系统做如下规定,确保产品质量。
二、执行标准1.严格执行图纸技术要求.2.结构件未注尺寸公差执行YB/T0346.11-92,B级;形位公差执行F级;焊缝质量等级达到Ⅱ级.3.机加工件未注尺寸公差执行GB1804-79.4.水压试验按JB1612-94(锅炉水压试验条件)执行.5.制作时要符合锅炉专业的有关技术标准.如JB/T1610-93,JB/T1611-93 JB/T1612-93 JB/T1615-93 JB/T1620-93等.三、材料要求:1.原材料入厂必须有材质证明及合格证.2.所有管材料必须选用低中压锅炉用无缝管(GB3087-99).3所有管材料必须经检验部门按JB3375-93(锅炉原材料入厂检验)的有关规定进行复验,未经复验或复验不合格者不准使用,并应有检验记录.4.原材料入厂必须进行逐根检查,如有锈蚀必须清理洁净,锈蚀严峻的不得使用.5.钢管内部除锈可采纳喷砂法,或用钢丝刷手工除锈,也可用铁丝捆绑代替钢丝刷,直至打磨露出金属光泽为止.6.表面的锈粉用震动方法清理洁净或用压缩空气吹净.7.逐根进行通球试验,球径为钢管内径0.85倍,通球应有记录.8.每道工序完成后,如原有的钢管有堵,都要用原堵头封堵;如没有,用木塞封堵或用布包裹.9.结合产品图纸内容,编写生产工艺流程,确定每道工序应达到的标准,由质保工程师签字确认后加以实施.四、技术要求1.设备制造符合《冶金设备通用技术条件》2.弯制管件及弯头时,选用管壁厚度正公差的钢管,弯曲半径符合设计要求,弯制后管壁表面不承诺有裂纹、分层、过烧、起皱等缺陷,管子弯头处壁厚的减薄量按《锅炉管子技术条件》JB/YT1611-93中有关规定执行。
3.环形联箱对接焊口采纳全焊透焊接方法,并采纳氩弧焊打底,幸免强力对接焊口,以免引起附加应力4.内径≤60mm管子弯制后,进行通球检查,管子弯制曲率半径≤90mm 时,通球直径≥0.8倍的管子内径,曲率半径〉90mm时,通球直径≥0.85倍的管子内径。
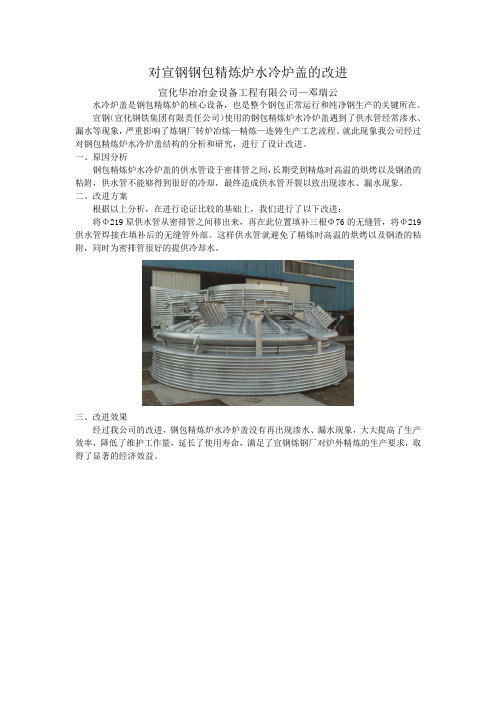
对宣钢钢包精炼炉水冷炉盖的改进
宣化华冶冶金设备工程有限公司—邓瑞云
水冷炉盖是钢包精炼炉的核心设备,也是整个钢包正常运行和纯净钢生产的关键所在。
宣钢(宣化钢铁集团有限责任公司)使用的钢包精炼炉水冷炉盖遇到了供水管经常渗水、漏水等现象,严重影响了炼钢厂转炉冶炼—精炼—连铸生产工艺流程。
就此现象我公司经过对钢包精炼炉水冷炉盖结构的分析和研究,进行了设计改进。
一、原因分析
钢包精炼炉水冷炉盖的供水管设于密排管之间,长期受到精炼时高温的烘烤以及钢渣的粘附,供水管不能够得到很好的冷却,最终造成供水管开裂以致出现渗水、漏水现象。
二、改进方案
根据以上分析,在进行论证比较的基础上,我们进行了以下改进:
将Φ219原供水管从密排管之间移出来,再在此位置填补三根Φ76的无缝管,将Φ219供水管焊接在填补后的无缝管外部。
这样供水管就避免了精炼时高温的烘烤以及钢渣的粘附,同时为密排管很好的提供冷却水。
三、改进效果
经过我公司的改进,钢包精炼炉水冷炉盖没有再出现渗水、漏水现象,大大提高了生产效率,降低了维护工作量,延长了使用寿命,满足了宣钢炼钢厂对炉外精炼的生产要求,取得了显著的经济效益。
转炉汽化烟道改造设计郁心平;尹平【摘要】从分析转炉汽化烟道存在问题的原因人手,阐述了汽化烟道改造设计的原理、方法.提出了一套经济适用的汽化烟道改造方案.【期刊名称】《冶金动力》【年(卷),期】2010(000)004【总页数】3页(P107-109)【关键词】煤气回收;汽化烟道;改造设计【作者】郁心平;尹平【作者单位】马鞍山钢铁股份有限公司第三钢轧总厂,安徽马鞍山,243000;马鞍山钢铁股份有限公司第三钢轧总厂,安徽马鞍山,243000【正文语种】中文【中图分类】TF711 前言转炉冶炼时所产生的CO烟气通过汽化烟道等烟气净化回收系统进行回收与排放,汽化烟道的运行工况随着转炉冶炼工艺操作而周期性、急剧地变化。
转炉冶炼时烟道入口温度高达1 450℃,而在转炉兑铁和出钢时其入口温度又急剧下降为120℃左右的环境温度,平均每炉钢冶炼周期约30 min,只要转炉正常连续生产,这种热负荷变换将周而复始地发生。
在这种交变应力工况条件下,汽化烟道的使用寿命已难与日益提高的转炉炉龄相匹配(我厂炉龄已达35 000多炉),尤其是较早设计的汽化烟道不能有效地释放烟道受热变形所产生的热应力,使用一段时间后经常出现漏水、漏气,严重影响炼钢生产。
马钢第三钢轧总厂现有60 t转炉4座,其中1#~3#转炉均于20世纪70年代末设计并投用,4#转炉为2004年全新设计投用。
另外1#、3#转炉分别于2001年、2003年引进日本“OG”技术进行了改造。
2#转炉由于全“OG”化改造费用投入较大一直未实施改造。
本文将通过对2#炉现有汽化烟道存在问题的分析,优化结构设计,提出一套合理、经济的汽化烟道改造方案。
2 存在问题及原因分析2.1 存在问题(1)汽化烟道炉口段使用8个月后,烟道支撑部位(简称牛腿)出现漏水,被迫停炉检修,每月需停产6 h。
既影响炼钢生产,又影响运行安全,无法满足目前3万多炉炉龄的设备零故障运行要求。
(2)汽化烟道炉口段辅料口受喷溅影响,易堵塞,造成下料不畅。
炼钢厂大型转炉汽化冷却烟道全套快速更换的工法炼钢厂大型转炉汽化冷却烟道全套快速更换的工法摘要:转炉是炼钢厂中重要的设备之一,其烟道系统起着排放废气和保护炉体的重要作用。
然而,由于长期高温和酸性气体的腐蚀,烟道系统容易损坏。
因此,炼钢厂大型转炉烟道的更换工作变得至关重要。
本文介绍了一种炼钢厂大型转炉汽化冷却烟道全套快速更换的工法,通过采用高科技手段,实现了短时间内更换烟道系统,提高了工作效率和生产质量。
关键词:炼钢厂、转炉、烟道、快速更换、工法一、引言转炉是炼钢厂中的核心设备之一,其烟道系统在钢铁冶炼过程中发挥着至关重要的作用。
然而,由于长期高温和酸性气体的腐蚀,烟道系统容易出现磨损、腐蚀和变形。
为了保证转炉的正常运行和生产质量,烟道系统的更换工作是必然的。
二、传统更换方法存在的问题传统的大型转炉烟道更换工作通常采用拆除旧烟道、制作新烟道、安装新烟道等多个环节,工期长且工作量大。
同时,由于转炉的特殊性和炉体的脆弱性,传统的更换方法容易导致炉体变形、破损等问题,给后续生产带来不可预测的风险。
三、全套快速更换的工法为了解决传统方法存在的问题,炼钢厂引入了一种全套快速更换的工法,以提高工作效率和保证生产质量。
该工法主要包括以下步骤:1. 烟道系统的设计和制作首先,根据转炉的具体条件和要求,制定烟道系统的设计方案。
设计方案应充分考虑转炉烟道系统的结构特点,以及材料的选择和加工工艺等。
在制作烟道系统时,应采用高强度和耐腐蚀的材料,以提高烟道系统的使用寿命。
2. 预制烟道系统的安装准备在转炉的停炉期,进行预制烟道系统的安装准备工作。
这包括准备安装场地、检查和清理转炉烟道系统的连接部位,并对接口进行标记和测量。
3. 快速更换烟道系统在准备工作完成后,开始进行烟道系统的快速更换。
首先,拆除旧烟道系统的连接螺栓和焊缝。
然后,使用特殊的起重设备将旧烟道系统整体卸下。
接着,将预制烟道系统的每个烟道段依次卸下,并与转炉烟道系统的连接接口进行牵引和定位。
转炉汽化烟道系统——设计方案宣化华冶冶金设备有限公司——总工邓瑞云
烟道系统设计
1、活动罩裙
活动罩裙的功能一是要最大限度的捕集含大量CO的高温烟气和承受高温含尘炉气的冲刷,二是能上下自由升降,便于摇炉操作和炼钢工人观察火焰。
2、结构形式的选择
活动罩裙的结构形式一般有大罩和小罩两种。
该钢厂转炉一期工程煤气不回收,固选择结构紧凑的小罩形式,并为今后煤气回收时保留位置。
但现行的小罩形式如图1所示,该结构水封直径小于固定I段下口,造成安装时到货水封为两半,需要现场拼装在固定I段上,然后同时安装固定I段和罩裙。
这样给安装带来一定的不便,同时增大单钩起重吨位,延长施工工期。
特别是在生产阶段更换该设备,增长停产时间,增加维护成本。
我公司针对该问题已为全国多家钢厂进行了改造,水封槽采用大于固定I段下口的大水槽形式,如图2,这样在安装过程中可以先安装固定I段,然后再从下部套装水封槽和罩裙,使安装简单方便,缩短工期,节约成本。
3、密封方式的确定
密封为水封形式。
水封方式见图2,水封槽一般设在活动罩裙上,它具有可以停在行程范围内的任意一点、结构简单、密封可靠等优点。
主要技术参数:
活动罩裙上口直径Φ3300
活动罩裙下口直径Φ3800
活动罩裙全高 830
水封槽直径Φ3300
水封插板直径Φ3300
水封槽全高 530
4、罩裙提升装置
罩裙提升装置设置在烟罩上层平台,冶炼过程中用以控制罩裙的升降,这种布置结构紧凑,便于检修和更换。
主要技术参数:
提升重量: 10t
提升高度: 500mm
提升速度: 93.3mm/s
电机功率: 7.5kw
4、固定I段烟道
固定I段烟道固定在炉口上方,该段烟道为60弯烟道,上面设有两个固定支座、水封插板,两个下料孔和一个氧枪孔,与烟道中心线夹角30。
如图示3,烟道的排管形式为密排,受热管采用42*6的
锅炉管。
该烟道开孔采用联箱式,这种开孔形式加工制造方便,对水循环影响较小。
在下料口水套和氧枪孔水套上设置了氮气密封装置。
主要技术参数:
上口直径Φ2500
下口直径Φ2900
全高 7800
6、固定II段烟道
固定II段烟道在固定I段上方,烟道排管形式和数量与I段相同。
主要技术参数:
上口直径Φ2500
下口直径Φ2500
全高 7600
7、尾部烟道I段、II段
该段烟道在固定II段上部,尾部烟道通常设计为弯头式烟道。
如图4,由于汽化冷却自然循环是靠汽水吸热后,产生的密度差作为汽水的循环动力的,尾部弯烟道排管内的汽水混合物必需沿弯头由上往下拐弯才能从上联箱排入汽包。
这样该段弯头部位循环受阻,汽水不畅,因而造成该段受热管过热损坏,烟道寿命短。
我公司针对该问题已为全国多家钢厂进行了改造,将尾部烟道在最高点分为两段,提高了尾部烟道使用寿命。
效果明显,深受用户好评,为企业创造了效益。
固本方案采用尾部烟道在最高点分为两段,这样尾部两段烟道各成循环单元汽水循环畅通,寿命长。
如图5
尾部I段设有两个弹簧吊架,尾部II段上设有两个弹簧吊架,并设有一个防暴人孔。
8、防暴人孔
防暴人孔该孔是防暴阀,又是检修人孔。
主要技术参数:
直径Φ600
启爆压力 0.006MPa
全高 500
结束语
烟道系统是煤气回收和汽化冷却两套装置的首段,它设计的好坏不仅直接影响到煤气回收和蒸汽的质量,同时也关系到环境保护,其
结构的合理性将影响到烟道寿命,即直接影响到炼钢生产,所以对烟道的设计总结了多年来我们在使用中的经验、精心设计。
该烟道系统采用短流程方式,尾部不再向同一侧拐弯,这样节省了空间,使得厂房结构紧凑,节约大量投资成本。
在国内许多钢铁企业运行良好,各项综合技术指标均达到了预期效果,回收蒸汽量每吨钢可达70-80kg,回收转炉煤气量每吨钢可达60-70m3,这些能源的再利用可为钢厂节约可观的成本,满足了用户的需要。
华冶厂区,部分项目实景拍摄。