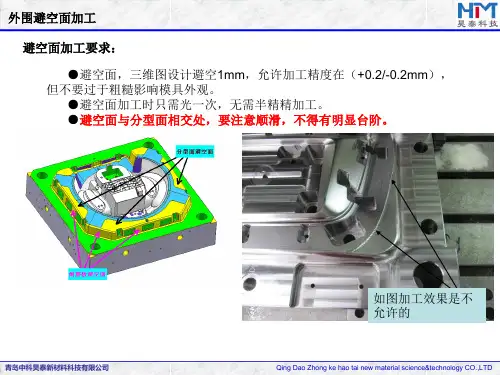
模具分型面避空标准
- 格式:doc
- 大小:416.00 KB
- 文档页数:4
华威模具设计规范模具分型面的设计在设计模具分型面时必须考虑以下几个方面: 1, 2, 3, 模具分型面的位置 模具分型面的有效宽度 模具分型面要求光滑平顺一, 模具分型面的位置一般情况下模具分型面处于产品最大外形轮廓处。
拿到产品后首 先分析产品的分模线的位置,确定模具大的结构。
模具分模结束 后一定要对每一只零部件进行脱模斜度分析检查。
确保分型面等 模具大的结构准确无误。
二, 1,根据产品的特性确定分型面的宽度尺寸。
外形尺寸小于等于 200*200*25 的小产品,模具分型面的有效宽度为 25mm 左右。
如果因为冷却水管位置尺寸不够时,模具分 型面的有效宽度可以放大到 30mm 左右。
2, 外形尺寸小于等于 200*200,但是深度大于 25mm, 模具分型面的有效宽度接近产品的深度尺寸(适用与动定模是镶拼结构) 。
3, 外形尺寸小于等于 300*300*30 的产品,模具分型面的有效宽度为 30mm 左右。
如果因为冷却水管位置尺寸不够时,模具分型 面的有效宽度可以放大到 35mm 左右。
华威模具设计规范4,外形尺寸小于等于 300*300,但是深度大于 30mm, 模具分型面的有效宽度接近产品的深度尺寸(适用与动定模是镶拼结构) 。
5, 外形尺寸小于等于 400*400*35 的产品,模具分型面的有效宽度为 35mm 左右。
如果因为冷却水管位置尺寸不够时,模具分型 面的有效宽度可以放大到 40mm 左右。
6, 外形尺寸小于等于 400*400,但是深度大于 40mm, 模具分型面的有效宽度接近产品的深度尺寸(适用与动定模是镶拼结构) 。
7, 外形尺寸小于等于 500*500*40 的产品,模具分型面的有效宽度为 40mm 左右。
如果因为冷却水管位置尺寸不够时,模具分型 面的有效宽度可以放大到 45mm 左右。
8, 外形尺寸小于等于 500*500,但是深度大于 50mm, 模具分型面的有效宽度接近产品的深度尺寸(适用与动定模是镶拼结构) 。

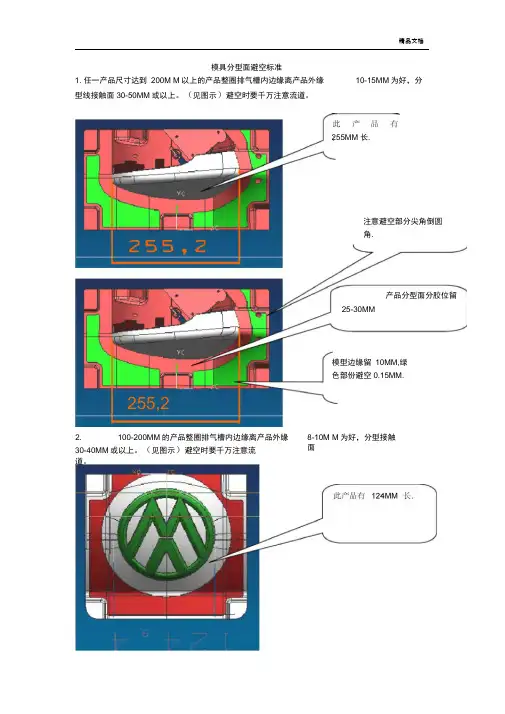
模具分型面避空标准
1. 任一产品尺寸达到 200M M 以上的产品整圈排气槽内边缘离产品外缘
10-15MM 为好,分
型线接触面30-50MM 或以上。
(见图示)避空时要千万注意流道。
产品分型面分胶位留
255,2
注意避空部分尖角倒圆 角.
255MM 长.
25-30MM
模型边缘留 10MM,绿 色部份避空0.15MM.
2.
100-200MM 的产品整圈排气槽内边缘离产品外缘
8-10M M 为好,分型接触面
30-40MM 或以上。
(见图示)避空时要千万注意流道。
注意避空部分尖角倒圆
产品分型面分胶位留
20-25MM
模型边缘留10MM,红色
注意避空部分尖角倒圆
角.
3。
100以下的产品整圈排气槽内边缘离产品外缘6-8MM为好,分型接触面20-30MM或以上。
(见图示)避空时要千万注意流
道。
此产品52MM长.
注意避空部分尖角倒圆角
产品分型面分胶位
留15-20MM
模型边缘留10MM,
红色部份避空
0.15MM.
4.AB成型类。
(见图示)
了这些只要留25M M\
分胶位,后面可以
避空。
有此产品的碰穿位,如果面积比较大,边
缘留10-15MM,中间红色避空0。
15MM 。
方便钳工配模具。
塑料模具设计与制作要求1 范围本标准规定了本公司塑料模具的设计与制作要求。
本标准适用于本公司的塑料模具制作与验收。
2规范性引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本部分。
Q/MB05.003-2003 塑料模具设计制造规范3 技术要求3.1模具的设计要求3.1.1模具分类根据模架尺寸将模具分为大、中、小三类。
a)模架尺寸6060以上称为大型模具;b)模架尺寸3030~6060之间为中型模具;c)模架尺寸3030以下为小型模具。
3.1.2模架选用与设计的要求3.1.2.1优先选用标准模架,具体按《龙记标准模架》执行。
3.1.2.2若选用非标准模架,应优先选用标准板厚,具体参照《龙记标准模架》。
3.1.2.3大型非标模架,导柱直径不小于φ60mm,导套孔壁厚不得小于10mm,回针孔壁厚为 35~40mm,回针直径不小于φ30mm。
3.1.2.4大型非标模架A板、B板起吊螺丝孔为M36~M48。
3.1.2.5如有可能产生较大侧压力时(型腔深度超过50mm),非标大型模架应设计原身止口,以后模套住前模。
3.1.2.6模架3030以上就必须增加顶针板导柱2-4个。
3.1.2.7订购模架时必须注意方铁的高度。
3.1.3注塑参数校核方法3.1.3.1容模尺寸校核a)模具厚度+顶出距离+取出产品的距离<最大开模距离;b)模具厚度>注塑机模板最小闭合距离,而<注塑机模板最大闭合距离;c)码模板尺寸小于注塑机模板的最大装夹尺寸。
3.1.3.2锁模力:F≥P.A.S10-²其中F:注射机的公称锁模力(t);P:模内平均压力(25~40Mpa);A:投影面积(包括产品、流道)cm²。
3.1.4型腔排位要求3.1.4.1型腔排位有利于各腔同时、均匀进胶;3.1.4.2多腔模各腔间距不小于20mm,大产品深腔根据强度面增加,模腔与镶件边不得少于20~25mm,多胶模的同一个产品保证进胶位置一致。
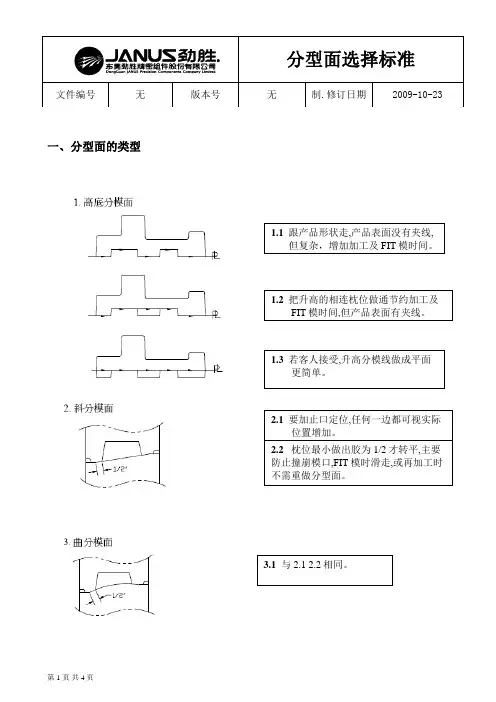
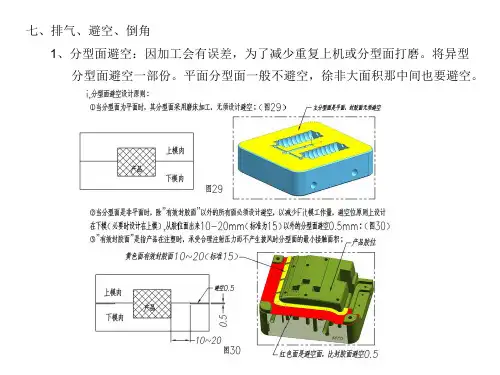
一、分型面的类型
10 有擦位的分型面设计方法。
二、主分型面选择的一般原则
1、保护模仁
一般在选择主分型面前要先考虑产品的拆法﹐即确定次分型面﹐找出前模仁
最低的面﹐即为主分型面﹐让前模仁尽量不要超出A 板伸入B 板內﹐以免在模具拆裝时將前模仁碰伤
2、减化模具结构﹐增加模板强度
3、依特殊模具结构来确定主分型面
4、模仁四角管位为防装模装错,基准角处管位需做大1.0mm
5、当产品主装配面同进出在两工件上时,将包在产品内侧胶位的工件抬高0.03-0.05mm ,防止产品断差明显。
(如下图所示)
6、产品前后模对碰处需把后模减胶0.03-0.05mm,防止加工误差导致产品碰穿孔处错位.
三、次分型面选择的一般原则
1、满足客户要求﹐不影响产品外观及使用性能
2、便于产品脱模
3、便于排气
4、尽量减少侧向倒勾,简化模具结构
5、便于加工
6、方便模仁表面处理。
塑料模具设计产品外观要求标准一、成型塑胶外壳外观、尺寸、配合1. 塑胶外壳表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白或拉裂、拉断、烘印、皱纹。
2. 熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通过功能安全测试。
3. 收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水,手感不到凹痕。
4.一般小型塑胶件平面不平度小于0.3mm,有装配要求的需保证装配要求。
5. 塑胶外壳外观明显处不能有气纹、料花,产品一般不能有气泡。
6. 塑胶外壳的几何形状,尺寸大小精度应符合正式有效的开模图纸或3D文件要求,塑胶外壳公差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。
7. 塑胶外壳壁厚:塑胶外壳壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具特性应做到-0.1mm。
8. 塑胶外壳配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、面要保证配合间隔和使用要求。
二、塑胶模具外观1.塑胶模具铭牌内容完整,字符清晰,排列整齐。
2. 铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落。
3. 冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4. 冷却水嘴不应伸出模架表面5. 冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6. 冷却水嘴应有进出标记。
7. 标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
8. 塑胶模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
9. 支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上。
10. 塑胶模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
11. 定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10~20mm。
发行版本:Ⅱ检查标准作业书发布时间:2019年1月7日 更新时间:20191220检查项目序号检测标准检测方法参考图示检测工具备注1①外观不可有打痕、生锈、钝角、烧焊等缺陷;②①目视外观表面;②垂直度:用直角尺垂直角测量工件,是否符合垂直度要求。
③平面度:将工件放在标准台上,用塞尺测量是否符合平面度要求。
①目视②直角尺、卡尺③标准台、塞尺2①所有材料贴标签(包含:模具编号、材料、类别、尺寸)②订购精料时,按订购净尺寸加工(外形尺寸公差要求-0.015~-0.005,6面角尺按磨床要求加工)。
①与订货单信息核对是否一致;磨床要求:①目视②三坐标1①水路畅通;②位置(±0.3),大小(-0.1至+0.2);③无错加工、漏加工;④运水孔除进出水口不倒角,其他位置倒角;⑤工件外形按图纸、按工艺、按数据进行倒角;①根据图纸核对水路图的走向,用小于2mm的2根顶杆X/Y方向分别插入水路,两根顶杆相互碰触,即为畅通;②位置:以圆孔内侧边为基准,用卡尺测量X、Y 方向的尺寸,并分别加上孔的半径,所得到的数值是否符合图纸要求。
大小:用卡尺内侧量爪测量孔的大小;③目视①顶针(D-2mm)②卡尺(0.02mm)③目视2①水路堵头PT 牙,堵头拧入顺畅,拧入深度为低于表面2mm;②无PT牙标注的水路堵头按图加工;③止水栓堵头不开粗;④螺丝孔倒角;工件外形按图纸、按工艺要求进行倒角①检查运水孔,用相对应的堵头,拧入运水孔内,用卡尺进行深度测量;不同规格型号按100%比例抽检;②按照图纸要求,用卡尺检测;③④目视①堵头试配、卡尺②卡尺③目视④目视31.位置:用卡尺检查螺丝孔位置是否偏;以圆孔内侧边为基准,用卡尺测量X、Y方向的尺寸,并分别加上孔的半径,所得到的数值是否符合图纸要求;2.螺丝孔垂直度、大小检测:用相同规格的螺丝拧入螺丝孔,拧入顺畅,用直角尺底部贴平工件、侧面贴平螺丝,直角尺与螺丝之间无缝隙;①卡尺(0.02mm)②直角尺、螺丝试配材料铣床编制: 会签: 批准:②②① ②④①①①4①穿丝孔加工:图纸标有φ4穿丝孔字样以及φ4以上的加工穿丝孔;图纸标注φ6顶针孔、镶件孔以及以上的要加工穿丝孔。
有关分型面封胶位的暂行规定
一、目的:
1、为使公司所制作的模具外型美观;
2、为使公司所制作的模具封胶面标准统一。
二、适用范围:
1、工程部、制造部(CNC、PMC)、品质部;
2、公司内所有模具。
三、内容:
3、封胶面宽度以注塑机吨位为依据,250T以下塑机,20mm封胶面;250T
—1000T塑机,30mm封胶面;1000T以上塑机,40mm封胶面;
4、250T以下塑机,20mm封胶面以外避空0.5mm;250T—1000T塑机,
20mm封胶面以外避空1.0mm;1000T以上塑机,40mm封胶面以外避
空2.0mm;
5、在实际操作中,封胶面留在突出的模面一边,避空部位视其大小应加
上相应的承压块(淬火件);
6、工程部在3D分模时,须在一平面上作出一条多义线,用于CNC加工
避空位,避空位由CNC用刀具控制;
四、《暂行规定》自D027—D033模具开始实施。
发出部门:工程部
*年*月*日。
塑料注塑模具验收标准BP-ZL-006版本号:01目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。
规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估;参照标准:GB/T12554—2006塑料注射模技术条件GB/T4169.1~4169.23—2006注射模零件GB/T12556—2006塑料注射模模架技术条件GB/T14486—2008塑料模塑件尺寸公差一、成型产品外观、尺寸、配合1.产品外观二、模具外观1.模具铭牌内容完整,字符清晰,排列整齐。
2.铭牌应固定在模脚上靠近模板和基准角的地方。
铭牌固定可靠、不易剥落3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。
4.冷却水嘴不应伸出模架表面。
5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应一致。
6.冷却水嘴应有进出标记。
7.标记英文字符和数字应大于5/6,位置在水嘴正下方10mm处,字迹应清晰、美观、整齐、间距均匀。
8.模具配件应不影响模具的吊装和存放。
安装时下方有外露的油缸、水嘴,预复位机构等,应有支撑腿保护。
9.支撑腿的安装应用螺钉穿过支撑腿固定在模架上,过长的支撑腿可用车加工外螺纹柱子紧固在模架上10.模具顶出孔尺寸应符合指定的注塑机要求,除小型模具外,不能只用一个中心顶出。
11.定位圈应固定可靠,圈直径为100mm、250mm两种,定位圈高出底板10〜20mm。
顾客另有要求的除外。
12.模具外形尺寸应符合指定注塑机的要求。
13.安装有方向要求的模具应在前模板或后模板上用箭头标明安装方向,箭头旁应有"UP”字样,箭头和文字均为黄色,字高为50mm。
14.模架表面不应有凹坑、锈迹、多余的吊环、进出水汽、油孔等以及影响外观的缺陷。
15.模具应便于吊装、运输,吊装时不得拆卸模具零部件,吊环不得与水嘴、油缸、预复位杆等干涉。
模具分型面避空标准
1.任一产品尺寸达到200MM以上的产品整圈排气槽内边缘离产品外缘10-15MM为
好,分型线接触面30-50MM或以上。
(见图示)避空时要千万注意流道。
此产品有
255MM长.
注意避空部分尖角倒圆
角.
产品分型面分胶位留
25-30MM
模型边缘留10MM,绿
色部份避空0.15MM.
2. 100-200MM的产品整圈排气槽内边缘离产品外缘8-10MM为好,分型接触面
30-40MM或以上。
(见图示)避空时要千万注意流道。
此产品有124MM长.
注意避空部分尖角倒圆
角.
产品分型面分胶位留
20-25MM
模型边缘留10MM,红色
部份避空
注意避空部分尖角倒圆
角.
3。
100以下的产品整圈排气槽内边缘离产品外缘6-8MM为好,分型接触面20-30MM或
以上。
(见图示)避空时要千万注意流道。
4.AB成型类。
(见图示)
5.异型分型面的避空。
(见图示)
此产品52MM长.
产品分型面分胶位
留15-20MM
模型边缘留10MM,
红色部份避空
0.15MM.
产品分型面分胶位
留30-50MM
注意避空部分尖角倒圆角.
些模具分型面比
较异型。
高低落
差比较大。
这些只要留25MM
分胶位,后面可以
避空。
这个地方R角都没有
壁空的,。