贴片机结构图
- 格式:xls
- 大小:26.00 KB
- 文档页数:5
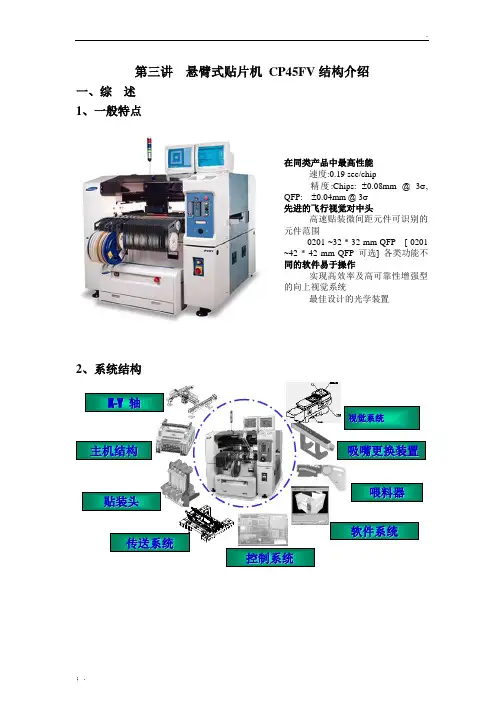
第三讲悬臂式贴片机CP45FV结构介绍一、综述1、一般特点在同类产品中最高性能- 速度:0.19 sec/chip- 精度:Chips: ±0.08mm @ 3σ,QFP: ±0.04mm @ 3σ先进的飞行视觉对中头- 高速贴装微间距元件可识别的元件范围- 0201 ~32 * 32 mm QFP [ 0201~42 * 42 mm QFP 可选] 各类功能不同的软件易于操作- 实现高效率及高可靠性增强型的向上视觉系统- 最佳设计的光学装置2、系统结构X-Y轴主机结构吸嘴更换装置视觉系统喂料器传送系统软件系统贴装头控制系统3、整机结构➢运用FEM(有限元法)及实验的方法获取的高精度及高刚性结构➢通过分析并运用专用的塑料减振器使其传送到地面的振动最小BodyX–Y 轴系统➢高刚性高稳定性的运动结构▪宽的元件处理范围(0201 to QFP256)利用同样的参数▪对于贴装任一IC 都确保其高效率➢无偏差的运动系统▪X-Beam传送力较小▪快速准确的定位(20 m在30msec 内处理)▪4、X–Y 轴框架➢高速高精度的运动控制•简单坚固的设计•最优化的伺服系统•X-Y 轴结构•采用AC 伺服马达驱动•重复精度:0.02mm二、贴装与影像1、贴装头➢高性能贴装头介绍•飞行对中图像系统•先进的视觉处理•理想的结构设计•平稳快速的运行动作•增加吸嘴的孔位•特殊吸嘴2、图像处理系统⏹为CP45FV 最佳设计➢快速识别及处理校准➢可靠性高3、飞行视觉系统➢六头六视觉系统(SHSV)- 6 轴/ 6摄像头➢高速的全视觉系统- 元件在X-Y运动过程中被识别- 无须运动到其它位置识别-0.19sec/chip, 0.75sec/IC➢高精度& 较宽元件识别范围的视觉系统- 高科技的光学系统- 0201 (0603) ~ 22*22mm IC5、Z 轴结构➢超轻的Z 轴设计- Z轴以高加速度快速到达拾取贴装位置(Max. 9G)➢高刚性& 低振动性- 消减吸嘴取料处的振动- 提高了运行的重复精度及贴装精度6、图像系统➢最佳的光学识别系统➢高性能的图像运算法则➢3-D 数字照明❖容易操作的标准元件数据库7、光学设计➢直轴系统- 可排除图像的变形或失真➢Reflective Diffusion Plate- 元件识别错误减少到最小➢固定的图像系统- 无须重新调校- 高可靠性8、视觉对中系统可贴装IC直观轮廓对中识别9、视觉处理➢ 快速识别- 贴装时间:小于 1.6sec/QFP ➢ 高分辨率-256 级灰阶图像处理- 可识别0.3mm Pitch 的QFP,μBGA 等10、3-D 数字照明系统普通照明三星照明三星照明普通照明➢ 为各种不同元件提供不同的照明方式 ➢ Ø 可程控发光源的亮度: 16 级照明 多种照明系统: 普通照明, 通过边上的发光源来进行最优化的调整, 为细间距QFP, μBGA , CSP 及Connector 专门设计11、快速稳定的运动➢高速且稳定运动的Z-axis- 伺服马达系统保证其高速稳定的运动- 轻巧的Z-axis 机械装置(重量: 11g)➢高分辨率的旋转装置- 0.005 degrees➢每一贴装头Z 轴升降及θ轴旋转速度模式可调12、自动换嘴装置➢适用于各种不同元件的吸嘴- 共37 个吸嘴孔位(含1 个调校工具)- 10 种吸嘴13、吸嘴支架➢强有力的接合装置-利用表面为锥型的稳定夹紧装置-较安全地放在吸嘴孔内➢低压力-最小压力的贴装防止精细元件损坏14、吸嘴➢使用寿命长- 利用专用材料和独特的外形设计使其具有较长的寿命➢较宽的元件识别范围- 每个吸嘴均可处理:1005 ~ 3216Chips三、传送与定位系统➢具高稳定性的传送系统•3-段传送系统•PCB 板边定位系统•自动宽度调整系统1、3-段传送系统独立运动⏹ 前后缓冲⏹ 在工作区域内采用1个微型的步进马达来控制PCB 传送时的加速或减速> 彻底地排除了传统的定位方式造成元件移位的现象> 最佳传送速度2、PCB 定位系统➢ PCB 翘曲度为零 ➢ 自动调整夹紧的高度- 最佳的PCB 夹紧状态进板段贴装工作区 出板段3、自动宽度调整系统➢高可靠性及高精度的自动宽度调整- 使用伺服马达和丝杆➢容易操作- 可编程调整- PCB贴装数据编程简易四、控制系统➢双CPU 系统•工业PC•VME (虚拟计算机环境)CPU> 设置运行高稳定性> 设备在运行时可进行其它操作五、喂料器⏹8,12,16,32,44 和56mm带式喂料器⏹标准及客户订做的喂料器⏹最大可装104 站带式喂料器(8mm 带式喂料器)20盘喂料器单盘喂料器带式喂料器结构利用机器内部气压驱动进行送料,保证供料的平稳性六、软件与界面 1、软件系统➢ 在友好用户操作界面下的各种不同编程软件 ➢ 有效的软件为客户提高了生产效率 ➢ 增强型人机界面(MMI ) ➢ Easy OLP (离线编程) ➢ Gerb Mounter ➢ 远程服务系统保护盖料带压紧装置带盘转动方向手动手柄汽缸2、人机界面(1)•使用友好的操作界面- Windows 98- 图解界面- 多功能处理- 容易使用的数据库- 具有网络和打印功能- 实时操作监控显示>简化且值得信赖的菜单树形结构多窗口环境Windows 98 软件- 韩文,英文语言选择- 条列式侦错画面, 将各种错误提示显示在屏幕上,减少停机时间元件数据库-丰富的贴装元件数据库-可在线进行元件编辑2、人机界面(2)•准确的故障维修向导(GUI)- 大的维修信息数据库- 为不同的故障提供不同的维修信息- 直观容易被理解- 容易诊断和维修•生产控制- 具有储存生产管理数据的能力- 对不同的数据具实时监控能力3、人机界面(3)•优化功能- 元器件的分配最优化- 喂料器编排的最优化- 贴装路径的最优化缩短计算时间> 提高生产效率4、程序编写数据来源主机机器1.2.3...CAD 系统⏹Gerber文件⏹ASCII 文件⏹CAD 文件其它公司机器文件⏹贴装数据Gerb Mounter生成贴装数据EasyOLP- 生产线平衡- CAD 文件转换- A SCII 文件转换- 其它公司机器数据转换数字化仪生成贴装数据优化系统喂料器排列贴装顺序吸嘴排列M#1M#2。

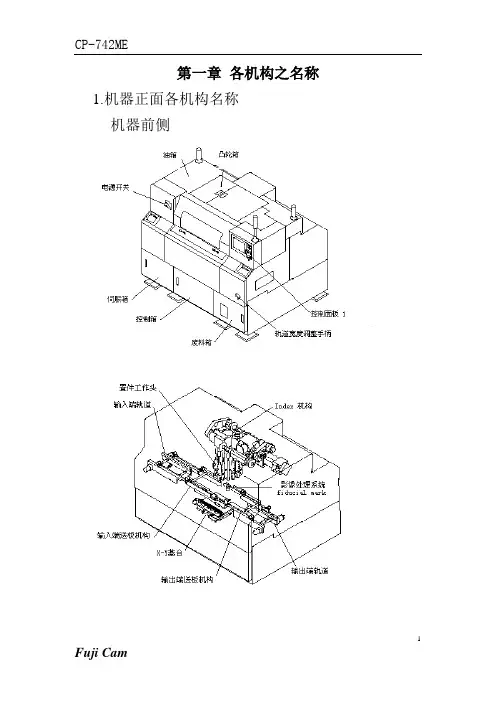
第一章各机构之名称1.机器正面各机构名称机器前侧机器后侧伺服控制轴各工作站置件头PCU( Pallet change unit)2.机器各机构功能说明置件相关机构凸轮箱主驱动装置置件工作头1~16工作头影像处理系统供料系统料枪CP7 切刀机构供料台PCU基板传输系统XY基台电气控制系统控制面板控制箱气路控制系统机器本体置件相关机构凸轮箱凸轮箱是由凸轮轴马达,主驱动装置,凸轮轴,驱动连杆,气压缸等机构组成。
主驱动装置凸轮箱中主驱动装置是由2部分组成,一个带动置件工作头上的角度驱动离合器,用来驱动齿轮盘动作,一个是带动吸嘴头动作的装置。
置件工作头旋转主轴上有16组工作头,每一组置件工作头是由吸嘴,吸嘴头及吸嘴头支座组成。
每一工作头上均可配有6种不同的吸嘴。
可依零件之大小做不同的选择。
置件工作头从料枪上吸取零件,通过影像处理系统,而后将零件置在生产基板上。
1~16工作站16个置件工作头所在位置称为工作站,各工作站所执行工作均不同,以下将针对各工作站逐一进行说明。
第一站执行供料器送料,吸取零件及零件用尽检知等。
第二站进行大零件取件成败检知,及角度预转。
角度预转为减少第八站将零件转到最终角度时间,同时减少旋转惯性引起的角度误差,进行±90度预转。
第三站执行置件工作头误差角度修正。
第五站使用大,小视野两相机进行零件位置、角度偏差、零件外行,有无零件等检知。
第六站测量吸嘴头所吸零件厚度(可选)第八站执行最终置件角度旋转。
根据第五站影像处理结果在第八站用伺服马达进行最终角度旋转。
第九站执行将零件置放在生产基板上,但在第五站影像处理不良零件将不做置件。
第十站执行角度旋转还原,同时进行吸嘴原始位置检知第十一站确认置件头下降后是否升起,及为了计算生产情报执行置件工作头A检知。
第十三站执行将第五站影像处理不良之零件从吸嘴头上清除。
同时执行吸嘴头切换前,吸嘴头上6个吸嘴所在位置检知。
第十四站使用伺服马达,执行吸嘴位置切换。
贴片机结构报告(论文)题目: 贴片机结构作者所在系部: 电子工程系作者所在专业: 电子工艺与管理作者所在班级: 09252 作者姓名 : 田云海作者学号 : 20093025222 指导教师姓名: 赵鹏完成时间 : 2011年10月25 日北华航天工业学院教务处制1摘要本文综述了在SMT生产中,F209等系列贴片机应用、保养及维护和所应该注意的一些生产上的问题。
通过一些实例,讲述一些故障的引发原因、解决措施及预防措施。
旨在使贴片机在生产过程中更好的运行,延长设备使用期限,使机器保质保量的完成工作任务并达到节省物料、降低成本的要求。
介绍了贴片机的基本构造及原理。
阐述了使用过程中减少抛料提高产品品质的措施。
列举了常见的故障及排除措施。
说明了贴片机的一般性保养。
关键词:SMT; 贴片机;。
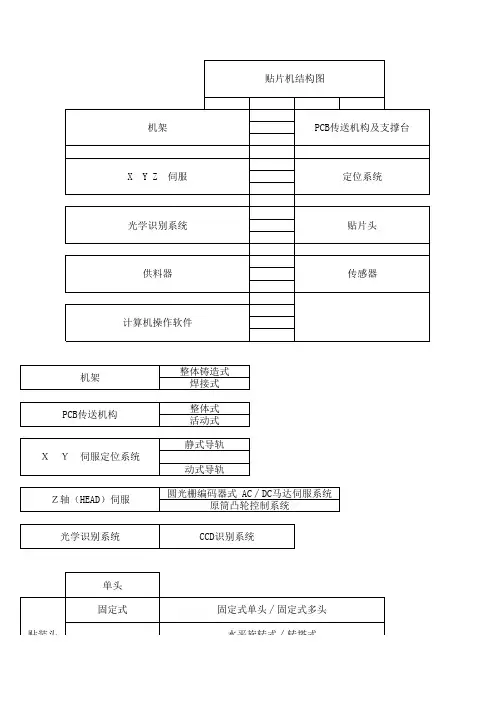
2目录1.1 机架...................................................................... .. (4)1.2 .传送机构与支撑台 (4)1.3 X,Y与Z/θ伺服定位系统 (5)1.4光学系统 ..................................................................... . (5)1.5 .贴片头...................................................................... . (6)1.6供料器...................................................................... .. (8)1.7传感器...................................................................... . (11)3贴片机结构贴片机的结构可分为:机架,基板(PCB或载有PCB的载具)传送机构及支撑台,X、Y与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件系统。


第一章设备基本结构介绍及操作使用1-1 机台外观及各部专业名称介绍1-2开关机程序1-2-1 开机步骤 0–1 检查输入电压是否为单相220伏特交流电。
步骤 0-2 检查面对机台右下方的开关是否在”ON”的位置。
步骤 0-3 检查位在前方及后方的急紧开关(Emergency Stop)是否为解除。
步骤 1 将<Isolation Switch>顺时针方向打开。
打开<Isolation Switch>后,直接按下Start,以免伤及硬件。
步骤 3 进入主程序后,按下位在Operation Panel上的<Ready Switch>。
步骤 4 拿起Teaching Box,设定Mode = Home之后,按下<Home Start>( ▼向下的方键),此时,机台所有的轴(Axis X,Y,Z,R)会做归原点的动作。
步骤 5 暖机三到五分钟。
选择Mount→Warm-Up,按下选择”START”。
1-2-1 关机步骤 1 选择File→Exit(或按下Alt + F4),就会离开Windows操作系统。
步骤 2 按下位在<Isolation Switch>的Stop(红色按钮),即可以移除马达电源。
步骤 3 待计算机所有的程序皆关闭结束后,将<Isolation Switch>逆时针关闭即可。
1-3 操作面板各种功能的说明及使用1-3-1 操作面板上的按钮功能说明及使用◆<Isolation>switch其功能为提供或停止设备的主电源,以转动开关来提供电源,电源指示灯会亮,且在一会儿,工作画面会出现在”Programming Monitor”。
在关机期间,供应Driver的电源是关闭的,例如马达。
只有在结束MMI主程序才需要关闭电源,如果突然关闭电源,数据及主机可能会受损,且在下次开机时,设备可能会发生故障。
◆<Main start>switch要供应电源至电力系统,例如马达,按下<main start>switch的绿色按钮来提供电源。
市面上常见的贴片机结构贴片机中使用的直线驱动结构,典型的有XY运动系统、板宽调节和贴片头的Z轴的结构,主要分为两种。
1采用旋转电动机滚珠丝杆加滑动导轨的结构典型结构如图1所示。
该结构的特点是通过滚珠丝杆加直线滑动导轨,将旋转电动机的旋转运动转化为直线运动,从而实现在XY平面或Z方向上点对点的位置控制。
构成该结构的要件还包括同步带/带轮或联轴器,由它将旋转电动机的扭矩传送到滚珠丝杆,从而推动滚珠丝杆的螺母(Nut与承载块通过螺钉固定,同时承载块通过螺钉固定在直线导轨的滑块上)直线滑动导轨的引导下,实现从旋转运动到直线运动的转换。
配合较好的这种系统的传送效率可达到95%以上,该结构在过去几十年被设备行业广泛采用,随着现代直线电动机技术的提高,并日趋成熟,发生了直线电动机加滑动导轨的结构。
图1采用旋转电动机滚珠丝杆加滑动导轨的结构图2采用该结构的环球仪器AC30实物图片。
图2环球仪器AC30实物图片2采用直线电动机加滑动导轨的结构如图3所示,这种结构采用旋转电动机构成的直线系统所用的器件要少,故障率低,而且基本上不需要维护,目前,新型贴片机中,该结构正逐步取代旋转电动机滚珠丝杆加滑动导轨的结构。
实物图片请参考环球仪器Genesi系列,如图3所示。
图3采用直线电动机加滑动导轨的结构图贴片机常用伺服控制系统贴片机常用控制系统结构主要包括下面两方面,这两方面主要实现的是点对点的位置控制。
(1)位置和速度反馈都来自伺服电动机本身这种控制方式的优点是对整个闭环伺服系统控制环路的要求较低,适用于对高速高精度位置控制要求较低的场合,如PCB传板机构,如图1所示。
因为位置反馈传感器被安装在电动机本体上,所以它不能非常准确而且实时地反映被驱动负载的精确位置,尤其是在要求系统要快速和高精度的情况下。
(2)位置和速度反馈来自执行机构(被驱动部件)位置和速度反馈来自负载的伺服控制系统,如图2所示。
这种控制方式对整个闭环伺服系统控制环路的要求很高,实用于高速,高重复定位精度的场合,如贴片机的X-Y运动系统及贴片头的Z轴和旋转轴等。