机床上下料装置(ppt文档)
- 格式:ppt
- 大小:23.63 MB
- 文档页数:54
第1章绪论1.1 选题背景机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,它是在机械化、自动化生产过程中发展起来的一种新型装置。
近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手能代替人类完成危险、重复枯燥的工作,减轻人类劳动强度,提高劳动生产力。
机械手越来越广泛的得到了应用,在机械行业中它可用于零部件组装,加工工件的搬运、装卸,特别是在自动化数控机床、组合机床上使用更普遍。
目前,机械手已发展成为柔性制造系统FMS和柔性制造单元FMC 中一个重要组成部分。
把机床设备和机械手共同构成一个柔性加工系统或柔性制造单元,它适应于中、小批量生产,可以节省庞大的工件输送装置,结构紧凑,而且适应性很强。
当工件变更时,柔性生产系统很容易改变,有利于企业不断更新适销对路的品种,提高产品质量,更好地适应市场竞争的需要。
而目前我国的工业机器人技术及其工程应用的水平和国外比还有一定的距离,应用规模和产业化水平低,机械手的研究和开发直接影响到我国自动化生产水平的提高,从经济上、技术上考虑都是十分必要的。
因此,进行机械手的研究设计是非常有意义的。
1.2 设计目的本设计通过对机械设计制造及其自动化专业大学本科四年的所学知识进行整合,完成一个特定功能、特殊要求的数控机床上下料机械手的设计,能够比较好地体现机械设计制造及其自动化专业毕业生的理论研究水平,实践动手能力以及专业精神和态度,具有较强的针对性和明确的实施目标,能够实现理论和实践的有机结合。
目前,在国内很多工厂的生产线上数控机床装卸工件仍由人工完成,劳动强度大、生产效率低。
为了提高生产加工的工作效率,降低成本,并使生产线发展成为柔性制造系统,适应现代自动化大生产,针对具体生产工艺,利用机器人技术,设计用一台装卸机械手代替人工工作,以提高劳动生产率。
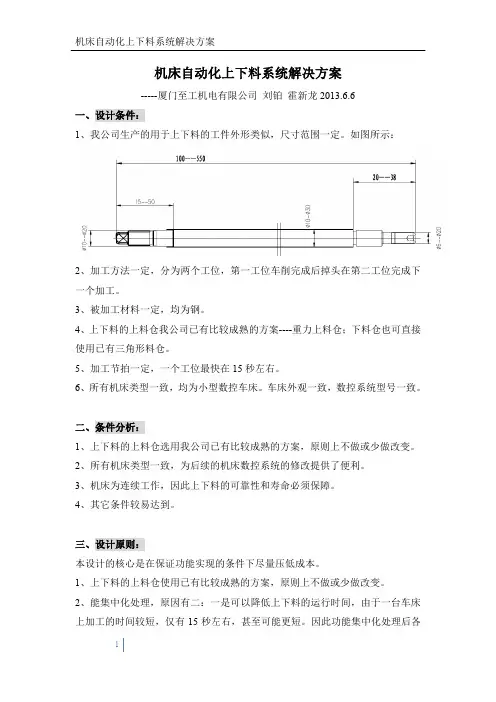
机床自动化上下料系统解决方案-----厦门至工机电有限公司刘铂霍新龙2013.6.6一、设计条件:1、我公司生产的用于上下料的工件外形类似,尺寸范围一定。
如图所示:2、加工方法一定,分为两个工位,第一工位车削完成后掉头在第二工位完成下一个加工。
3、被加工材料一定,均为钢。
4、上下料的上料仓我公司已有比较成熟的方案----重力上料仓;下料仓也可直接使用已有三角形料仓。
5、加工节拍一定,一个工位最快在15秒左右。
6、所有机床类型一致,均为小型数控车床。
车床外观一致,数控系统型号一致。
二、条件分析:1、上下料的上料仓选用我公司已有比较成熟的方案,原则上不做或少做改变。
2、所有机床类型一致,为后续的机床数控系统的修改提供了便利。
3、机床为连续工作,因此上下料的可靠性和寿命必须保障。
4、其它条件较易达到。
三、设计原则:本设计的核心是在保证功能实现的条件下尽量压低成本。
1、上下料的上料仓使用已有比较成熟的方案,原则上不做或少做改变。
2、能集中化处理,原因有二:一是可以降低上下料的运行时间,由于一台车床上加工的时间较短,仅有15秒左右,甚至可能更短。
因此功能集中化处理后各功能实现的时间重叠;二是功能集中,可以减少空间占用,起到降低成本的目的。
四、方案解释:1、整体布局:如下图所示,这样的整体布局可以达到桁架行程最短。
取放料集中等优点(图中所示料仓为概念示意图,不代表实物。
)。
2、料仓:我公司在长期的生产中使用的重力上料仓和成品料仓基本符合工厂的实际情况。
因此原则上依然使用这种料仓,尽在必要时对此料仓进行适应新型自动上下料系统的改动。
3、桁架:如图所示:导轨机械部分分为三部分,即支柱、水平导轨和垂直导轨。
水平导轨长4000,垂直导轨视机床工作台高度决定,约1500。
支柱高2000。
具体尺寸以产品为准。
移动速度为120m/s。
根据我们多年的经验,水平导轨和垂直导轨基材选用钢材。
不用国产铝型材的原因是铝型材在挤压成型过程中不可避免的有内应力产生,放置一段时间后会出现扭曲变形。
机床上下料装置的设计机床上下料装置是将待加工工件送到机床上的加工位置,再将已加工工件从加工位置取下的自动或半自动机械装置,又称为工件自动装卸装置。
按自动化程度,机床上下料装置可分为人工上下料装置和自动上下料装置。
前者主要适用于单件小批生产或大型工件;后者适于大批量生产中。
一、机床上下料装置的分类1. 机床上料装置的类型:1)卷料上料装置;2)棒料上料装置;3)件料上料装置。
2. 机床上下料装置的设计原则:1)上下料时间要符合生产节拍的要求。
2)上下料工作力求平稳,尽量减少冲击,防止工件产生变形或损坏。
3)上下料装置尽量构造简单,工作可靠。
4)上下料装置应有一定的适用范围,尽可能地满足多种不同工件的上下料要求。
二、料仓式上料装置当工件或毛坯尺寸较大,且形状复杂难以自动定向时,可采用料仓式上料装置开展人工上料。
料仓式上料装置主要应用于大批量生产,所运送的物料可以是锻件、铸件或由棒料加工成的毛坯件及半成品。
由于料仓式上料装置需要人工上料,对于加工时间较短的工件,人工加料将影响生产率。
因此,料仓式上料装置适用于加工时间较长的工件,便于实现单人多机床操作。
料仓式上料装置主要由料仓、隔料器、上料器、上料杆和下料杆等部分组成。
三、料斗式上料装置料斗式上料装置主要用于形状简单、尺寸较小的毛坯件的上料,广泛应用于大批量生产类型中。
料斗式上料装置由装料机构和储料机构组成。
装料机构由料斗、搅动器、定向器、剔除器、分路器、送料槽、减速器等组成。
储料机构由隔离器、上料器等组成。
四、上下料机械手机械手是一种能模仿人手的某些工作机能,按程序要求实现抓取、搬运工件,或操持工具完成某些特定动作的机械自动化装置。
机械手的组成部分:1)主体;2)驱动系统;3)控制系统。
机械手的类型(一般按机械手臂部的运动形式来分类):1)直角坐标型;2)圆柱坐标型;3)球坐标型;4)关节型。
按机械手是否移动可分为固定式和行走式两类。
固定式机械手又可分为服务于多台机床与服务于单台机床两类。

加工装配工作站由上下料工业机器人,机器人控制柜,PLC 控制柜,仓库,上料输送线工作站等构成,机器人完成对工件的搬运和入仓装配,而数控机床则对搬运的工件进行加工处理,机器人与数控机床配合零件的加工入仓。
加工装配工作站运行的准备条件(1)物料台八个凹槽检测有,仓库八个凹槽检测无,且配件台待装配零件放满。
转盘旋转到位,即工件到达机器人抓取的指定位置(运行前用手动模式触摸屏校正)。
(2)机器人选择远程模式,机器人在作业原点,机器人运行无。
(3)机器人报警无,CNC 报警无。
(4)CNC 卡盘上无工件,CNC 就绪。
(1)按下启动按钮,机器人伺服使能,机器人启动,发出机器人上料开始信号。
(2)机器人接到上料开始信号,机器人搬运工件到达CNC 正前方50cm 处,发出机器人上料完成信号。
(3)CNC 接到上料完成信号,CNC 门打开,CNC 门开到位,发出机器人送料开始信号。
(4)机器人接到送料开始信号,机器人将工件送入CNC,返回CNC 正前方50cm 处,发出机器人送料完成信号。
(5)CNC 接到送料完成信号,CNC 门关闭,CNC 门关到位,CNC 加工开始,CNC 加工完成,CNC 门打开,CNC 门开到位,发出机器人取料开始信号。
(6)机器人接到取料开始信号,机器人将CNC 内的工件取出,发出机器人取料完成信号。
(7)CNC 接到机器人取料完成信号,CNC 门关闭,CNC 门关闭到位,发出机器人入仓装配开始信号。
(8)机器人接到入仓装配开始信号,机器人把工件放入仓库的凹槽中,机器人移动到装配台夹取配件,待装配完成,发出机器人装配完成信号。
(9)机器人接到装配完成信号,机器人回原点,若仓库装配完的工件数超过八个(含八个)则机器人停止搬运,待清仓与加料加配件后,按下复位按钮,系统继续运行。
若仓库装配完的工件数低于八个则系统继续运行。
(10)暂停:按下暂停按钮,机器人停止搬运,按下复位键后一切运行正常。
数控机床上下料机械手设计背景介绍随着工业化程度的不断提升,自动化生产设备越来越普及。
数控机床已成为现代工业生产中的重要设备之一。
在数控机床生产制造过程中,上下料机械手是数控机床最核心的装置之一。
数控机床上下料的机械手是现代工业生产中提高生产效率的重要方法之一。
如何设计一种高效的数控机床上下料机械手成为一个热门的研究方向。
设计目标本文主要研究设计一种高效的数控机床上下料机械手。
我们希望设计出的机械手具有以下一些目标:•精准度高:机械手在匀速运动时应保证其精度,以避免出现工件质量不良的现象。
•稳定性好:机械手的运动应该保持稳定,避免产生摆动和震动的现象。
•具有大范围的移动:机械手应该能够在数控机床工作区域内进行水平和垂直的移动。
•适应性强:机械手应该能够适应多种工件的上下料,即机械手可以精准地完成多个工件的上下料作业。
设计方案机械手结构设计数控机床上下料机械手主要由机身、伸缩框架、前臂、手腕、手指和钳具等部分组成。
图1 数控机床上下料机械手示意图为了实现机械手的稳定性和精度,我们采用了传统的寻心旋运动、伸缩式平行机构和牵引式链条平台。
伸缩式平行机构是机械手的运动基础。
在伸缩式平行机构中,机械手平台的移动距离是由伸缩臂控制的。
同时,为了确保机械手的稳定性,在机械手的移动过程中,伸缩臂应具有平衡能力,以确保其稳定性。
传统寻心旋转运动主要用于控制机械手的平台旋转。
在传统寻心旋转运动的过程中,机械手平台的旋转只围绕其寻心旋转中心进行,并且以恒定的线速度旋转。
牵引式链条平台主要用户控制机械手的前臂运动。
在牵引式链条平台中,机械手前臂通过链条进行移动,而牵引式链条平台由导杆控制。
在这种设计方案中,牵引式链条平台的运动可以控制机械手的高度。
图2 伸缩式平行机构示意图机械手控制系统设计基于单片机,我们设计了一套高效的数控机床上下料机械手控制系统。
该系统主要由控制系统、采集系统、运动控制卡以及人机界面等部分组成。
其中的控制系统可以控制机械手的不同工作状态,采集系统可以采集机械手的运动数据,而运动控制卡可以控制机械手的运动。