三维编织物的缝合连接技术研究
- 格式:doc
- 大小:112.50 KB
- 文档页数:4
1 前言1.1 三维纺织品的由来随着现代科学的飞速发展,新知识、新技术的不断涌现,纺织品的应用领域越来越广泛。
在发达国家,纺织品已经形成了服用纺织品、装饰用纺织品和产业用纺织品三足鼎立的局面,产业用纺织品在现代社会生活中的作用越来越大,地位也越来越重要,航天、军事、交通运输、土木工程、医药卫生、安全防护、农业、体育和娱乐等无所不在,无处不有[1]。
产业用纺织品在用途上的多样性,决定了其在外观和形态上的多样性,它不同于传统的服用纺织品,打破了传统意义上的二维空间,服装用、装饰用纺织品一般以片状形态即由纱线编织而成的面料为消费者所使用,而产业用纺织品既可以纤维形态投入使用,也可以片状形态投入使用,还可以线、绳结构直接使用,但更多的是以三维形态投入使用,三维纺织品应运而生。
1.2 三维纺织品的种类三维纺织品的形成可以采用机织、针织和非织的方法,也可以采用二维纺织品层合的办法形成。
机织物是最古老、最成熟的一种织造技术,人们自然首先考虑采用机织的方法来生产三维织物。
近年来被人们普遍关注的三维机织物有:三维正交机织物、角联锁机织物、多层接结机织物。
角联锁机织物(角联锁组织)是多重纬(多重经)角联锁机织物简称,它是由两个系统的纱线构成重叠联锁状的交织。
当经线在织物厚度方向(Z方向)构成重叠,则纬线以一定的倾斜角在X方向与多重经进行角连锁状交织。
反之,当纬线在织物厚度方向(Z方向)构成重叠,则经线以一定的倾斜角在X方向与多重纬进行角联锁状交织。
按照构成重叠的纱线系统,可以分为多重经角度联锁和多重纬角度联锁两种。
本论文在对多重纬三维角联锁机织物进行设计与开发的基础上,通过所织得的不同层数的三维角联锁织物,探究得出三维角联锁织物的层数与形态特征等方面的关系,以及展现三维角联锁机织物的应用和发展前景。
1.3 国内外研究现状对三维织物的研究是伴随着产业纺织品的发展而产生的。
尽管产业用纺织品的历史可能与传统纺织品一样久远,都可追朔到几千年前,但与传统纺织品相比,产业用纺织品通常被看作是一个较为“年轻”的行业。
三维立体织物复合材料研究与进展随着科技的发展,复合材料在工业、民用和军事领域中被广泛应用。
三维立体织物复合材料是一种新型的增强材料,具有高强度、高刚度、高韧性、成型性好等优点,已经成为各种工业材料中不可或缺的一种。
本文将从三维立体织物的结构、制备及其应用方面综述其研究现状及进展。
1. 结构三维立体织物复合材料是由不同面密度的织物构成的。
由于三维立体织物的结构特殊,其性能比二维复合材料更优异。
三维立体织物的结构通常由一个或多个三维交织的体和两个被称为“二面”的两个表层。
其中,三维交织的体是由纵向纤维、横向纤维和Z 向纤维相互交织构成。
在制备过程中,纵向纤维通过贯穿织物的织机械设备撬开,经过钩针或喷织设备将横向纤维和Z 向纤维与其相互交织。
每个层次的纱线和织物的间隔尺寸都是可调节的,这使得三维立体织物的结构通过控制纵向、横向和Z 向的纱线结构来实现。
2. 制备三维立体织物复合材料制备技术是目前研究的热点之一,目前已经研制出许多相应的生产工艺,包括针织法、喷织法、无纺布法、编织法等。
( 1)针织法:是一种纱线由一台细针织机械编成的三维结构。
它采用针织设备排列的行和针织面来构造一个连续的、无缝的三维结构织物。
在织物的表面和内部织有不同的纱线密度或纺织结构。
( 2)喷织法:是一种通过喷织纤维来制造三维立体织物的方法。
将树脂/纤维复合材料从喷嘴或泵喷出,并通过喷嘴将复合材料沉积在三维织物上。
在制备过程中,纵向纤维通过喷嘴或滚轮决定,横向纤维和Z向纤维则通过喷射进行构造。
( 3)无纺布法:是一种制造无纺布的方法,其特点是不需要经过织造过程,可以快速制造出优质的三维立体织物。
目前,无纺布法主要采用热风交织、喷丝和湿法交织等方法来实现。
(4) 编织法:与纺织品的编法类似,纵向纤维被编织成为连续结构,然后横向纤维和Z 向纤维被插入编织的结构中,形成一个具有三维立体结构的织物。
3. 应用三维立体织物复合材料具有优异的力学性能及成型性等特点,因此广泛应用于航空航天、军事、汽车、建筑和医疗等领域。

复合材料缝合技术是指采用缝合线使多层织物结合成准三维立体织物或使分离的数片织物连接成整体结构的一种复合材料预制体制备技术。
该技术起源于20世纪中后期,由于其可以提高复合材料层间损伤容限,大大改善复合材料抗冲击性能而备受关注,并在近些年来得到了广泛应用。
本文系统介绍了复合材料缝合技术的特点,主要缝合方式和工艺参数及其最优的适用范围,总结了缝合技术影响复合材料拉伸、压缩、弯曲、层剪及冲击后压缩等重要力学性能的主要研究成果,最后对复合材料缝合技术的国内外重大研究及应用进展进行了阐述并提出了展望。
一、缝合技术的特点相对于传统的复合材料纺织、编织及铺叠工艺来说,缝合技术主要具备以下特点:①可设计性强,缝合预制体的铺层方向,铺层距离和纤维结构等均可以进行优化组合,同时缝合方式和缝合区域也可以按需调整;②缝合对原有纤维分布影响较小,而且通过缝合参数的合理设定可以获得一定程度的整体结构,并达到合理的均匀应力状态;③缝线可以承受大部分载荷,而且减少了周围树脂的应力集中,可以显著提高复合材料层间性能;④可高度自动化,目前已开发出用于提高缝合一致性和缝合效率的高度自动化缝合设备;⑤装配工艺优异,缝合作为一种连接技术,与复合材料其他连接技术(粘接、铆接等)相比,缝合复合材料整体性强,不易产生局部应力集中。
二、主要缝合方式及工艺参数在结构应用上主要采用3种缝合方式,即改进的锁式缝合、链式缝合及簇绒法(tufting)缝合(详见图1所示)。
锁式缝合属于双面缝合,改进的锁式缝合中,缝线被缝针从预制体一侧带入,与底线结套后再由缝针带出进行下一个循环,上线与底线的结套处位于预制体表面,最大限度的减少了预制体厚度方向上的缝线及纤维弯曲及应力集中效应,具体如图1(a)所示。
锁式缝合一般要求预制体具有较小的曲率变化,目前广泛应用于大尺寸壁板边缘缝合及加强筋与蒙皮的连接缝合,缝合厚度可达20mm。
链式缝合属于单面缝合,弯月形的缝针与摆线钩针位于同一边,随着缝针沿缝线方向移动,弯针反复穿透预制体并使绕套相连,具体如图1(b)所示。
三维编织复合材料力学行为研究三维编织复合材料是纺织复合材料的一种,三维编织技术可以制造任意复杂形状的构件并且三维编织复合材料具有更高的抗冲击性能和损伤容限,使三维编织复合材料的研究受到高度的关注。
三维编织陶瓷基复合材料还具有轻质、耐高温、抗冲刷性能好的特点,是航天、航空发动机以及航天飞机热结构用的理想材料。
对于三维编织复合材料尤其是三维编织陶瓷基复合材料力学行为的认识还只是处于初级阶段,还需要一个逐步认识逐步了解的过程。
只有对三维编织复合材料的力学性能进行更深入的研究,才能更好地指导材料的设计和应用。
基于这一前提,本文对三维编织复合材料的力学行为进行了研究。
本文的研究工作主要包括: 1.通过对三维编织T300/QY9512树脂基复合材料和三维编织C/SiC陶瓷基复合材料的基本力学性能进行试验,系统地研究了这两种材料的基本力学性能、应力—应变曲线特性、损伤演化、破坏特征以及其声发射特性,发现两种复合材料具有相同的拉伸破坏模式和压缩破坏模式,拉伸破坏主要是由纤维束断裂控制,而压缩破坏则主要表现为界面的滑移和纤维束的剪切和压缩的破坏;两种复合材料的四点弯曲模量和强度均高于拉伸值,与单向复合材料明显不同,这是因为编织结构的表面和内部不同,表面的模量和强度均比内部高的缘故。
2.同时我们还发现三维编织C/SiC复合材料具有以下特性:拉伸、压缩的应力—应变曲线具有明显的非线性特性,这种伪塑性特性是因为材料内部有大量的初始孔穴和微裂纹,加载的过程中材料的损伤缓慢发展导致的;声发射数据表明在达到破坏载荷的70%~80%之前,损伤发展较慢,但之后损伤迅速发展,直到破坏;通过加—卸载方法发现在拉伸过程中试件的卸载模量和残余应变和材料的损伤变化有关,提出了用卸载模量和残余应变来表征拉伸试验中损伤演化的非线性方程。
另外,通过进一步的分析发现三维编织C/SiC复合材料中纤维束的就位性能远远低于其摘要原位性能,这正是C/siC复合材料的拉伸性能远低于T300/QY9512复合材料的主要原因。
三维编织复合材料研究及应用现状作者:王海雷高艳秋范雨娇来源:《新材料产业》2017年第03期三维编织复合材料是利用编织技术,把经向、纬向及法向的纤维束(或纱线)编织成一个整体,即为预成型结构件(简称“预制体”),然后以预制体作为增强材料进行树脂浸渍固化而形成的复合材料结构。
由于增强纤维在三维空间多向分布,阻止或减缓了冲击载荷作用下复合材料层间裂纹的扩展,使得复合材料层间性能大大提升。
因此,三维编织复合材料较普通层合复合材料具有更高的冲击损伤容限和断裂韧性。
三维编织技术可按实际需要设计纤维数量,整体织造复杂形状的零部件和一次完成组合件,减少二次加工量,如加筋壳、开孔结构的制造等,因而经济性好、成本低、制造周期短。
此外,三维编织复合材料可适用于各种复杂几何形状的织造,稳定性和整体性高,可设计性强,可通过改变编织方式、编织角、纱线密度等参数满足某些特定的工程需求。
基于以上各种优势,三维编织复合材料得到了迅速的发展,并且受到工程界的普遍关注[1]。
一、细观模型的研究进展三维编织复合材料细观结构的研究始于20世纪80年代初,比如Ko和Pastore的单胞织物几何模型(FGM),Ma和Yang的“米”字型单胞模型以及Yang提出的“纤维倾斜模型”,这些都属于简单的等效理论的范畴。
20世纪90年代以后,数值仿真能力得到大大提高,人们开始对三维编织复合材料的成型、编织程序、纱线在编织过程中的走向等进行更深入、完善的研究。
Du和Ko在单胞理论的基础上研究了编织参数与三维编织复合材料的纤维编织角及纤维体积含量之间的关系。
Sun[2]将数字化方法成功地用于研究复杂微观结构的三维编织矩形预成型体,准确地分析了纱线相互作用和横截面的变形情况,并对比了拓扑模型和数字化方法预测材料微结构的差异,在此2种模型的基础上运用体积平均法计算了三维矩形编织复合材料的抗拉刚度,剪切刚度和泊松比等力学性能,用拓扑模型计算得来的抗拉刚度,剪切刚度值均低于数字化方法,泊松比的值则较为近似。

三维纬编针织物编织工艺的研究及其CAD系统的开发
本文根据三维纬编针织物的编织原理和方法,建立了典型三维成形针织物的数学模型,对所开发的三维成形针织物CAD系统的结构、功能及操作做了简要介绍,并运用科学的数据分析方法,对影响三维纬编针织物质量的因素进行了全面、详尽的分析和讨论,论述了将间隔织物与成形织物的编织技术结合起来,在电脑横机上编织具有真正三维结构成形织物的工艺原理和方法。
本文总结出的一套采用高性能纤维在电脑横机上编织三维纬编针织物的工艺设计和优化方法,使成形织物的质量大幅度提高。
课题的研究对加快三维纬编针织物在产业领域的推广和应用起到了积极的作用。
三维正交织物的织造方式毕业摘要随着三维纺织增强复合材料愈来愈多地应用到各个领域,使得三维纺织预制件的制造与改良也成为了纺织行业的新一课题。
本文采用不同的织造方式——经向接结、纬向接结、缝合连接来织造三维织物,探讨不同织造方式引起的不同的纱线屈曲、纤维取向、纤维体积分数、织物密度等对三维纺织预制件的力学性能的影响,给今后三维纺织预制件的制造提供一定的参考。
关键词:经向接结;纬向接结;缝合连接;复合材料;强度试验ABSTRACTWith the three-dimensional textile reinforced composites increasingly applied to various fields, making three-dimensional textile manufacturing and improved preform textile industry has become a new topic. In this paper, using different weaving methods-binder warp, weft stitching, weaving three-dimensional fabric sewn connections, explore different yarns woven in different ways due to buckling, fiber orientation, fiber volume fraction, three-dimensional textile fabric density affect the mechanical properties of the preform to the future three-dimensional textile preform manufacture to provide a reference.Keywords: warp binder; zonal stitching; stitched connection; composite materials; strength test目录0 前言 (1)1 三维复合材料概述 (2)1.1 几种常见的三维纺织增强复合材料 (2)1.1.1 三维正交机织物 (2)1.1.2 缝合连接三维纺织复合材料预制件 (3)1.1.3 角连锁三维机织物 (3)1.1.4 三维蜂窝状织物 (4)1.1.5 三维编织复合材料 (4)1.2 三维编织增强复合材料的应用 (5)1.2.1 航空航天领域的应用 (5)1.2.2 船舰领域的应用 (6)1.2.3 土工建筑领域的应用 (6)1.2.4 军事领域的应用 (6)77 2 实验材料及装置设备 (8)2.1 实验原料的选择 (8)2.1.1 几种常用的三维纺织品原料 (8)2.1.2 材料性能及可织造性的分析 (8)2.1.3 本次实验选用的纱线原料 (9)2.2 主要实验设备及用具 (10)2.2.1 实验装置 (10)2.2.2 实验用具 (12)3 实验试样的织造及力学性能测试 (13)3.1 经向接结的三维正交织物的织造 (13)3.1.1 织造前准备 (13)3.1.2 穿综 (13)3.1.3 穿筘 (15)3.1.4 织造 (15)3.2 纬向接结的三维正交织物的织造 (17)3.2.1 穿综穿筘 (17)3.2.2 织造 (17)3.3 平纹布的织造及缝合 (18)3.3.1 平纹布上机图 (18)3.3.2 平纹布的缝合 (18)3.3.3 缝合层数的选择 (19)3.4 三种试样力学性能测试 (20)3.4.1 实验参数 (20)3.4.2 实验过程 (20)3.4.3 实验数据 (21)4 实验结果与讨论 (22)4.1 三维织物强度理论公式 (22)4.2 本次实验结果与理论公式得出结果之比较 (23)5 总结 (25)0 前言在航空航天领域对高性能复合材料新需求的推动下,从20世纪80年代起,三维纺织技术得到了迅速发展。
基于空间群P4对称性的三维编织材料的结构及工艺研究基于空间群P4对称性的三维编织材料的结构及工艺研究摘要:三维编织材料是一种新型的复合材料,具有较高的强度和轻质化特性。
本文研究了基于空间群P4对称性的三维编织材料的结构及工艺,并对其性能进行了分析和评估。
结果表明,该材料具有良好的力学性能和热稳定性,适用于广泛的工程应用。
1. 引言三维编织材料是一种通过在三个空间坐标方向上同时实现扭曲和交叉编织的复合材料。
它具有很高的韧性、强度和轻质化特性,被广泛应用于航空航天、汽车、建筑等领域。
2. 空间群P4对称性的基本原理空间群是描述晶体结构具有的对称性的数学概念。
P4对称性意味着晶格具有二阶轴对称性和平面对称性。
在P4对称性下,晶体结构具有四重旋转轴和二重反射面。
这种对称性能够使编织材料具有更好的力学性能和稳定性。
3. 三维编织材料的结构设计基于空间群P4对称性,我们设计了一种三维编织材料的结构。
该结构具有由纤维网格交织而成的一系列微观层级。
我们通过调整纤维编织的角度、纤维密度和纤维种类来控制材料的性能。
在制备过程中,我们使用了电子束熔化成型和快速凝固技术,以保证材料的均匀性和完整性。
4. 材料性能的分析和评估通过实验测试和数值模拟,我们对所设计的三维编织材料的力学性能和热稳定性进行了分析和评估。
实验结果表明,该材料具有较高的强度、韧性和刚度,并且能够在高温环境下保持较好的稳定性。
数值模拟结果与实验结果吻合较好,验证了所设计材料的可行性和可靠性。
5. 工艺优化和应用前景通过对制备工艺的优化,我们进一步提高了材料的性能和稳定性。
通过改变纤维编织的方式和增加功能性纤维的使用,我们使该材料适用于更广泛的工程应用。
6. 结论基于空间群P4对称性的三维编织材料具有良好的力学性能和热稳定性。
它在航空航天、汽车和建筑等领域有广阔的应用前景。
未来的研究可以进一步优化制备工艺,探索新型编织结构和纤维材料的应用,以满足不同领域的需求。
三维虚拟服装缝合技术及布料仿真的研究与实现的开题报告一、研究背景和意义随着时代的发展,人们对服装的需求不断增加,对于服装的样式和质量要求也越来越高。
为了满足顾客的需求,设计师需要不断地试穿,并不断调整细节。
但是,这一过程需要花费大量的时间和金钱。
同时,传统的试穿方式也很难满足个性化、多样化的需求。
为了解决这些问题,三维虚拟服装缝合技术应运而生。
其可以实现服装的三维建模,缩短设计周期,同时减少成本。
在此基础上,还可以进行布料仿真,为设计师提供更多的参考。
二、研究内容和目的本次研究的主要内容包括三维虚拟服装缝合技术和布料仿真。
我们将建立一个三维模型库,包含各种类型的服装和布料。
然后,我们将开发一套缝合算法,基于物理模型和人体解剖学知识,自动进行缝合。
同时,我们将使用有限元方法模拟布料的动态行为,辅助设计师进行成衣效果的评估。
本次研究的目的是探索三维虚拟服装缝合技术和布料仿真的应用,为服装设计领域提供一个高效便捷的设计工具,提高设计效率,降低成本。
三、研究方法和技术路线本次研究的方法主要包括:三维建模、缝合算法、布料模拟和系统实现。
首先,我们将采用Reallusion和Marvelous Designer等三维建模软件进行建模。
其次,我们将开发一套基于物理模型的缝合算法,对服装进行自动缝合。
然后,我们将使用有限元法进行布料仿真。
最后,我们将设计和实现一套系统,包括三维建模、缝合、布料仿真和成衣效果展示。
具体的技术路线如下:1. 收集服装和布料的三维数据,并进行处理,建立库。
2. 开发一套基于物理模型的缝合算法,实现服装自动缝合。
3. 使用有限元法进行布料仿真,模拟布料在运动中的动态行为。
4. 设计和实现系统,包括三维建模、缝合、布料仿真和成衣效果展示。
四、预期结果和贡献本次研究的预期结果包括:建立一个三维模型库,实现自动缝合算法和布料仿真,设计和实现一套系统,包括三维建模、缝合、布料仿真和成衣效果展示。
三维编织物的缝合连接技术研究
南京鑫鼎纤维材料有限公司专业研制三维编织织物、二维半织物、正交三向织物、缝合织物、碳纤维布等。
三维编织复合材料是一种整体网状结构的复合材料,是20世纪80年代随三维整体编织技术的出现而产生的。
它不但克服了传统的层板复合材料分层、开裂敏感和损伤扩展快,厚度方向强度低,抗冲击损伤性能差等缺点,而且拥有良好的可设计性、可制作整体异型制件等优点。
因此,在结构材料领域中受到极大关注[1]。
随着三维编织复合材料应用领域的逐步扩大,实际应用对其提出了新的问题。
单一的三维编织技术往往不能满足复杂形状预制件一次编织成型,必须通过连接才能满足工程设计和整体性的要求。
因此连接设计在三维编织复合材料结构中也是必不可少的关键环节。
三维编织复合材料的连接包含两个方面的内容,一是预制件的缝合连接;二是成型复合材料的胶接。
到目前为止,很多学者对第二个方面的内容进行了研究。
Kinloch[2]研究了影响结构胶接接头性能的大部分因素,认为胶接剂的应力-应变特性是影响接头强度的最重要的材料性能。
Har-tsmith[3,4]已经对胶接接头,特别对先进纤维复合材料与金属材料的胶接接头进行了全面的设计研究。
缝合技术作为一种三维编织预制件的连接方法,有效地解决了三维编织制作复杂形状异型件存在的局限性。
但对于缝合连接处的工艺设计和连接强度问题,国内外相关研究资料还很少。
本文主要就缝合连接技术,缝合连接形式以及缝合连接破坏模式进行探讨,以期为进一步开发和利用缝合与三维编织相结合的异型复合材料起到积极作用。
1 三维编织技术
三维编织技术是二维编织的拓展。
它通过携纱器精确地沿着预先确定的轨迹在平面上移动,使许多同一方向排列的纤维相互交织构成网状的整体结构,最后打紧交织面而形成不同形状的预制件。
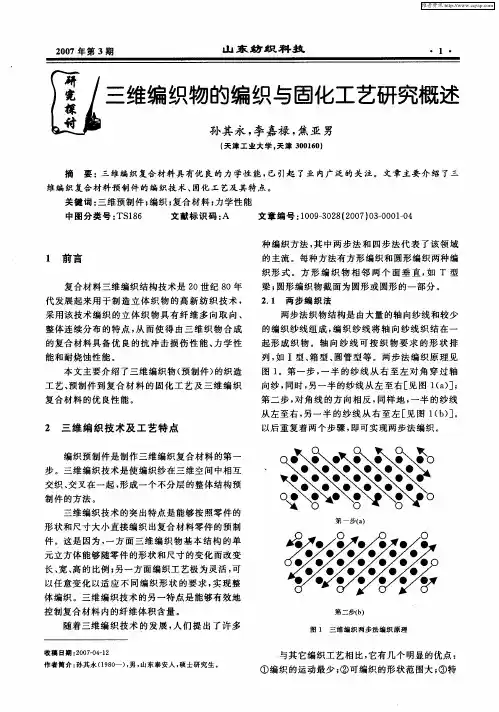
二步法和四步法编织代表了该领域的主流。
每种方法有方形编织和圆形编织两种形式。
四步法编织既可以只有编织纱系统,也可以有编织纱和轴纱两个纱线系统。
编织纱的携纱器沿行向和列向交替运动,形成“z”字形运动轨迹,并沿斜向穿过内部区域,运动到边界后停顿一步后,改变运动方向返回到内部区域。
所有的携纱器遍历所有的边界,经过若干步后回到初始位置。
轴纱均匀地加在编织纱中间,每根轴纱周围都被编织纱交织包绕。
由于纱线的一个运动循环分为四步,故称四步法。
而二步法编织必须有编织纱和轴纱两个纱线系统。
在编织过程中,轴纱静止不动,编织纱按一定规律在轴纱间相互交错运动,并把轴纱绑紧形成三维编织预制件。
其纱线在机器上的排列形式经过两个运动步骤后,恢复到初始状态。
三维编织预制件和复合材料除了有着传统复合材料所固有的优点外,例如重量轻、强度高等,还有着以下几个独特的优点[5]:①三维编织预制件从理论上讲可以达到任意的厚度,并且厚度方向有增强纤维通过;②采用三维编织技术可以直接编织成不同形状的异型整体件;③三维编织预制件的纱线结构具有可设计性;④采用三维编织技术完全可以实现对高性能纤维的编织。
2 缝合技术及工艺参数
缝合技术发展至今已有悠久的历史,但它在复合材料领域的应用才不过几十年,并且多被应用在缝合层合板复合材料上。
它是提高结构损伤容限和层间断裂韧性的有效途径。
缝合工艺使用碳、玻璃、Kevlar做成的缝合线在工业缝纫机上对织物进行厚度方向的缝合。
缝线仅占复合材料纤维体积含量的百分之几。
目前芳纶纤维由于其特殊的耐磨性、良好的抗冲击韧性和较低的纤维密度,在缝合过程中得到广泛应用。
锁式缝合和链式缝合[6,7]是缝合线迹的两种基本型式,如图1所示。
锁式缝合会在面纱与底纱之间形成两个缝合线圈,在织物中间相交,产生应力集中;点改进的锁式缝合可以穿过织物厚度,提高分层韧性和损伤容限,因此使用较多;链式缝合类似于针织,缝合线多次挠曲,操作复杂,使用较少。
缝合工艺参数决定复合材料的结构参数和力学性能以及连接工艺过程所产生的残余应力。
主要的缝合工艺参数有缝线的股数、缝合密度、缝合方向及缝合针等。
(1)缝线的股数
Kevlar纤维纱线加捻合股制成缝合线,加捻的目的是使其成为圆形截面和更紧密地结合,这样易于穿过针眼和有良好的耐磨损性,然而加捻成股后,纤维的强度下降约35%[8]。
(2)缝合密度
缝合过程中,缝针会对各个方向的纤维造成一定程度的损伤。
缝合密度越大,缝针穿过的次数越多,纤维受损伤的程度就越严重;缝合密度越小,厚度方向的纤维数量也就越少,阻止厚度方向破坏的力也就越小。
因此必须选择适当的缝合密度。
(3)缝合方向
常采用的缝合角度有0°、45°、90°等。
(4)缝合针
缝合过程中如果针尖太锋利,纤维很容易被缝针切断,使性能降低;反之,如果针尖太钝,针尖进入纤维的阻力太大,不利于缝合效率的提高。
只有选择适当的缝针,才会既可最小限度地损伤纤维又可最大限度地提高缝合效率。
3 缝合连接三维编织技术
当连接件比较薄时,可采用单搭接连接,在图2所示的搭接端头DB和CA处,由于没有纤维通过,只是靠树脂与整体胶接在一起,所以拉伸时承力很小,主要为BF或AE(即一半厚度的构件)承力,端头处是整个构件中最薄弱的部分,强度最低。
对于中等厚度板,采用双搭接缝合连接比较适宜。
这样可以使搭接端头分布在尽可能多的截面上,从而提高搭接端头处的强度。
对于形状异常复杂的制品,可采用增加搭接层数的办法,这样有利于不同结构与形状的变化,如预留孔、预留凹槽等,同时每层厚度也可通过减少纱线等改变编织工艺达到变化几何形状的目的。
当连接件很厚时,宜选用斜面搭接缝合连接,其搭接角度在6~8°范围[10]可获得很高的连接效率。
但是,由于所需角度非常小,工艺上很难实现。
因此,对厚的连接件通常采用阶梯形搭接缝合连接,这种形式可以通过编织过程中的减纱工艺来得到。
阶梯形搭接缝合连接具有双搭接缝合连接和斜面搭接缝合连接两种连接的特性,通过增加台阶数,使之接近于斜面搭接连接角(一般6~8°),同样可获得较高的连接效率。
选用何种搭接方式主要是根据制件的几何形状的变化的复杂性开设不同形状的窗口、预留不同形状的凹糟、预埋各种金属件等具体情况来决定,并且要使缝合连接工艺尽可能简单、成本尽可能低、连接强度尽可能大。
3.2 缝合连接基本破坏模式
实验表明,缝合连接在拉伸载荷作用下,出现的主要破坏模式可能有以下四种,见图4:①接头端部(如图所示CE面或DF面)的拉伸破坏;②缝合区域(如图所示AB面)剪切破坏;③接头两端(如图所示CE面与DF面)同时拉伸破坏;④剥离破坏(如图中所示搭接区域的界面发生破坏)。
除这四种基本破坏模式外,还可能会发生组合破坏。
缝合连接发生何种模式破坏,与缝合连接形式、连接件的厚度、搭接长度、缝合工艺参数、编织物的结构及载荷性质有关。
在连接几何参数中,缝合连接件的厚度起着极为重要的作用。
当连接件很薄,连接强度足够时,连接件发生拉伸破坏;当连接件较厚,偏心力矩尚小时,易在连接区域发生剪切破坏;当连接件厚度到一定程度,搭接长度不够时,在偏心力矩作用下,将发生剥离破坏。
剥离破坏将使缝合连接的承载能力显著下降,应力求避免。
4 结语
缝合技术作为一种复合材料预制件的有效连接方法,与三维编织的结合可以很好地满足实际应用中对复杂形状预制件的要求,从而进一步拓宽三维编织复合材料的应用领域。
为了最大程度的发挥缝合连接三维编织技术的优势,我们还需要进一步研究和探讨搭接长度以及缝合工艺参数对连接强度的影响,确立能够指导设计和实际生产的工艺方法及技术参数。
相信随着研究的深入,缝合连接三维编织复合材料的性能会越来越完善,应用也会越来越广。