实验一 端面圆跳动和径向全跳动的测量
- 格式:doc
- 大小:112.50 KB
- 文档页数:3

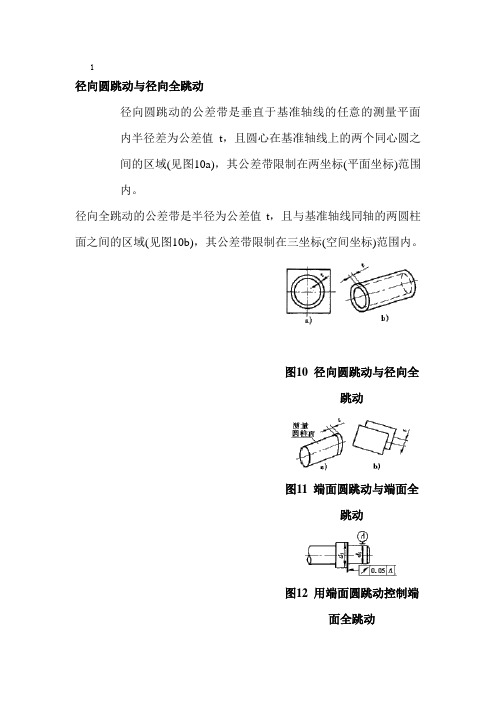
径向跳动和公差径向圆跳动与径向全跳动径向圆跳动的公差带是垂直于基准轴线的任意的测量平面内半径差为公差值t,且圆心在基准轴线上的两个同心圆之间的区域(见图10a),其公差带限制在两坐标(平面坐标)范围内。
径向全跳动的公差带是半径为公差值t,且与基准轴线同轴的两圆柱面之间的区域(见图10b),其公差带限制在三坐标(空间坐标)范围内。
图10 径向圆跳动与径向全跳动图11 端面圆跳动与端面全跳动图12 用端面圆跳动控制端面全跳动图13斜向圆跳动由于径向全跳动测量比较复杂,所以经常用测量径向圆跳动来限制径向全跳动。
必须指出,在用测量径向圆跳动代替径向全跳动时,应保证被测量圆柱面上的母线对基准轴线的平行度,或者是被测量圆柱面的轴向尺寸较小,并借助于工艺方法可以保证母线对基准轴线平行度误差不大时,方可应用。
为确保产品质量,应使径向圆跳动误差值与母线对基准轴线的平行度误差之和小于或等于所要求的径向全跳动公差值。
2端面圆跳动与端面全跳动端面圆跳动的公差带是在与基准轴线同轴的任一直径位置的测量圆柱面上沿母线方向宽度为t的圆柱面区域(见图11a)。
端面全跳动的公差带是垂直于基准轴线,距离为公差值t的两平行平面之间的区域(见图11b)。
显然端面圆跳动仅仅是端面全跳动的一部分,两者作用效果是不同的。
应该根据功能要求来确定是标注端面全跳动还是端面圆跳动。
通常,只有当端面的平面度足够小时,才能用端面圆跳动代替端面全跳动。
例如,对于安装轴承的轴肩,因其径向尺寸(d1-d2)较小,可以用控制端面圆跳动误差来达到控制端面全跳动的目的(见图12)。
3径向圆跳动与斜向圆跳动对于圆锥表面和对称回转轴线的成形表面一般应标注斜向圆跳动。
只有当锥面锥角较小时(如α≤10°)才可标注径向圆跳动代替斜向圆跳动,以便于检测。
如图13所示,设径向圆跳动误差为H,斜向圆跳动误差为h,则:h=Hcosα。
五、跳动公差与其他形位公差4径向圆跳动、圆度、同轴度径向圆跳动是一项综合性公差,它不仅控制了同轴度误差,同时也包含了圆度误差。
径向圆跳动与径向全跳动径向圆跳动的公差带是垂直于基准轴线的任意的测量平面内半径差为公差值t,且圆心在基准轴线上的两个同心圆之间的区域(见图10a),其公差带限制在两坐标(平面坐标)范围内。
径向全跳动的公差带是半径为公差值t,且与基准轴线同轴的两圆柱面之间的区域(见图10b),其公差带限制在三坐标(空间坐标)范围内。
图10 径向圆跳动与径向全跳动图11 端面圆跳动与端面全跳动图12 用端面圆跳动控制端面全跳动图13斜向圆跳动由于径向全跳动测量比较复杂,所以经常用测量径向圆跳动来限制径向全跳动。
必须指出,在用测量径向圆跳动代替径向全跳动时,应保证被测量圆柱面上的母线对基准轴线的平行度,或者是被测量圆柱面的轴向尺寸较小,并借助于工艺方法可以保证母线对基准轴线平行度误差不大时,方可应用。
为确保产品质量,应使径向圆跳动误差值与母线对基准轴线的平行度误差之和小于或等于所要求的径向全跳动公差值。
端面圆跳动与端面全跳动端面圆跳动的公差带是在与基准轴线同轴的任一直径位置的测量圆柱面上沿母线方向宽度为t的圆柱面区域(见图11a)。
端面全跳动的公差带是垂直于基准轴线,距离为公差值t的两平行平面之间的区域(见图11b)。
显然端面圆跳动仅仅是端面全跳动的一部分,两者作用效果是不同的。
应该根据功能要求来确定是标注端面全跳动还是端面圆跳动。
通常,只有当端面的平面度足够小时,才能用端面圆跳动代替端面全跳动。
例如,对于安装轴承的轴肩,因其径向尺寸(d1-d2)较小,可以用控制端面圆跳动误差来达到控制端面全跳动的目的(见图12)。
3径向圆跳动与斜向圆跳动对于圆锥表面和对称回转轴线的成形表面一般应标注斜向圆跳动。
只有当锥面锥角较小时(如α≤10°)才可标注径向圆跳动代替斜向圆跳动,以便于检测。
如图13所示,设径向圆跳动误差为H,斜向圆跳动误差为h,则:h=Hcosα。
五、跳动公差与其他形位公差4径向圆跳动、圆度、同轴度径向圆跳动是一项综合性公差,它不仅控制了同轴度误差,同时也包含了圆度误差。

互换性与测量技术实验指导书测控技术教研室机械与汽车工程学院实验一尺寸误差测量一、实验目的1.了解立式光学计的测量原理。
2.熟悉用立式光学计测量外径的方法。
3.加深理解计量器具与测量方法的常用术语。
二、实验内容1.用立式光学计测量赛规。
2.根据测量结果,按国家标准GBl957—81《光滑极限量规》查出被测塞规的尺寸公差和形状公差,作出适用性结沦。
三、测量原理及计量器具说明投影立式光学计用于长度测量,其测量方法属于接触测量,一般用相对测量法测量轴的尺寸。
光学计比较仪是一种精密度较高、结构简单的常用光学仪器,除主要用于轴类零件的精密测量外,还用来检定5等(3、4级)量块。
本仪器采用光学投影读数方法,它操作方便、工作效率较高。
同时本仪器的投影屏采用腊屏新技术,并在其腊屏前设置一块读数放大镜,对提高刻线的成像质量及整个视场获得较匀称的主观亮度有一定的效果。
(一)仪器结构:仪器结构如图1-1所示,投影光学计管是由上端壳体12及下端测量管17二部分组成的,上端壳体12内装有隔热片、分线板、反射棱镜、投影物镜、直角棱镜、反射镜、投影屏及放大镜等光学零件,在壳体的右侧上装有调节零位的微动螺钉4,转动微动螺钉4可使分划板得到一个微小的移动而使投影屏上的刻线迅速对准零位。
测量管17插入仪器主体横臂7内,其外径为φ28d,在测量管17内装有准直物镜,平面反射镜及光学杠杆放大系统的测量杆,测帽9装在测量杆上,测量杆上下移动时,测量杆上端的钢珠顶起平面反射镜,致使平面反射镜座以杠杆板上的另二颗钢珠为摆动轴,而倾斜一个φ角,其平面反射镜与测量杆是由二个抗拉弹簧牵制,对测定量块或量规有一定的压力。
测量杆下端露在测量管17外,以备套上各种带有硬质合金头的测帽。
测量杆的上下升降是借助于测帽提升器9的杠杆作用,立式提升器9上有一个滚花螺钉,可以调节其上升距离,达到方便地使被测工件推入测帽下端,并靠两个抗拉弹簧的拉力使测头与被测工件良好接触。

公差实训报告实验报告实验课程:学生姓名:学号:专业班级:南昌大学实验报告学生姓名:学号:专业班级:实验类型:□验证□综合□设计□创新实验日期:实验成绩:实验一、公差与技术测量综合性实验一、实验项目名称公差与技术测量综合性实验二、实验目的为了使学生对《公差与技术测量》这门课程有一个整体、深入的认识,联系提高学生动手能力及工程实践能力。
开设该综合性实验,使学生能根据被测量零件,从已有的实验设备中选择合理测量仪器,确定测量方法步骤,并对零件的合格性与否做出相应的判断。
三、实验基本原理数字立式光学计光学主要用作相对法测量轴尺寸,在测量前先用量块或标准件对准零位,被测尺寸和量块尺寸的差值可在仪器的显示。
内径百分表也使用相对法测量孔尺寸。
表面粗糙度仪采用针描法测量。
四、主要仪器设备及耗材1、数字立式光学计2、涨簧式内径百分表3、表面粗糙度测量仪4、量块五、实验步骤1、根据给出的零件及其设计图纸,确定检测项目。
2、针对检测项目及其精度,选择合适的测量仪器。
3、就检测项目和选定的仪器,制定各检测步骤。
4、分别进行各项检测,并记录检测结果。
5、分析实验结果,得出结论。
1试验图8待检测零件六、实验数据及处理结果1、轴尺寸记录表2、孔尺寸记录表23、检测跳动误差记录表4、检测表面粗糙度的记录表34、结论4互换性与测量技术姓名:班级:学号:指导老师:同组人:公差实验报告王泉10模具10311140陈敏徐志豪12345姓名:专业:年级:学号:课任教师:批阅时间:分数:实验名称:千分尺的使用一.实验目的二.实验原理三.实验器材:四.实验过程五.数据记录与处理1.数据记录2.数据处理:六、实验总结实验报告实验课程:公差与技术测量学生姓名:学专业班级:南昌大学实验报告学生姓名:学号:5专业班级:实验类型:□验证□综合□设计□创新实验日期:实验成绩:实验一、公差与技术测量综合性实验一、实验项目名称公差与技术测量综合性实验二、实验目的为了使学生对《公差与技术测量》这门课程有一个整体、深入的认识,联系提高学生动手能力及工程实践能力。

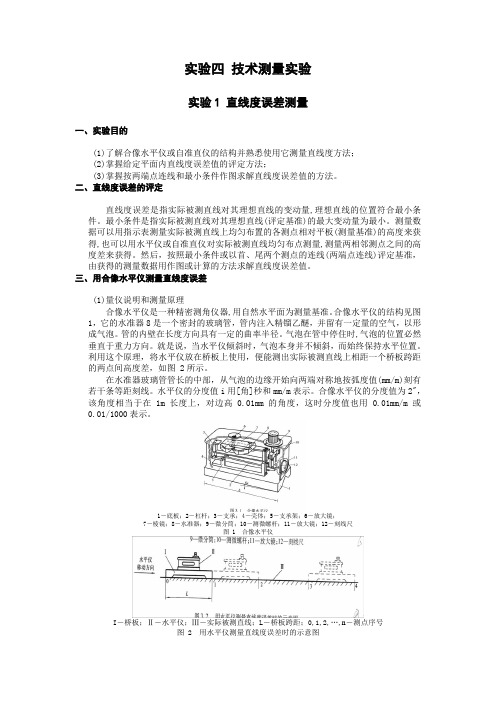
实验四技术测量实验实验1 直线度误差测量一、实验目的(1)了解合像水平仪或自准直仪的结构并熟悉使用它测量直线度方法;(2)掌握给定平面内直线度误差值的评定方法;(3)掌握按两端点连线和最小条件作图求解直线度误差值的方法。
二、直线度误差的评定直线度误差是指实际被测直线对其理想直线的变动量,理想直线的位置符合最小条件。
最小条件是指实际被测直线对其理想直线(评定基准)的最大变动量为最小。
测量数据可以用指示表测量实际被测直线上均匀布置的各测点相对平板(测量基准)的高度来获得,也可以用水平仪或自准直仪对实际被测直线均匀布点测量,测量两相邻测点之间的高度差来获得。
然后,按照最小条件或以首、尾两个测点的连线(两端点连线)评定基准,由获得的测量数据用作图或计算的方法求解直线度误差值。
三、用合像水平仪测量直线度误差(1)量仪说明和测量原理合像水平仪是一种精密测角仪器,用自然水平面为测量基准。
合像水平仪的结构见图1,它的水准器8是一个密封的玻璃管,管内注入精镏乙醚,并留有一定量的空气,以形成气泡。
管的内壁在长度方向具有一定的曲率半径。
气泡在管中停住时,气泡的位置必然垂直于重力方向。
就是说,当水平仪倾斜时,气泡本身并不倾斜,而始终保持水平位置。
利用这个原理,将水平仪放在桥板上使用,便能测出实际被测直线上相距一个桥板跨距的两点间高度差,如图 2所示。
在水准器玻璃管管长的中部,从气泡的边缘开始向两端对称地按弧度值(mm/m)刻有若干条等距刻线。
水平仪的分度值i用[角]秒和mm/m表示。
合像水平仪的分度值为2",该角度相当于在1m长度上,对边高0.01mm的角度,这时分度值也用0.01mm/m或0.01/1000表示。
1-底板;2-杠杆;3-支承;4-壳体;5-支承架;6-放大镜;7-棱镜;8-水准器;9-微分筒;10-测微螺杆;11-放大镜;12-刻线尺图 1 合像水平仪I-桥板;Ⅱ-水平仪;Ⅲ-实际被测直线;L-桥板跨距;0,1,2,…,n-测点序号图 2 用水平仪测量直线度误差时的示意图参看图 1和图 3,测量时,合像水平仪水准器8中的气泡两端经棱镜7反射的两半像从放大镜6观察。
实验2-4 用摆差测定仪测量跳动度误差一、实验目的1.掌握径向圆跳动、径向全跳动和端面圆跳动的测量方法。
2.理解圆跳动、全跳动的实际含义。
二、仪器简介摆差测定仪主要由干分表、悬臂、支柱、底座和顶尖座组成,仪器外观及测量示意如图2-10所示。
图2-10中各零部件名称、代号如下:底座l、滑板2、调整滑扳手轮3、顶尖座固定螺钉4、顶尖固定螺钉5、顶尖座6、调整悬臂升降螺母7、回转盘8、提升千分表搬手9和千分表10。
图2-10三、实验步骤与数据处理本实验的被测工件是以中心孔为基准的轴类零件如图2-11所示。
图2-111.径向因跳动误差的测量测量时,首先将轴类零件安装在两顶尖间,使被测工件能自由转动且没有轴向窜动。
调整悬臂升降螺母至干分表以一定压力接触零件径向表面后,将零件绕其基准轴线旋转一周,若此时千分表的最大读数和最小读数分别为min max a 和a 时,则该横截面内的径向回跳动误差为同法测量n 个横截面上的径内圆跳动,选取其中最大者即为该零件的径向圆跳动误差。
2.端面圆跳动误差的测量零件支承方法与测径向跳动相同,只是测头通过附件(用万能量具时,千分表测头与零件端面直接接触)与端面接触在给定的直径位置上。
零件绕其基准轴线旋转一周,这时千分表的最大读数和最小读数之差为该零件的端面圆跳动误差。
若被测端面直径较大,可根据具体情况,在不同直径的几个轴向位置上测量端面圆跳动值,取其中的最大值作为测量结果。
3.径向全跳动误差的测量径向全跳动的测量方法与径向回跳动的测量方法类似,但是在测量过程中,被测零件应连续回转,且指示表沿基准轴线方向移动(或让零件移动).则指示表的最大读数差即为径向全跳动。
四、思考题1. 径向圆跳动测量能否代替同轴度误差测量?能否代替圆度误差测量?2. 端面圆跳动能否完整反映出端面对基准轴线的垂直度误差?。
各种跳动1.径向圆跳动与径向全跳动径向圆跳动的公差带是垂直于基准轴线的任意的测量平面内半径差为公差值t,且圆心在基准轴线上的两个同心圆之间的区域(见图),其公差带限制在两坐标(平面坐标)范围内。
径向全跳动的公差带是半径为公差值t,且与基准轴线同轴的两圆柱面之间的区域(见图),其公差带限制在三坐标(空间坐标)范围内。
由于径向全跳动测量比较复杂,所以经常用测量径向圆跳动来限制径向全跳动。
必须指出,在用测量径向圆跳动代替径向全跳动时,应保证被测量圆柱面上的母线对基准轴线的平行度,或者是被测量圆柱面的轴向尺寸较小,并借助于工艺方法可以保证母线对基准轴线平行度误差不大时,方可应用。
为确保产品质量,应使径向圆跳动误差值与母线对基准轴线的平行度误差之和小于或等于所要求的径向全跳动公差值。
2.端面圆跳动与端面全跳动端面圆跳动的公差带是在与基准轴线同轴的任一直径位置的测量圆柱面上沿母线方向宽度为t的圆柱面区域(见图)。
端面全跳动的公差带是垂直于基准轴线,距离为公差值t的两平行平面之间的区域(见图)。
显然端面圆跳动仅仅是端面全跳动的一部分,两者作用效果是不同的。
应该根据功能要求来确定是标注端面全跳动还是端面圆跳动。
通常,只有当端面的平面度足够小时,才能用端面圆跳动代替端面全跳动。
例如,对于安装轴承的轴肩,因其径向尺寸(d1-d2)较小,可以用控制端面圆跳动误差来达到控制端面全跳动的目的(见图)。
3.径向圆跳动与斜向圆跳动对于圆锥表面和对称回转轴线的成形表面一般应标注斜向圆跳动。
只有当锥面锥角较小时(如α≤10°)才可标注径向圆跳动代替斜向圆跳动,以便于检测。
如图所示,设径向圆跳动误差为H,斜向圆跳动误差为h,则:h=Hcosα。
跳动公差与其他形位公差1.径向圆跳动、圆度、同轴度径向圆跳动是一项综合性公差,它不仅控制了同轴度误差,同时也包含了圆度误差。
当被测圆柱面的轴线与基准线同轴时,由于被测要素存在圆度误差,因此会出现径向圆跳动误差;当被测要素为理想圆,但存在同轴度误差时,也会出现径向圆跳动误差。
圆跳与全跳动的区别在形位公差中,根据测量时零件围绕基准线等的不同,跳动可以分为圆跳动和全跳动。
圆跳动圆跳动:是指被测实际表面绕基准轴线作无轴向移动的回转时,在指定方向上指示器测得的最大读数差。
圆跳动分径向,端面和斜向三种.跳动的名称是和测量相联系的.测量时零件绕基准轴线回转.测量用指示表的测头接触被测要素.回转时指示表指针的跳动量就是圆跳动的数值.指示表测头指在圆柱面上为径向圆跳动,指在端面为端面圆跳动,垂直指向圆锥素线上为斜向圆跳动。
全跳动全跳动:是指被测实际表面绕基准轴线无轴向移动的回转,同时指示器作平行或垂直于基准轴线的移动,在整个过程中指示器测得的最大读数差。
全跳动公差是关联实际被测要素对其理想要素的允许变动量.当理想要素是以基准轴线为轴线的圆柱面时,称为径向全跳动;当理想要素是与基准轴线垂直的平面时,称为端面(轴向)全跳动.圆跳动公差圆跳动公差是指被测要素在某个测量截面内相对于基准轴线的变动量。
圆跳动分为径向圆跳动、端面圆跳动和斜向圆跳动。
(1)径向圆跳动公差带定义:公差带是在垂直于基准轴线的任一测量平面内,半径为公差值t,且圆心在基准轴线上的两个同心圆之间的区域。
fd圆柱面绕基准轴线作无轴向移动回转时,在任一测量平面内的径向跳动量均不得大于公差值0.05mm。
(2)端面圆跳动公差带定义:公差带是在与基准轴线同轴的任一半径位置的测量圆柱面上沿母线方向距离为公差值t的两圆之间的区域。
当被测件绕基准轴线无轴向移动旋转一周时,在被测面上任一测量直径处的轴向跳动量均不得大于公差值0.05mm。
(3)斜向圆跳动公差带定义:公差带是在与基准轴线同轴,且母线垂直于被测表面的任一测量圆锥面上,沿母线方向距离为公差值t的两圆之间的区域,除特殊规定外,其测量方向是被测面的法线方向。
全跳动公差全跳动公差是关联实际被测要素对理想回转面的允许变动量。
当理想回转面是以基准要素为轴线的圆柱面时,称为径向全跳动;与当理想回转面是与基准轴线垂直的平面时,称为轴向(端面)全跳动。
径向全跳动和端面圆跳动测量方法介绍
一、全跳动
全跳动,也叫全跳动夹,是一种特殊的非接触测量技术,主要用于测
量高精度轴承和丝杆表面的磨损和跳动偏差。
它的工作原理是把探头置于
表面要测量的物体(如轴承和丝杆)上,控制探头的运动,计算探头移动
的角度和距离,以此来计算出表面的磨损和跳动偏差。
在实现高精度测量过程中,全跳动夹技术主要考虑如下因素:
1、角度测量精度:角度精度是衡量跳动测量精度的关键指标,它决
定着测量结果的准确性,要求角度控制的精度要求必须高于跳动测量的精
度要求;
2、表面接触压力:为了保证检测结果的准确性,在进行全跳动夹测量时,要求探头和表面之间的接触压力要足够大;
3、测量方式:全跳动夹技术常用的测量方式有圆周测量和矢量测量;
4、检测示值:为了确保测量结果的准确性,在测量过程中采用一定
数量的检测示值来求出均值,同时考虑偏差。
二、端面圆跳动测量
端面圆跳动测量是一种精密测量的技术,主要用于测量轴承以及其它
有轴心的细长圆柱形零件上的跳动对称性。
实验二端面圆跳动和径向全跳动的测量
(一)实验目的
(1)掌握圆跳动和全跳动误差的测量方法。
(2)加深对圆跳动和全跳动误差和公差概念的理解。
(二)实验内容
用百分表在跳动检查仪上测量工件的端面圆跳动和径向全跳动。
(三)计量器具
本实验所用仪器为跳动检查仪,百分表。
(四)测量原理
如图1-1所示,图a为被测齿轮毛坯简图,齿坯外圆对基准孔轴线A的径向全跳动公差值为t1,右端面对基准孔轴线A的端面圆跳动公差值为t2。
如图b所示,测量时,用心轴模拟基准轴线A,测量Φd圆柱面上各点到基准轴线的距离,取各点距离中最大差值作为径向全跳动误差;测量右端面上某一圆周上各点至垂直于基准轴线的平面之间的距离,取各点距离的最大差值作为端面圆跳动误差。
(a)齿轮毛坯简图(b) 跳动测量示意图
图1-1
(五)测量步骤
(1)图1-1(b)为测量示意图,将被测工件装在心轴上,并安装在跳动检查仪的两顶尖之间。
(2)调节百分表,使测头与工件右端面接触,并有1~2圈的压缩量,并且测杆与端面基本垂直。
(3)将被测工件回转一周,百分表的最大读数与最小读数之差即为所测直径上的端面圆跳动误差。
测量若干直径(可根据被测工件直径的大小适当选取)上的端面圆跳动误差,取其最大值作为该被测要素的
端面圆跳动误差f↗。
(4)调节百分表,使测头与工件Φd外圆表面接触,测杆穿过心轴轴线并与轴线垂直,且有1~2圈的
压缩量。
(5)将被测工件缓慢回转,并沿轴线方向作直线移动,使指示表测头在外圆的整个表面上划过,记下表上指针的最大读数与最小读数。
取两读数之差值作为该被测要素的径向全跳动误差f↗↗。
(6)根据测量结果,判断合格性。
若f↗≤t2,f↗↗≤t1,则零件合格。
思考题
(1)心
轴插入基准
孔内起什么
作用?
(2)圆
跳动、全跳
动测量与圆
度、圆柱度误差测量有何异同?。