互换性与测量技术实验指导书(2016-2017-1-32)课件
- 格式:doc
- 大小:1.45 MB
- 文档页数:13
互换性与技术测量实验指导书目录实验一通用量具应用及量块组合选择(选用)实验二用比较仪检测工件尺寸误差实验三表面粗糙度的测量实验四直线度误差的测量实验1 通用量具应用及量块组合选择(孔轴测量)(选做)一、实验目的:1.了解量块、千分尺、游标卡尺的构造和工作原理。
2.掌握量块尺寸组合、千分尺、游标卡尺测量尺寸的方法3.掌握由测得数据进行数据处理的一般方法,并分析产生误差的原因及误差类型。
二、实验所需仪器千分尺、游标卡尺 83块一套的量块三、实验步骤1.利用游标卡尺测量工件直径尺寸,共测量十组数据,将测量结果填入实验报告,并对测量数据进行数据处理。
2.利用千分尺测量工件长度尺寸,共测量十组数据,将测量结果填入实验报告,并对测量数据进行数据处理。
3.用83块一套的量块对千分尺测量的数据处理以后的数据进行尺寸组合。
四、测量数据1.用游标卡尺测量直径尺寸2.用千分尺测量的数据3.用83块一套的量块对千分尺测量的数据数据处理以后的数据进行组合的量块尺寸尺寸:第一块量块:第二块量块:第三块量块:第四块量块:六、思考题1:测量误差一般分为几类型,一般各怎么进行数据处理?实验2 用比较仪测量工件尺寸误差1.实验目的1.1 立式光学比较仪工作原理及使用方法。
1.2 熟悉轴的直径误差的测量方法。
1.3 学会基本的测量误差处理方法。
2.设备与器材立式光学比较仪、被测轴和相同尺寸量块3.实验原理与方案立式光学比较仪主要用于作长度比较测量。
要先用量块将标尺和指针调到零位,被测尺寸对量块的偏差可从仪器标尺上读得。
并可对某轴的固定部位进行多次重复测量,计算测量误差。
立式光学计主要组成见外形图2-2。
由底座1、立柱2、支臂3、直角光管4和工作台11等几部分组成。
立式光学计的光学系统图2-3所示。
光线由进光反射镜6进入光学计管中,由通光棱镜7将光线转折90度,照亮了分划板4上的刻度尺9。
刻度尺上有±100 格的刻线,此处刻线作为目标,位于物镜2的焦平面上。

实验一直线度误差的测量一、实验目的掌握按“节距法”测量直线度误差的方法。
二、测量原理及数据处理对于很小表面的直线度误差的测量常按“节距法”,应是将被测平面分为若干段,用小角度度量仪(水平仪、自准直仪)测出各段对水平线的倾斜角度,然后通过计算或图解来求得轮廓线的直线度误差。
本实验用合像水平仪。
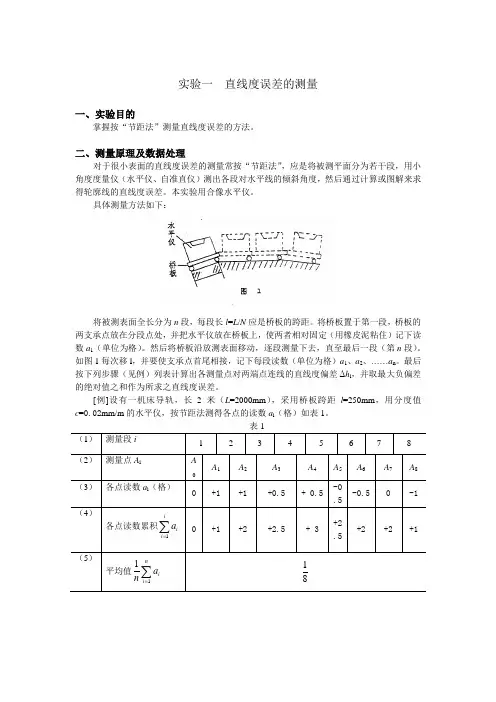
具体测量方法如下:将被测表面全长分为n段,每段长l=L/N应是桥板的跨距。
将桥板置于第一段,桥板的两支承点放在分段点处,并把水平仪放在桥板上,使两者相对固定(用橡皮泥粘住)记下读数a1(单位为格)。
然后将桥板沿放测表面移动,逐段测量下去,直至最后一段(第n段)。
如图1每次移l,并要使支承点首尾相接,记下每段读数(单位为格)a1、a2、……a n。
最后按下列步骤(见例)列表计算出各测量点对两端点连线的直线度偏差Δh i,并取最大负偏差的绝对值之和作为所求之直线度误差。
[例]设有一机床导轨,长2米(L=2000mm),采用桥板跨距l=250mm,用分度值c=0.02mm/m的水平仪,按节距法测得各点的读数a i(格)如表1。
表1也可用作图法求出直线度误差,如图2。
作图法是在坐标纸上,以导轨长度为微坐标,各点读数累积为纵坐标,将测量得到的各点读数累积后标在坐标上,并将这些坐标点连成折线,以两端点连线作为评定基准,取最大正偏差与最大负偏差的绝对值之和,再换算为线值(μ),即为所求之直线度误差。
测量导轨直线度误差时,数据处理的根据,可由下图看出:(图3)A i — 导轨实际轮廓上的被测量点(i =0、1、2、……、n ); a i — 各段上水平仪的读数(格); Y i — 前后两测量点(i -1,i )的高度差;h i — 各测点(A i )到水平线(通过首点A 0)的距离(μ),显然1'in i i h y ==∑'i h — 在测量点A i 处,导轨的倾斜量(μ); Δh i — 测量点A i 对导轨首末两端点连线(A 0,A n )的直线度误差(μ)(显然Δh 0=0,Δh n =0);l — 桥板跨距,即各测量段长度l =L /n (mm),L ——导轨全长(mm ),n ——测量段数; c —水平仪的分度值0.01mm/米·格。
机械工程学院基础课部实验指导书宁夏大学机械工程学院2012年10月目录前言 (1)一、《公差和技术测量》 (2)实验一用自准直仪测量导轨直线度误差 (4)实验二用电感式轮廓仪测量表面粗糙度……………………………………实验三齿轮公法线平均长度偏差和公法线长度变动测量 (6)实验四齿轮齿距偏差和其累积误差的测量 (7)前言实验是理工科教育必不可少的教学内容,通过实验可帮助学生验证和巩固课堂知识,加深对课堂内容的理解,同时培养了学生的动手能力,增强感性认识。
若是把实验方法、理念加以修正、更新,把验证型实验升级为综合型、设计型实验则能培养训练学生使用知识、分析问题解、决问题的能力,达到培养创新能力的目的。
为此,及时修订编撰实验教学指导书使其和人才培养计划相适应是十分必要的。
而指导书的编写水平也是衡量一个教师,一个学校,教学、科研水平的主要标志之一。
目前,我院四个本科专业共开设158门课程(包括通识课、通修课、专业方向模块课)。
有90门课需要进行实践教学,其中有44门课需开出216个实验。
又有28个实验雷同于四专业之间,23个实验共享在“电工电子实验中心”、“基础化学实验中心”和“土木水利学院力学实验室”。
这样我院的机械基础、机械工程及自动化、过程装备和控制工程、交通运输、农业机械化及其自动化五个实验室所涵盖的20个子实验室需承担165个实验。
为了进一步提高我院实验教学水平,培养本科生的综合素质,学院于2005年7月5日发出了编辑修订《机械工程学院实验指导书》的通知,立即得到学院四系一部广大教师的大力支持,并于2005年10月10日前完成了31门课189个实验项目(包括选做)的指导书编写,翌年5月7日完成补充修订。
可喜的是有些实验指导书和教材是教师和实验员在完成教改课题和毕业设计课题中自行研制开发的,填补了实验空白,丰富了实验内容。
为了适应大类招生,先期教学计划打通、后期教学计划分专业进行的教学模式需要,本次编写的实验指导书分为五册。
《互换性与技术测量》 实验指导书湘潭大学机械工程学院二零一零年三月目录实验一:用比较仪测量光滑极限量规--------------------------------3实验二:用内径指示表测内孔------------------------------------------8实验三:直线度误差测量---------------------------------------------10实验四:用双管显微镜测量表面粗糙度-----------------------------15实验五:用正弦尺测量圆锥度-----------------------------------------20实验六:三针法测量螺纹中径-----------------------------------------22实验七:齿轮公法线的测量---------------------------------------------25实验八:齿轮的齿距偏差和累积误差的测量------------------------282实验一、用比较仪测量光滑极限量规线性尺寸可以用相对测量法(比较测量法)进行测量。
相对测量常用的量仪有机械、光学、电气和气动比较仪等几种,本实验用立式光学比较仪测量外尺寸,用比较仪测量时,先用量块(或标准器)调整量仪示值零位,测量工件所得的示值为被测尺寸相对于量块尺寸的偏差。
一、实验目的"1.了解光学比较仪的结构并熟悉它们的示值零位调整方法和使用方法;2.熟悉量块的使用与维护方法。
二、实验仪器1.立式光学计;2.数显立式光学计。
三,实验原理立式光学比较仪也称立式光学计,是一种精度较高且结构不复杂的光学仪器,用于测量外尺寸。
图1-1为量仪外形图;量仪主要由底座12、立柱16、横臂14、直角形光管4和工作台10:等几部分组成。
量仪的光学系统安装在光管内,光学系统如图1-2所示。
光管工作时的测量原理是光学杠杆放大原理。


学生实验守则一、学生必须按时到达实验室做实验,不得无故迟到、旷课。
二、学生做实验时,应事先与有关实验人员联系,在规定的时间内进行实验。
三、实验课前,学生必须预习有关实验内容,了解本次实验的目的、要求、仪器设备、实验原理、实验步骤等。
四、学生进入实验室后,要遵守实验室的各项规章制度,爱护公共财物,注意人身安全,不得喧闹谈笑,不做与实验无关的事。
五、开始实验前,先对照实物了解仪器设备的使用方法,认真做好实验前的准备工作。
启动设备之前,须经指导教师检查认可。
六、实验过程中,要遵守仪器设备的操作规程,正确操作,仔细观察实验现象,真实、完整的记录实验数据和结果。
七、仪器设备发生故障时,应及时关机,切断电源、水源、气源,并报告指导教师。
若有损坏,按学校有关规定进行处理。
八、应将实验数据或结果送交指导教师审阅、签字,经许可后,将仪器设备恢复原状,并做好实验现场的环境卫生。
目录实验一、表面粗糙度的测量实验二、产品质量检验与分析——用立式光学计测量外径实验三、直线度误差的测量实验四、圆柱齿轮的测量4—1齿轮周节偏差和周节积累误差得测量4—2齿圈径向跳动的测量4—3齿轮公法线长度变动量和公法线平均长度的测量4—4基节偏差的测量4—5分度园齿厚偏差的测量互换性与测量技术实验指导书 实验一 表面粗糙度的测量一、实验目的1、 了解用光切显微镜和手持式粗糙度仪测量表面粗糙度的原理和方法。
2、 加深对表面粗糙度和微观不平度十点高度R Z 的理解。
3、 熟悉表面粗糙度R Z 、R a 、Ry 、R q 等参数并加强理解。
二、实验要求用光切显微镜和手持式粗糙度仪测量表面粗糙度R Z 的值。
用手持式粗糙度仪测量表面粗糙度R Z 、R a 、Ry 、R q 等参数的值。
三、光切显微镜测量原理和仪器说明微观不平度十点高R Z 是指在取样长度内,5个最大的轮廓峰高平均值与5个最大的轮廓谷深平均值之和。
图1—1R Z =55151∑∑==+i vii pi y y式中:y pi —第i 个最大的轮廓峰高 y vi —第i 个最大的轮廓谷深图1—1光切显微镜主要用于测量表面粗糙度参数R Z ,也可测量R y 。
第五部分互换性与技术测量课程实验实验十九轴孔测量实验实验二十表面粗糙度测量实验实验二十一形位误差测量实验实验二十二螺纹主要参数的测量实验实验二十三圆柱齿轮的测量实验实验十九 轴孔测量实验项目一 用立式光学计测量轴径一、实验目的1.了解立式光学计的结构及测量原理2.熟悉用立式光学计测量外径的方法3.加深理解计量器具与测量方法的常用术语,巩固尺寸及行为公差的概念4.掌握由测量结果判断工件合格性的方法 二、测量仪器介绍立式光学计是一种精度较高而结构简单的常用光学量仪。
用量块组合成被测量的基本尺寸作为长度基准,按比较测量法来测量各种工件相对基本尺寸的偏差值,从而计算出实际尺寸。
仪器的基本度量指标如下: 分度值:……………0.001mm 示值范围:…………±0.1mm 测量范围:…………0-180mm 仪器不确定度:……0.001mm 仪器的外观结构如图5-1 所示 三、测量原理直角光管是立式光学比较仪的主要部件,整个光学系统和测量部件装在直角光管内部。
测量原理是光学自准直原理和机械的正切放大原理组合而成。
其光路系统图如图5-2,正切放大原理图如图5-4,图5-3为图5-2中分划板的放大图。
分划板在物镜的焦平面上,由于这一特殊位置使刻度尺受光照后反射的光线经直角棱镜折转90°到物镜后形成平行光束。
当平面镜垂直于物镜主光轴时(通过调节仪器使测头距工作台为基本尺寸时正好平面镜垂直主光轴).这束平行光束经平面镜反射,反射光线按原路返回。
在分划板上成的刻度尺像与刻度尺左右对称,在目镜中读数为零。
当平面镜与主光轴的垂直方向成一个角度α时(测件与基本尺寸的偏差s 使平面镜绕支点转动),这束平行光束经平面镜反射,反射光束与入射光束成2α角,经物镜和平面镜在分划板上成的刻度尺像相图5-1 立式光学计外观图1—底座; 2—工作台; 3—粗调螺母; 4--支臂; 5--支臂紧固螺钉;6—立柱;7—直角光管;8—光源; 9—目镜;10—微调旋钮;11—细调旋钮;12—光管紧 固螺钉;13—测头提升杠杆;14—测头;15—工作台 调整旋;13—测头提升杠杆;14—测头;15—工作台 调整旋钮(共四个,调整工作台垂直测杆)对刻度尺上下移动t 。
《互换性与技术测量实验》实验指导书(2016-2017-1)互换性与技术测量教研组编机械工程学院2016年08月班级:学号:姓名:目录实验一长度测量 (3)实验二表面粗糙度测量 (9)实验三齿轮齿圈径向跳动的测量 (13)实验一长度测量一、实验目的1.了解和掌握杠杆千分尺、和立式数显光学计的测量原理、主要结构及使用方法。
2.应用上述仪器检验光滑极限量规。
3.巩固尺寸公差的概念,学会由测得数据判断零件合格性的方法。
二、仪器结构及工作原理1.杠杆千分尺杠杆千分尺相当于外径千分尺与杠杆式卡规组合而成,其外形如图1-1(a)所示。
它的工作原理与杠杆式卡规及千分尺相同。
可以用作相对测量,也可以作绝对测量。
杠杆式卡规的工作原理如图1-1(b)所示。
(a)(b)图1-1杠杆式卡规的工作原理图当测量杆1移动时,使杠杆2转动,在杠杆的另一端装有扇形齿轮,可使小齿轮3和装牢在小齿轮轴的指针4转动,在刻度盘5上便可读出示值。
为了消除传动中的空程,装有游丝6。
测量力由弹簧8产生。
为了防止测量面磨损和测量方便,装有退让器9。
杠杆千分尺刻度值有0.001毫米和0.002毫米两种(现在使用的是前者),表盘的示值范围±0.02毫米,测量力是500-800克,测力变化不大于100克。
2.立式数显光学计立式光学计又称光学比较仪,集光电、机电于一体,是我国最先进的数显式光学仪器。
直接测量可以达到10毫米。
测量结果可以根据需要选择工、英制在显示屏上显示,也可以在任意位置置零。
当被测工件大于10毫米时,在测量前用量块(或标准件)对准零位,被测尺寸与量块尺寸的差值在屏幕上读得。
立式数显光学计对五等量块和一级精度的量块,球形和圆柱形工件得直径和不圆度,线型、板型、金属及非金属薄膜的厚度和平行度进行高精度测量。
仪器基本度量指标:数显最小显示值0.0001毫米直接测量显示值范围10毫米仪器比较测量范围0~200毫米示值误差:0-0.2mm比较测量时:±0.00025mm0-10mm直接测量时:±0.0005mm⑴仪器结构:见图1-5.图1-5 立式数显光学计结构简图1-数字显示器 2-测量计管锁紧螺钉 3-光学计管 4-测杆5-测帽锁紧螺钉 6-工作台 7-电源开关 8-打印键 9-公英制转换键 10-置零键 11-底座 12-调平手轮 13-测帽 14-提升器 15-信号电缆 16-升降螺母 17-横臂锁紧螺钉 18-横臂 19-立柱⑵仪器工作原理JDG-S2立式光学计使用的是每㎜100线的光栅,栅距为10μm.光电接收后,经过软件进行100细分后,显示当量为10μm/100=0.1μm 。
JDG-S2立式光学计电器部分工作原理如图1-6所示。
图1-6 JDG-S2立式光学计电器部分工作原理※光电转换①器材:100线光栅付;激光管;田字形光电接收管;②原理:100线标尺光栅与100线指示光栅在一定栅距下进行相对移动时,会产生莫尔条纹,莫尔条纹的数量和方向与移动的距离和方向成严格的对应关系;也就是说,每移动1毫米就会产生100个黑白周期的条纹数。
激光管发出的光照射在田字形光电接收管的管芯上。
田字形光电接收管的管芯光电接收管有四个芯片,成田字形排列,这四个芯片会按90°的相位差产生“全黑”→“黑白”→“全白”→“白黑”→“全黑”→“黑白”…的变化;也就是在连续移动时四个芯片会产生相位差互为90°的正弦波信号,分别记作:sin t 、cos t 、-sin t 、-cos t;这四路信号送到前置放大器的输入进行放大。
※前置放大器将由光电转换送来的sin t 、cos t 、-sin t 、-cos t四路信号将sin t 和-sin t两路信号及cos t 和-cos t两路信号分别进行放大成信号、直流电平的sin t和cos t两路正交的正弦波信号。
因为细分的需要,两路正交的正弦波信号的幅度和直流电平必需保持稳定,否则细分的误差将会很大。
※100细分选用的光栅是100线/mm,就是每移动1mm将会移动100个莫尔条纹周期,一个莫尔条纹周期就是一个光栅周期,即0.01mm=10μm。
而我们需要的分辨率是0.1μm,因此必需对其进行100细分,以满足分辨率为0.1μm。
100细分是通过软件进行细分的。
上面说过放大器输出是幅度、直流电平的sin t和cos t两路正弦和余弦信号。
在双踪示波器的X输入端接入正弦信号,而在Y输入端接入余弦信号,那么在示波器的显示屏上会出现一个圆心在X轴和Y轴处,半径的正圆,如图1-7所示,移动一个光栅周期,在示波器上光点正好移动一圈。
图 1-7 李沙育圆以X轴为0°,那么光点会按顺时针或逆时针(与光栅移动方向有关)。
每个光点与圆心的连线也就是该圆的半径,该半径与X轴的夹角为α,移动一个光栅周期,夹角α由0°沿逆时针方向移动到360°或由360°沿顺时针方向移动到0°。
100细分也就是将360°分成100份,每一份为3.6°。
由平面几何可知:tgα=Y/X ,所以软件100细分的思路就是α分别为(0±1.8)°、(3.6±1.8)°、(7.2±1.8)°、……(352.8±1.8)°、(356.4±1.8)°时(共100个数据)列出表格(略)。
(3)测帽及工作台的型式测帽规格:R20、Φ2平面、Φ8平面、2×8刀刃工作台:平面、带筋两种。
测量球形、圆柱形、薄膜、量棒高度选用平面工作台。
测量量块、板形、平面零件需选用带筋工作台。
测帽的选择依据:仪器备有两种工作台和多种测帽以供选择。
选择应能准确反映被测工件的实际尺寸为原则。
例如测量量快用带筋工作台和球形测帽,测量球体直径选用平面工作台和平面测帽,测量线形工件用平面工作台和刃型测帽。
注意事项:使用精密仪器时操作应该小心谨慎,切忌猛烈地冲击和碰撞。
安置仪器的地方要干燥清洁,不得有腐蚀性气体。
每次使用完毕和必须用汽油清洗工作台、测量头的表面并仔细擦干。
不用的工作台和测帽要涂防锈油,然后放入干燥缸内,平时用罩子将仪器整体套上,定时用汽油揩洗仪器的无被复的金属表面并涂上防锈油。
光学计的管内构造比较复杂精密,不宜随意拆卸。
供电电源必须有可靠的接地。
三、实验内容采用上述仪器检验光滑极限量规的尺寸。
为了能同时测得量规的几何形状误差,可在量规的三个截面上测量,同时每个截面上应在相互垂直的两个方向上测量。
如图1—8所示。
图1-8 测量部位示意图四、实验步骤1). 按被测量规的标记,从圆柱体公差配合表格及量规公差表格中查出其极限偏差,并画出其公差带图。
2)按量规的尺寸选择杠杆千分尺规格,使用立式数显光学计时选择工作台,测帽和量块组,并将工作台、测帽、量块和被测件用汽油擦干净,装上测帽和提升器,将数据置零,松开横臂锁紧螺钉,调节升降螺母使测帽与工作台接触大约在0.4-0.5毫米时为最佳,测帽、横臂、测量计管的锁紧螺钉必须拧紧。
注意,立式数显光学计在上述步骤完成后应放置1-2分钟。
3).工作台调整:杠杆千分尺、光较仪在测量平板上进行。
立式数显光学计工作台调平方法:首先开机预热约20分钟,装上平面测帽,然后置零,调节升降横臂(18)将测帽左右放置在工作台中心,使平面测帽与工作台有约0.4到0.5毫米接触,分别拧紧横臂锁紧螺丝与测量管锁紧螺丝(17与2)再置零。
同时旋转左右二只调平手轮(12)使工作台,左右方向移动,观察显示器的数值变化情况,当示值变化到最小值时,工作台左右方向基本处于平行位置了。
然后再用同样的方法调节前后二只调平手轮,这样反复检查二次使工作台平行度得到最佳的位置。
有经验者用量块的同一个点在测量的前后左右四个点进行测量得到的读数误差不大于0.0003毫米,这就表明工作台已经调到最佳位置了。
4).零位调整:杠杆千分尺用标准块对准零位。
光较仪测量时将组合好的量块放在工作台上,松开锁紧螺钉3,转动调节螺钉5,测帽8和量块接触,且在目镜11内看到刻度原形为止,旋紧锁紧螺钉3(测帽与量块表面接触时应极为小心,不允许有撞击),此为粗调;细调时松开管锁紧螺钉9,转动细调手轮4,使目镜内的刻度尺的零刻线对准指标线,(指标线是一根固定的虚线,边上注有μ字)然后锁紧螺钉9;立式数显光学计在仪器完全调整好后,可以在任意位置按置零键10置零。
5)测量使用杠杆千分尺进行测量时,先按下退让机构按钮,取下量块组,然后对被测件进行测量,测量要求同上。
在使用杠杆千分尺进行测量时,一定要注意两个方向的读数转折点;使用光较仪进行测量时,先按下退让机构,取下量块组,然后将被测件(量规)放在工作台上,测量该量规的三个截面,每个截面测量互相垂直的两个位置,所取截面应离开端面至少1毫米以上。
每次应在测量时,量规应在测帽下慢慢移动,记录下转折点(最高点)读数,每处应重复三次,看其是否稳定,并将三次读数的平均值作为此处测量的读数值。
读数时应注意标尺的正负,并且估读小数点后面一位。
测量完毕复校零位;使用立式数显光学计进行测量时,置零后按下提升器(取下量块),然后将被测件(量规)放在工作台上,测量被测件的高度(直接读数或加上量块的高度),每次在测量时,被测件应在测帽下慢慢移动,记录下转折点(最高点)读数,每处应重复三次,看其是否稳定,并将三次读数的平均值作为此处测量的读数值。
读数时应注意读数的正负。
测量完毕复校零位。
6)合格性判断根据上述测量数据。
对照被测量规的公差,异此判别被测量规是否合格。
实验二表面粗糙度测量常用的测量表面粗糙读的方法有比较法、光切法、干涉法和针描法。
比较法是将被测表面对照粗糙度样板,用肉眼判断或借助于放大镜、比较显微镜比较;也可用手摸,指甲划动的感觉来判断加工表面的粗糙度。
图2-1 表面粗糙度样板表面粗糙度样板(图2-1)的材料、形状及制造工艺尽可能与工件相同,这样才便于比较,否则往往会产生较大的误差。
比较法一般只用语粗糙度参数值较大的近拟评定,它是车间常用的方法;干涉法是利用“光切原理”来测量表面粗糙度的一种方法;针描法是利用仪器的测针与被测表面接触并使测针沿其表面轻轻划过来测量表面粗糙度的一种测量方法。
下面仅对光切法做介绍。
实验用光切法测量表面粗糙度一、实验目的1.了解光切显微镜的测量原理及其主要结构。
2.掌握用光切显微镜测量零件表面粗糙度的方法。
二、仪器结构及测量原理:光切显微镜是按光切法原理用目测或照相的方法来测量各种工件外表面的糙度的仪器,评定参数一般用粗糙度平均高度R Z,仪器的测量范围为▽3~▽9。
(R Z=0.8~80μm)1.外形结构见图2-2所示。