FANUC系统PMC程序教程
- 格式:ppt
- 大小:2.17 MB
- 文档页数:56

⼲货发那科FANUCPMC编程步骤精编版(图⽂并茂)⽬录⼀、PMC顺序程序1.顺序程序编制流程由PMC控制的数控机床,其顺序程序的编制流程图如图1所⽰。
请按图1的流程进⾏编制,步骤简述如下。
1.1PMC规格PMC的规格列于表1.1中不同规格的PMC,其程序容量,处理速度,功能指令数,⾮易失性储存区地址不同。
注:⼀个信号名称和注释所占⽤的储存空间是各1KB⼀条信息所占⽤的储存空间是0.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB注:⼀个信号名称和注释所占⽤的储存空间是各32KB⼀条信息所占⽤的储存空间是2.1KB⼀个信号名称和注释所能占⽤的最⼤储存空间是各64KB表中标有(*)标记的值,在版本较早的编程⼿册中标注为基本指令的平均处理时间,但在本⼿册中标注为每步的执⾏时间,各规格对应的实际运⾏性能(速度)并未改变。
1.2梯形图程序概要注:1.在以源程序格式输出后,可通过再次输⼊来变换2.不提供系统参数设定项IGNORE DEVIDE CODE3.⽤DISPB(SUB4)指令替代(SUB9)和JMP(SUB10)指令的范围不能⽤线圈数制定,⽽是⽤COME(SUB20)和JMPE(SUB30)指令制定。
1.3顺序程序的概念1.4分配接⼝(步骤1~3)1.5编制梯形图(步骤4)1.6编码编码是将梯形图所表⽰的控制内容转换成相应的PMC指令,在使⽤计算机软件或梯形图编辑卡时,顺序程序以简单的梯形图图形式输⼊,因此没有必要编码。
只有在将顺序程序穿孔输出到纸带或由纸带输⼊时才执⾏编码。
图1.6为梯形图和相应的代码程序实例。
……。
任务一FANUC 编写数控刀架的PMC 程序【任务目标】1掌握 FANUC PMC编程语言。
2培养学员的 PLC编程能力及综合逻辑分析能力。
【任务分析】数控车床对刀时,在 MDI方式下输入刀号完成换刀;在自动加工时,是在加工程序中输入刀号,完成换刀。
这两种换刀方式都是CNC向 PMC发出换刀指令,由 PMC控制外部设备动作。
本次任务是编写用可编程控制器(PMC)实现自动换刀的梯形图。
1.控制要求(1)输入换刀指令后电动刀架能实现正转寻找刀位信号,到达刀位后刀架反转锁紧。
(2)反转时间要适当,时间太短刀架不能锁紧,太长对刀架电机有损害。
2.实训设备(1)SLT-FT-08 型数控车床电气控制维修实训操作台,使用 FANUC0i mate TD 数控系统。
(2)四工位电动刀架。
【相关知识】一FANUC PMC 构成数控系统控制数控机床主要做两类事件,一. 工件与刀具按照事先指定的轨迹和速度做精确相对运动。
二. 完成机械手换刀、工件卡紧、冷却等辅助工作。
事件一由伺服驱动完成,而事件二就应该有PMC和接口电路完成。
这一部分由下面 3 个主要部分组成;① PMC—— Programmable machine controller(可编程控制器),通过PMC程序控制 NC与机床接口的输入输出信号。
可编程控制器在其它工业自动化领域被称之为 PLC,FANUC公司为了将自己数控系统内装式PLC有别于通用的 PLC,将其命名为 PMC。
FANUC PMC主要是以软件的方式嵌入数控系统,而 PMC软件又含两部分内容;一部分是 PMC系统软件——这部分是 FANUC公司开发的系统软件。
另一部分是 PMC用户软件——这部分是机床厂根据机床具体情况要求编辑的梯形图程序。
这两部分程序最终都存储在F-ROM中。
②I/O 接口电路——接收和发送机床输入和输出的开关信号或模拟信号。
是PMC信号输入输出的硬件载体。
③ 执行元件——电磁阀、接近开关、按钮、传感器等。
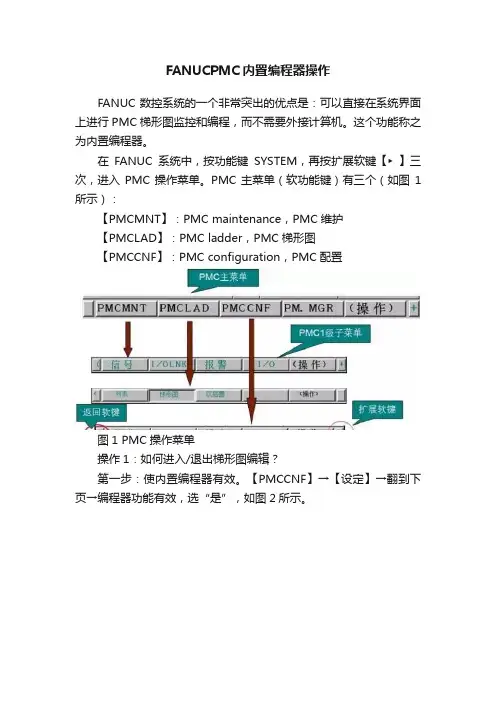
FANUCPMC内置编程器操作FANUC数控系统的一个非常突出的优点是:可以直接在系统界面上进行PMC梯形图监控和编程,而不需要外接计算机。
这个功能称之为内置编程器。
在FANUC系统中,按功能键SYSTEM,再按扩展软键【►】三次,进入PMC操作菜单。
PMC主菜单(软功能键)有三个(如图1所示):【PMCMNT】:PMC maintenance,PMC维护【PMCLAD】:PMC ladder,PMC梯形图【PMCCNF】:PMC configuration,PMC配置图1 PMC操作菜单操作1:如何进入/退出梯形图编辑?第一步:使内置编程器有效。
【PMCCNF】→【设定】→翻到下页→编程器功能有效,选“是”,如图2所示。
图2 内置编程器有效第二步:梯形图编辑。
【PMCLAD】→【操作】→【编辑】→【缩放】。
可以直接在上述画面上修改或增加节点,通过按扩展键可以显示其他节点符号或进行其他操作。
如图3所示。
图3 进入PMC编辑注意:进入梯形图编辑时,PMC将处于停止状态。
第三步:退出编辑状态,进入在线监控状态。
如图4所示。
第一次结束(按三次【►】),退出编程;第二次结束(按三次【►】),退出编辑。
图4 退出PMC编辑操作2:如何删除整个梯形图?在进行单项实训操作时,有时需暂时删除整个梯形图。
注意:删除前需备份原PMC程序。
操作步骤:【PMCLAD】→【操作】→【编辑】→【列表】→【删除】(如图5所示)。
图5 删除整个梯形图操作3:如何进行PMC程序的输入/输出?在电脑上编辑完成的梯形图需要送到机床上调试,或者调试完毕的PMC程序需要在电脑上备份。
此时要进行PMC程序的输入/输出。
首先使内置编程器有效。
【PMCMNT】→【I/O】→选择不同的装置、功能、读取文件或命名文件(如TCP LAD)→【操作】(如图6所示)。
图6 PMC程序的输入/输出图6中能够对PMC顺序程序(即梯形图)和PMC参数两类数据进行备份或恢复,文件命名时通常用LAD和PRM区分。
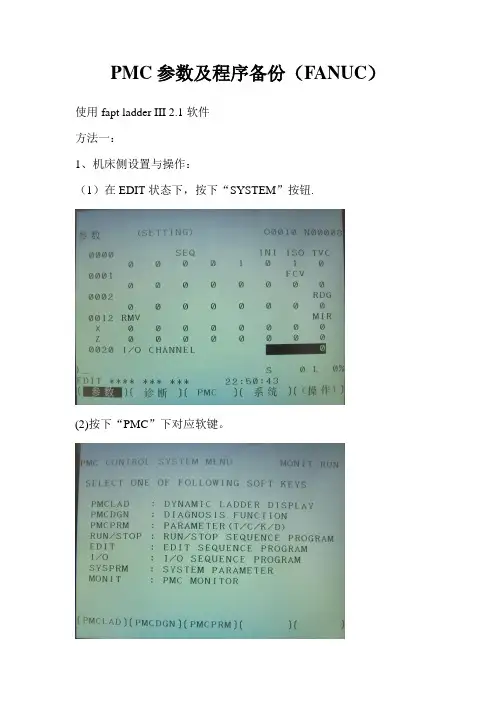
PMC参数及程序备份(FANUC)使用fapt ladder III 2.1软件方法一:1、机床侧设置与操作:(1)在EDIT状态下,按下“SYSTEM”按钮.(2)按下“PMC”下对应软键。
(3)按下“PMCDGN”对应软键,记下PMC型号。
(4)退回到第(2)步,按下右侧翻页键“”(5)按下“I/O”下对应软键。
(6)按下右侧翻页键“”直至出现下图。
(7)按下“SPEED”下对应软键,记下通讯参数值。
(8)退回到第(5)步,按下右侧翻页键“”直至出现下图。
(9)按下“HOST”下对应软键。
(10)按下“EXEC”下对应软键。
可以看到,出现“EXRCUTING”。
2、计算机侧操作。
(1)启动“fapt ladder III 2.1”软件。
(2)点击“File”下的“New Program”。
(3)点击“File”,输入所要保存的文件名及保存位置后,点击“打开”。
(4)输入PMC型号后,点击“确定”。
(5)可以看到如下信息。
(6)点击菜单中的“Tool”下的“Load from PMC”。
(7)选择“I/O by IO key operation”,然后“下一步”。
(8)选择“PMC and comparison”,然后“下一步”。
(9)选择“ALL”,然后“下一步”。
(10)按照前面记下的通讯参数设置下面各项参数。
使得计算机和数控机床的参数一致,然后“下一步”。
(11)点击“完成”。
(12)计算机侧出现下面画面,从机床显示器上可以看到有数字在增加,通讯开始。
(13)通讯结束后,点击“确定”。
(14)点击“Yes”按钮。
(15)点击“保存”按钮。
(16)点击“ok”数据被保存。
方法二:一、机床侧设置与操作(1)在EDIT状态下,按下“SYSTEM”按钮.(2)按下“PMC”下对应软键。
(3)按下“PMCDGN”对应软键,记下PMC型号。
(4)退回到第(2)步,按下右侧翻页键“”(5)按下“MONIT”下方对应软键。