ASTM E165-2002液体渗透检验方法
- 格式:pdf
- 大小:954.25 KB
- 文档页数:21
ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程(Standard Practice for Steel Castings, Welding, Qualifications of Procedures and Personnel)ASTM A802/A 802M-1995(R2006重新审批) 视觉检测铸钢表面验收标准规程(STANDARD PRACTICE FOR STEEL CASTINGS, SURFACE ACCEPTANCE STANDARDS, VISUAL EXAMINATION)ASTM B108-2006 铝合金永久型铸件标准规范(STANDARD SPECIFICATION FOR ALUMINUM-ALLOY PERMANENT MOLD CASTINGS)ASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规范(STANDARD SPECIFICATION FOR ALUMINUM ALLOYS IN INGOT AND MOLTEN FORMS FOR CASTINGS FROM ALL CASTING PROCESSES)ASTM B26/B26M-2005 铝合金砂铸件标准规范(STANDARD SPECIFICATION FOR ALUMINUM-ALLOY SAND CASTINGS)ASTM D256-2006 测定塑料抗悬臂梁摆锤冲击性的标准试验方法(STANDARD TEST METHODS FOR DETERMINING THE IZOD PENDULUM IMPACT RESISTANCE OF PLASTICS)ASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法(STANDARD TEST METHOD FOR RESISTANCE OF ORGANIC COATINGS TO THE EFFECTS OF RAPID DEFORMATION (IMPACT) )ASTM D3359-2008 胶带试验用测定粘合性的标准试验方法(STANDARD TEST METHODS FOR MEASURING ADHESION BY TAPE TEST)ASTM D3363-2005 铅笔试验法测定涂膜硬度的标准试验方法(STANDARD TEST METHOD FOR FILM HARDNESS BY PENCIL TEST)ASTM D4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法(STANDARD TEST METHOD FOR ABRASION RESISTANCE OF ORGANIC COATINGS BY THE TABER ABRASER)ASTM D4674-2002A 暴露在室内办公室环境下的塑料颜色稳定性加速试验的标准实施规范(STANDARD TEST METHOD FOR ACCELERATED TESTING FOR COLOR STABILITY OF PLASTICS EXPOSED TO INDOOR OFFICE ENVIRONMENTS)ASTM D4752-2003 用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法(STANDARD TEST METHOD FOR MEASURING MEK RESISTANCE OF ETHYL SILICATE (INORGANIC) ZINC-RICH PRIMERS BY SOLVENT RUB)ASTM D4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法(STANDARD TEST METHODS FOR PRACTICAL WASHABILITY OF ORGANIC COATINGS)ASTM D638-2003 塑料拉伸性能标准测试方法(STANDARD TEST METHOD FOR TENSILE PROPERTIES OF PLASTICS)ASTM E1316-2007 无损检测标准术语(STANDARD TERMINOLOGY FOR NONDESTRUCTIVE EXAMINATIONS)ASTM E1444-2005 磁粉检测标准规程(STANDARD PRACTICE FOR MAGNETIC PARTICLE TESTING)ASTM E155-2005 铝、镁铸件检验用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR INSPECTION OF ALUMINUM AND MAGNESIUM CASTINGS)ASTM E165-2002 液体渗透剂检查标准测试方法(STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION)ASTM E165-2002 液体渗透检查的标准试验方法王倩译(STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION)ASTM E192-2004 航天设备蜡模钢铸件的参考放射线照相(STANDARD REFERENCE RADIOGRAPHS OF INVESTMENT STEEL CASTINGS FOR AEROSPACE APPLICATIONS)ASTM E242-2001(2005年重新批准) 在某些参数变化时射线图像外观用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR APPEARANCES OF RADIOGRAPHIC IMAGES AS CERTAIN PARAMETERS ARE CHANGED)ASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法(STANDARD TEST METHOD FOR OXYGEN CONTENT USING A 14-MEV NEUTRON ACTIVATION AND DIRECT-COUNTING TECHNIQUE)ASTM E426-1998(2007重新审批) 无缝及焊接管产品、沃斯田不锈钢及类似合金的电磁(涡电流)检测操作规程(Standard Practice for Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar Alloys)ASTM E446-98(2004年重新批准)用于厚度在2in(51mm)以下钢铸件的标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR STEEL CASTINGS UP TO 2 IN. (51 MM) IN THICKNESS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3))ASTM E466-2007 金属材料上进行的恒定振幅轴向疲劳试验(STANDARD PRACTICE FOR CONDUCTING FORCE CONTROLLED CONSTANT AMPLITUDE AXIAL FATIGUE TESTS OF METALLIC MATERIALS )ASTM F2357-2004 使用NORMAN工具"RCA"磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法(STANDARD TEST METHOD FOR DETERMINING THE ABRASION RESISTANCE OF INKS AND COATINGS ON MEMBRANE SWITCHES USING THE NORMAN TOOL "RCA" ABRADER)ASTM G154-2006 非金属材料暴露用荧光灯紫外暴露装置的操作规范标准(STANDARD PRACTICE FOR OPERATING FLUORESCENT LIGHT APPARATUS FOR UVEXPOSURE OF NONMETALLIC MATERIALS)ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A? 垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认) 垫片腐蚀试验的标准方法ASTM F336-1992? 用于腐蚀工况的非金属包覆垫片的设计与结构用标准方法ASTM F586-1979(1989年重新确认) 测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规范ASTM A36/A36M-2005版碳结构钢标准规范ASTM A36/A36M-2004 碳结构钢标准规范ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规范ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规范ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规范ASTM A179/A179M-1990a(R2001)版热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规范ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规范ASTM A213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规范ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规范ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98(R2002)版焊接钢和无缝钢管桩的标准规范ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规范ASTM A276-2006版不锈钢棒材和型材标准规范ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规范ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规范ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004a版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规范ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规范ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a版圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a版中温及低温压力容器用碳素钢板的标准规范ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规范ASTM A577/A577M-90(R2001)版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-1991(82002)版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004a版混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004版标准技术条件—承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004a版铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a版标准技术条件—钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规范ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规范ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规范ASTM B209-2004版铝和铝合金薄板和中厚板标准规范ASTM B462-2004版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM B564-2004版镍合金锻件标准规范ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规范符合性作法ASTM E8M-2004版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963(R2003)版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003)版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001)版大口径组装式碳钢法兰标准规范ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)1. ASTM A105/A105M-2002版管道部件用碳钢锻件2. ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3. ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规范4. ASTM A193/A193M-2001版 ?高温用合金钢和不锈钢螺栓材料5. ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范6. ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规范7. ASTM A217/A217M-2002 版高温承压件用马氏体不锈钢和合金钢铸件标准规范8. ASTM A276-2002a版不锈钢棒材和型材9. ASTM A278/A278M-2001版高温不超过650°F(350℃)的承压部件用灰铸铁件10. ASTM A320/A320M-2002 版低温用合金钢栓接材料11. ASTM A350/A350M-2002 版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范12. ASTM A351/A351M-2000 版承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范13. ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规范14. ASTM A395/A395M-1999 版高温用铁素体球墨铸铁承压铸件15. ASTM A439-1983(R1999)版奥氏体球墨铸铁件16. ASTM A536-1984(R1999)版球墨铸铁件17. ASTM A694/A694M-2000? 版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范18. ASTM A965/A965M-2002 版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)1. ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2. ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范3. ASTM B462-2002版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范4. ASTM F885-1984(R2002)版公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范5. ASTM F992-1986(R2001)版阀门铭牌标准规范6. ASTM F993-1986(R2001)版阀门锁紧装置标准规范7. ASTM F1030-1986(R1998)版阀门操作装置的选择准则8. ASTM F1098-1987(R1998)版公称管径有NPS2~24的蝶阀外形尺寸标准规范9. ASTM F1565-2000版蒸汽用减压阀规范。

Designation:E165–02Standard Test Method forLiquid Penetrant Examination1This standard is issued under thefixed designation E165;the number immediately following the designation indicates the year of original adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.A superscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This test method2covers procedures for penetrant ex-amination of materials.They are nondestructive testing meth-ods for detecting discontinuities that are open to the surface such as cracks,seams,laps,cold shuts,laminations,through leaks,or lack of fusion and are applicable to in-process,final, and maintenance examination.They can be effectively used in the examination of nonporous,metallic materials,both ferrous and nonferrous,and of nonmetallic materials such as glazed or fully densified ceramics,certain nonporous plastics,and glass.1.2This test method also provides a reference:1.2.1By which a liquid penetrant examination process recommended or required by individual organizations can be reviewed to ascertain its applicability and completeness.1.2.2For use in the preparation of process specifications dealing with the liquid penetrant examination of materials and parts.Agreement by the user and the supplier regarding specific techniques is strongly recommended.1.2.3For use in the organization of the facilities and personnel concerned with the liquid penetrant examination.1.3This test method does not indicate or suggest criteria for evaluation of the indications obtained.It should be pointed out, however,that after indications have been produced,they must be interpreted or classified and then evaluated.For this purpose there must be a separate code or specification or a specific agreement to define the type,size,location,and direction of indications considered acceptable,and those considered unac-ceptable.1.4The values stated in inch-pound units are to be regarded as the standard.SI units are provided for information only.1.5This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Referenced Documents2.1ASTM Standards:D129Test Method for Sulfur in Petroleum Products(Gen-eral Bomb Method)3D516Test Method for Sulfate Ion in Water4D808Test Method for Chlorine in New and Used Petro-leum Products(Bomb Method)3D1193Specification for Reagent Water4D1552Test Method for Sulfur in Petroleum Products (High-Temperature Method)3D4327Test Method for Anions in Water by Chemically Suppressed Ion Chromatography4E433Reference Photographs for Liquid Penetrant Inspec-tion5E543Practice for Evaluating Agencies that Perform Non-destructive Testing5E1208Test Method for Fluorescent Liquid Penetrant Ex-amination Using the Lipophilic Post-Emulsification Pro-cess5E1209Test Method for Fluorescent Liquid Penetrant Ex-amination Using the Water-Washable Process5E1210Test Method for Fluorescent Liquid Penetrant Ex-amination Using the Hydrophilic Post-Emulsification Pro-cess5E1219Test Method for Fluorescent Liquid Penetrant Ex-amination Using the Solvent-Removable Process5E1220Test Method for Visible Penetrant Examination Using the Solvent-Removable Process5E1316Terminology for Nondestructive Examinations5E1418Test Method for Visible Penetrant Examination Using the Water-Washable Process52.2ASNT Document:6Recommended Practice SNT-TC-1A for Nondestructive Testing Personnel Qualification and CertificationANSI/ASNT CP-189Standard for Qualification and Certi-fication of Nondestructive Testing Personnel1This test method is under the jurisdiction of ASTM Committee E07on Nondestructive Testing and is the direct responsibility of Subcommittee E07.03onLiquid Penetrant and Magnetic Particle Methods.Current edition approved February10,2002.Published April2002.Originally published as E165–st previous edition E165–95.2For ASME Boiler and Pressure Vessel Code applications see related Recom-mended Test Method SE-165in the Code.3Annual Book of ASTM Standards,V ol05.01.4Annual Book of ASTM Standards,V ol11.01.5Annual Book of ASTM Standards,V ol03.03.6Available from the American Society for Nondestructive Testing,1711Arlin-gate Lane,Columbus,OH43228-0518.1Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.准标网 免费下载The standard is downloaded from 2.3Military Standard:MIL-STD-410Nondestructive Testing Personnel Qualifica-tion and Certification72.4APHA Standard:429Method for the Examination of Water and Wastewater8 2.5AIA Standard:NAS-410Certification and Qualification of Nondestructive Test Personnel63.Terminology3.1The definitions relating to liquid penetrant examination,which appear in Terminology E1316,shall apply to the terms used in this standard.4.Summary of Test Method4.1A liquid penetrant which may be a visible or afluores-cent material is applied evenly over the surface being examined and allowed to enter open discontinuities.After a suitable dwell time,the excess surface penetrant is removed.A devel-oper is applied to draw the entrapped penetrant out of the discontinuity and stain the developer.The test surface is then examined to determine the presence or absence of indications. N OTE1—The developer may be omitted by agreement between pur-chaser and supplier.N OTE2—Caution:Fluorescent penetrant examination shall not follow a visible penetrant examination unless the procedure has been qualified in accordance with10.2,because visible dyes may cause deterioration or quenching offluorescent dyes.4.2Processing parameters,such as surface precleaning, penetration time and excess penetrant removal methods,are determined by the specific materials used,the nature of the part under examination,(that is,size,shape,surface condition, alloy)and type of discontinuities expected.5.Significance and Use5.1Liquid penetrant examination methods indicate the pres-ence,location and,to a limited extent,the nature and magni-tude of the detected discontinuities.Each of the various methods has been designed for specific uses such as critical service items,volume of parts,portability or localized areas of examination.The method selected will depend accordingly on the service requirements.6.Classification of Penetrations and Methods6.1Liquid penetrant examination methods and types are classified as shown in Table1.6.2Fluorescent penetrant examination utilizes penetrants thatfluoresce brilliantly when excited by black light(see 8.9.1.2).The sensitivity offluorescent penetrants depends on their ability to be retained in the various size discontinuities during processing,then to bleed out into the developer coating and produce indications that willfluoresce.Fluorescent indi-cations are many times brighter than their surroundings when viewed under black light illumination.6.3Visible penetrant examination uses a penetrant that can be seen in visible light.The penetrant is usually red,so that the indications produce a definite contrast with the white back-ground of the developer.The visible penetrant process does not require the use of black light.However,visible penetrant indications must be viewed under adequate white light(see 8.9.2.1).7.Types of Materials7.1Liquid penetrant examination materials(see Notes3 and4)consist offluorescent and visible penetrants,emulsifiers (oil-base and water-base),solvent removers and developers.A family of liquid penetrant examination materials consists of the applicable penetrant and emulsifier or remover,as recom-mended by the manufacturer.Intermixing of penetrants and emulsifiers from various manufacturers is not recommended. N OTE3—Refer to9.1for special requirements for sulfur,halogen and alkali metal content.N OTE4—Caution:While approved penetrant materials will not ad-versely affect common metallic materials,some plastics or rubbers may be swollen or stained by certain penetrants.7.2Penetrants:7.2.1Post-Emulsifiable Penetrants are designed to be in-soluble in water and cannot be removed with water rinsing alone.They are designed to be selectively removed from the surface using a separate emulsifier.The emulsifier,properly applied and given a proper emulsification time,combines with the excess surface penetrant to form a water-washable mixture, which can be rinsed from the surface,leaving the surface free offluorescent background.Proper emulsification time must be experimentally established and maintained to ensure that over-emulsification does not occur,resulting in loss of indica-tions.7.2.2Water-Washable Penetrants are designed to be di-rectly water-washable from the surface of the test part,after a suitable penetrant dwell time.Because the emulsifier is“built-in”to the water-washable penetrant,it is extremely important to exercise proper process control in removal of excess surface penetrant to ensure against overwashing.Water-washable pen-etrants can be washed out of discontinuities if the rinsing step is too long or too vigorous.Some penetrants are less resistant to overwashing than others.7.2.3Solvent-Removable Penetrants are designed so that excess surface penetrant can be removed by wiping until most of the penetrant has been removed.The remaining traces7Available from Standardization Documents Order Desk,Bldg.4Section D,700 Robbins Ave.,Philadelphia,PA19111-5094,Attn:NPODS.8Available from American Public Health Association,Publication Office,1015 Fifteenth Street,NW,Washington,DC20005.TABLE1Classification of Penetrant Examination Types andMethodsType I—Fluorescent Penetrant ExaminationMethod A—Water-washable(see Test Method E1209)Method B—Post-emulsifiable,lipophilic(see Test Method E1208) Method C—Solvent removable(see Test Method E1219)Method D—Post-emulsifiable,hydrophilic(see Test Method E1210)Type II—Visible Penetrant ExaminationMethod A—Water-washable(see Test Method E1418)Method C—Solvent removable(see Test Method E1220)should be removed with the solvent remover(see8.6.4.1).To minimize removal of penetrant from discontinuities,care should be taken to avoid the use of excess solvent.Flushing the surface with solvent to remove the excess penetrant is prohib-ited.7.3Emulsifiers:7.3.1Lipophilic Emulsifiers are oil-miscible liquids used to emulsify the excess oily penetrant on the surface of the part, rendering it water-washable.The rate of diffusion establishes the emulsification time.They are either slow-or fast-acting, depending on their viscosity and chemical composition,and also the surface roughness of the area being examined(see 8.6.2).7.3.2Hydrophilic Emulsifiers are water-miscible liquids used to emulsify the excess oilyfluorescent penetrant on the surface of the part,rendering it water-washable(see8.6.3). These water-base emulsifiers(detergent-type removers)are supplied as concentrates to be diluted with water and used as a dip or spray.The concentration,use and maintenance shall be in accordance with manufacturer’s recommendations.7.3.2.1Hydrophilic emulsifiers function by displacing the excess penetrantfilm from the surface of the part through detergent action.The force of the water spray or air/mechanical agitation in an open dip tank provides the scrubbing action while the detergent displaces thefilm of penetrant from the part surface.The emulsification time will vary,depending on its concentration,which can be monitored by the use of a suitable refractometer.7.4Solvent Removers function by dissolving the penetrant, making it possible to wipe the surface clean and free of excess penetrant as described in8.6.1.2and8.6.4.7.5Developers—Development of penetrant indications is the process of bringing the penetrant out of open discontinui-ties through blotting action of the applied developer,thus increasing the visibility of the indications.7.5.1Dry Powder Developers are used as supplied(that is, free-flowing,non-caking powder)in accordance with8.8.2. Care should be taken not to contaminate the developer with fluorescent penetrant,as the penetrant specks can appear as indications.7.5.2Aqueous Developers are normally supplied as dry powder particles to be either suspended or dissolved(soluble) in water.The concentration,use and maintenance shall be in accordance with manufacturer’s recommendations(see8.8.3). N OTE5—Caution:Aqueous developers may cause stripping of indica-tions if not properly applied and controlled.The procedure should be qualified in accordance with10.2.7.5.3Nonaqueous Wet Developers are supplied as suspen-sions of developer particles in a nonaqueous solvent carrier ready for use as supplied.Nonaqueous,wet developers form a coating on the surface of the part when dried,which serves as the developing medium(see8.8.4).N OTE6—Caution:This type of developer is intended for application by spray only.7.5.4Liquid Film Developers are solutions or colloidal suspensions of resins/polymer in a suitable carrier.These developers will form a transparent or translucent coating on the surface of the part.Certain types offilm developer may be stripped from the part and retained for record purposes(see 8.8.5).8.Procedure8.1The following processing guidelines apply to both fluorescent and visible penetrant examination methods(see Figs.1-3).8.2Temperature Limits—The temperature of the penetrant materials and the surface of the part to be processed should be between40°and125°F(4°and52°C).Where it is not practical to comply with these temperature limitations,qualify the procedure as described in10.2at the temperature of intended use and as agreed to by the contracting parties.8.3Surface Conditioning Prior to Penetrant Examination—Satisfactory results usually may be obtained on surfaces in the as-welded,as-rolled,as-cast,or as-forged conditions(or for ceramics in the densified conditions).Sensitive penetrants are generally less easily rinsed away and are therefore less suitable for rough surfaces.When only loose surface residuals are present,these may be removed by wiping with clean lint-free cloths.However,precleaning of metals to remove processing residuals such as oil,graphite,scale,insulating materials, coatings,and so forth,should be done using cleaning solvents, vapor degreasing or chemical removing processes.Surface conditioning by grinding,machining,polishing or etching shall follow shot,sand,grit or vapor blasting to remove the peened skin and when penetrant entrapment in surface irregularities might mask the indications of unacceptable discontinuities or otherwise interfere with the effectiveness of the examination. For metals,unless otherwise specified,etching shall be per-formed when evidence exists that previous cleaning,surface treatments or service usage have produced a surface condition that degrades the effectiveness of penetrant examination.(See A1.1.1.8for precautions.)N OTE7—When agreed between purchaser and supplier,grit blasting without subsequent etching may be an acceptable cleaning method.N OTE8—Caution:Sand or shot blasting may possibly close disconti-nuities and extreme care should be used with grinding and machining operations to avoid masking discontinuities.N OTE9—For structural or electronic ceramics,surface preparation by grinding,sand blasting and etching for penetrant examination is not recommended because of the potential for damage.8.4Removal of Surface Contaminants:8.4.1Precleaning—The success of any penetrant examina-tion procedure is greatly dependent upon the surrounding surface and discontinuity being free of any contaminant(solid or liquid)that might interfere with the penetrant process.All parts or areas of parts to be examined must be clean and dry before the penetrant is applied.If only a section of a part,such as a weld,including the heat affected zone is to be examined, all contaminants shall be removed from the area being exam-ined as defined by the contracting parties.“Clean”is intended to mean that the surface must be free of rust,scale,welding flux,weld spatter,grease,paint,oilyfilms,dirt,and so forth, that might interfere with the penetrant process.All of these contaminants can prevent the penetrant from entering discon-tinuities(see Annex on Cleaning of Parts andMaterials).N OTE 10—Caution:Residues from cleaning processes such as strong alkalies,pickling solutions and chromates,in particular,may adversely react with the penetrant and reduce its sensitivity and performance.8.4.2Drying after Cleaning —It is essential that the surface of parts be thoroughly dry after cleaning,since any liquid residue will hinder the entrance of the penetrant.Drying may be accomplished by warming the parts in drying ovens,with infrared lamps,forced hot air,or exposure to ambient tempera-ture.8.5Penetrant Application —After the part has been cleaned,dried,and is within the specified temperature range,the penetrant is applied to the surface to be examined so that the entire part or area under examination is completely covered with penetrant.8.5.1Modes of Application —There are various modes of effective application of penetrant such as dipping,brushing,flooding,or spraying.Small parts are quite often placed in suitable baskets and dipped into a tank of penetrant.On larger parts,and those with complex geometries,penetrant can be applied effectively by brushing or spraying.Both conventional and electrostatic spray guns are effective means of applying liquid penetrants to the part surfaces.Electrostatic spray application can eliminate excess liquid build-up of penetrant on the part,minimize overspray,and minimize the amount of penetrant entering hollow-cored passages which might serve as penetrant reservoirs,causing severe bleedout problems duringIncoming PartsPRECLEAN Alkaline SteamVapor De-grease Solvent WashAcid Etch(See 8.4.1)MechanicalPaint Stripper Ultrasonic DetergentDRY (See 8.4.2)DryPENETRANT APPLICATION (See 8.5)Apply Water-Washable Penetrant FINAL RINSE (See 8.6.1)Water WashSprayDipDRY DEVELOP (See 8.7)(See 8.8)DryDeveloper (Aqueous)DEVELOP DRY (See 8.8)(See 8.7)Developer,Dry,Nonaqueous orLiquid FilmDryEXAMINEFluorescent (See 8.9.1)ExamineVisible (See 8.9.2)Water RinseDetergentMechanical WashPOST CLEAN (See 8.10and An-nex A1on Post Cleaning.)DryVapor De-greaseSolvent SoakUltrasonic CleanOutgoing PartsFIG.1General Procedure Flowsheet for Penetrant Examination Using the Water-Washable Process(Test Method E 1209for Fluorescent and Test Method E 1220for VisibleLight)FIG.2General Procedure Flowsheet for Post-emulsifiable Methodexamination.Aerosol sprays are conveniently portable and suitable for local application.N OTE 11—Caution:Not all penetrant materials are suitable for elec-trostatic spray applications,so tests should be conducted prior to use.N OTE 12—Warning:With spray applications,it is important that there be proper ventilation.This is generally accomplished through the use of a properly designed spray booth and exhaust system.8.5.2Penetrant Dwell Time —After application,allow ex-cess penetrant to drain from the part (care should be taken to prevent pools of penetrant from forming on the part),while allowing for proper penetrant dwell time (see Table 2).The length of time the penetrant must remain on the part to allowproper penetration should be as recommended by the penetrant manufacturer.Table 2,however,provides a guide for selection of penetrant dwell times for a variety of materials,forms,and types of discontinuity.Unless otherwise specified,the dwell time shall not exceed the maximum recommended by the manufacturer.N OTE 13—For some specific applications in structural ceramics (for example,detecting parting lines in slip-cast material),the required penetrant dwell time should be determined experimentally and may be longer than that shown in Table 1and its notes.8.6Penetrant Removal 8.6.1Water Washable :Incoming PartsPRECLEAN (See 8.4.1)Alkaline SteamVapor De-greaseSolvent Wash Acid EtchMechanicalPaint Stripper Ultrasonic DetergentDRY(See 8.4.2)DryPENETRANT APPLICATION (See 8.5)Apply Solvent-Removable Fluorescent PenetrantREMOVE EXCESS PENETRANT (See 8.6.4)Solvent Wipe-OffDRY (See 8.7)DryDEVELOP (See 8.8)Nonaqueous Wet or Liquid Film Devel-operAqueous DeveloperDRY (see 8.7)DryEXAMINEFluorescent (See 8.9.1)ExamineVisible (See 8.9.2)MechanicalWater RinseDetergentWashPOST CLEAN (See 8.10and An-nex A1on Post Cleaning)Dry Vapor De-greaseSolvent SoakUltrasonic CleanOutgoing PartsFIG.3Solvent-Removable Penetrant Examination General Procedure Flowsheet (Test Method E 1219for Fluorescent and Test Method E 1220for VisibleLight)8.6.1.1Removal of Excess Penetrant—After the required penetration time,the excess penetrant on the surface being examined must be removed with water,usually a washing operation.It can be washed off manually,by the use of automatic or semi-automatic water-spray equipment or by immersion.For immersion rinsing,parts are completely im-mersed in the water bath with air or mechanical agitation. Accumulation of water in pockets or recesses of the surface must be avoided.If thefinal rinse step is not effective,as evidenced by excessive residual surface penetrant after rinsing, dry(see8.7)and reclean the part,then reapply the penetrant for the prescribed dwell time.(a)The temperature of the water should be relatively constant and should be maintained within the range of50°to 100°F(10°to38°C).(b)Spray-rinse water pressure should not be greater than 40psi(280kPa).(c)Rinse time should not exceed120s unless otherwise specified by part of material specification.N OTE14—Caution:Avoid overwashing.Excessive washing can cause penetrant to be washed out of discontinuities.Withfluorescent penetrant methods perform the rinsing operation under black light so that it can be determined when the surface penetrant has been adequately removed. 8.6.1.2Removal by Wiping—In special applications,pen-etrant removal may be performed by wiping the surface with a clean,absorbent material dampened with water until the excess surface penetrant is removed,as determined by examination under black light forfluorescent methods and white light for visible methods.8.6.2Lipophilic Emulsification:8.6.2.1Application of Emulsifier—After the required pen-etration time,the excess penetrant on the part must be emulsified by immersing orflooding the parts with the required emulsifier(the emulsifier combines with the excess surface penetrant and makes the mixture removable with water rins-ing).After application of the emulsifier,the parts are drained in a manner that prevents the emulsifier from pooling on the part(s).8.6.2.2Emulsification Dwell Time begins as soon as the emulsifier has been applied.The length of time that the emulsifier is allowed to remain on a part and in contact with the penetrant is dependent on the type of emulsifier employed and the surface condition(smooth or rough).Nominal emulsifica-tion time should be as recommended by the manufacturer.The actual emulsification time must be determined experimentally for each specific application.The surfacefinish(roughness)of the part is a significant factor in the selection of and in the emulsification time of an emulsifier.Contact time should be kept to the least possible time consistent with an acceptable background and should not exceed the maximum time speci-fied for the part or material.8.6.2.3Post Rinsing—Effective post rinsing of the emulsi-fied penetrant from the surface can be accomplished using either manual,semi-automated,or automated water immersion or spray equipment or combinations thereof.8.6.2.4Immersion—For immersion post rinsing,parts are completely immersed in the water bath with air or mechanical agitation.The time and temperature should be kept constant.(a)The maximum dip-rinse time should not exceed120s unless otherwise specified by part or material specification.(b)The temperature of the water should be relatively constant and should be maintained within the range of50°to 100°F(10°to38°C).Caution:A touch-up rinse may be necessary after immersion.8.6.2.5Spray Post Rinsing—Effective post rinsing follow-ing emulsification can also be accomplished by either manual or automatic water spray rinsing of the parts as follows:(a)Control rinse water temperature within the range of50°to100°F(10°to38°C).(b)Spray rinse water pressure should not exceed40psi (275kPa).(c)The maximum spray rinse time should not exceed120 s unless otherwise specified by part or materials specification.8.6.2.6Rinse Effectiveness—If the emulsification andfinal rinse step is not effective,as evidenced by excessive residual surface penetrant after emulsification and rinsing,dry(see8.7) and reclean the part and reapply the penetrant for the pre-scribed dwell time.8.6.3Hydrophilic Emulsification:8.6.3.1Prerinsing—Directly after the required penetration time,it is recommended that the parts be prerinsed with water prior to emulsification(8.6.3.3).This step allows for the removal of excess surface penetrant from the parts prior to emulsification so as to minimize the degree of penetrant contamination in the hydrophilic emulsifier bath,thereby extending its life.In addition,prerinsing of penetrated partsTABLE2Recommended Minimum Dwell TimesMaterial FormType ofDiscontinuityDwell Times A(minutes)Penetrant B Developer CAluminum,magnesium,steel, brassand bronze,titanium and high-temperature alloys castings and welds cold shuts,porosity,lack of fusion,cracks(all forms)510wrought materials—extrusions,forgings,platelaps,cracks(all forms)1010Carbide-tipped tools lack of fusion,porosity,cracks510Plastic all forms cracks510Glass all forms cracks510Ceramic all forms cracks,porosity510A For temperature range from50°to125°F(10°to52°C).For temperatures between40°and50°F(4.4°and10°C),recommend a minimum dwell time of20minutes.B Maximum penetrant dwell time in accordance with8.5.2.C Development time begins as soon as wet developer coating has dried on surface of parts(recommended minimum).Maximum development time in accordance with8.8.6.minimizes possible oily penetrant pollution in thefinal rinse step of this process.This is accomplished by collecting the prerinsings in a holding tank,separating the penetrant from water.8.6.3.2Prerinsing Controls—Effective prerinsing is accom-plished by either manual or automated water spray rinsing of the parts as follows:(a)Water should be free of contaminants that could clog spray nozzles or leave a residue on parts.(b)Control water temperature within the range of50to 100°F(10to38°C).(c)Spray rinse at a water pressure of25to40psi(175to 275kPa).(d)Prerinse time should be the least possible time(nomi-nally60s maximum)to provide a consistent residue of penetrant on parts.Wash time is to be as specified by the part or material specification.(e)Remove water trapped in cavities usingfiltered shop air at a nominal pressure of25psi(175kPa)or a suction device to remove water from pooled areas.8.6.3.3Application of Emulsifier—After the required pen-etration time and following the prerinse,the residual surface penetrant on part(s)must be emulsified by immersing the part(s)in a hydrophilic emulsifier bath(8.6.3.4)or by spraying the part(s)with the emulsifier(8.6.3.5)thereby rendering the remaining residual surface penetrant water-washable in the final rinse station(8.6.3.6).8.6.3.4Immersion—For immersion application,parts are completely immersed in the emulsifier bath.The hydrophilic emulsifier should be gently agitated throughout the contact cycle.(a)Bath concentration should be as recommended by the manufacturer.Nominal use concentration for immersion appli-cations is20%.(b)Bath temperatures should be maintained between50 and100°F(10to38°C).(c)Immersion contact time should be the minimum re-quired for adequate surface removal and should not exceed two min.unless otherwise approved by the cognizant engineering organization.8.6.3.5Spray Application—For spray application following the prerinse step,parts are emulsified by the spray application of an emulsifier.All part surfaces should be evenly and uniformly sprayed to effectively emulsify the residual pen-etrant on part surfaces to render it water-washable.(a)The concentration of the emulsifier for spray applica-tion should be in accordance with the manufacturer’s recom-mendations,but should not exceed5%.(b)Temperature to be maintained at50to100°F(10to 38°C).(c)The spray pressure should be25psi(175kPa)max for air and40psi(280kPa)max for water.(d)Contact time should be kept to the minimum consistent with an acceptable background and should not exceed120s or the maximum time stipulated by the part or material specifi-cation.8.6.3.6Post-Rinsing of Hydrophilic Emulsified Parts—Effective post-rinsing of emulsified penetrant from the surface can be accomplished using either manual,semi-automated,or automated water immersion or spray equipment or combina-tions thereof.8.6.3.7Immersion Post-Rinsing—Parts are to be completely immersed in the water bath with air or mechanical agitation.(a)The temperature of the water should be relatively constant and should be maintained within the range of50to 100°F(10to38°C).(b)The maximum dip rinse time should not exceed120s unless otherwise specified by part or material specification. Caution:A touch-up rinse may be necessary after immersion.8.6.3.8Spray Post-Rinsing—Following emulsification parts can be post-rinsed by water spray rinsing as follows:(a)Control rinse water temperature within the range of50 to100°F(10to38°C).(b)Spray rinse water pressure should not exceed40psi (275kPa).(c)The maximum spray rinse time should not exceed120 s unless otherwise specified by part or materials specification.8.6.3.9If the emulsification andfinal rinse steps are not effective,as evidenced by excessive residual surface penetrant after emulsification and rinsing,dry(see8.7)and reclean the part and reapply the penetrant for the prescribed dwell time.8.6.4Solvent-Removable Penetrants:8.6.4.1Removal of Excess Penetrant—After the required penetration time,the excess penetrant is removed insofar as possible,by using wipers of a dry,clean,lint-free material and repeating the operation until most traces of penetrant have been removed.Then using a lint-free material lightly moistened with solvent remover the remaining traces are gently wiped to avoid removing penetrant from discontinuities.Avoid the use of excess solvent.If the wiping step is not effective,as evidenced by difficulty in removing the excess penetrant,dry the part(see 8.7),and reapply the penetrant for the prescribed dwell time. Flushing the surface with solvent following the application of the penetrant and prior to developing is prohibited.8.7Drying—Drying the surface of the part(s)is necessary prior to applying dry or nonaqueous developers or following the application of the aqueous developer.Drying time will vary with the size,nature,and number of parts under examination.8.7.1Drying Parameters—Components shall be air dried at room temperature or in a drying oven.Oven temperatures shall not exceed160°F(71°C).Drying time shall only be that necessary to adequately dry the ponents shall be removed from the oven immediately after ponents shall not be placed in the oven with pooled water or pooled aqueous solutions/suspensions.8.7.2Drying Time Limits—Do not allow parts to remain in the drying oven any longer than is necessary to dry the surface. Times over30min in the dryer may impair the sensitivity of the examination.8.8Developer Application:8.8.1Modes of Application—There are various modes of effective application of the various types of developers such as dusting,immersing,flooding or spraying.The size,configura-tion,surface condition,number of parts to be processed,and so forth,will influence the choice of developerapplication.。
受控状态: 文件编号:ZZM-QP-0824.2 Controlled Status Document No.:发放编号:Issuing NO.:液体渗透探伤规程Liquid penetrant Examination Procedure(Rev.03)编 制: 质检部 日期: May-26-2011 Compiled by QC Department Date审 核: 日期Verified by:Date批 准: 日期Approved by:Date发行日期:May-28-2011实施日期:May-28-2011 Issue date Execution Date1.目的:依ASTM E165标准要求,结合API 6A标准、核电用《钴基SFA-5.13 ECoCr-A手工焊用焊条采购规程》(SM2-ME02-GPP-059)等等,为液体渗透检测——可视法建立检测方法、规定检测人员要求、明确产品接受准则。
Establishes the methods, personnel requirements and acceptance criteria for performing liquid penetrant examinationusing the visible methods in accordance with the requirements of API Specification 6A, Procurement specificationfor SFA-5.13 EcoCr-A Covered Electrode for SMAW (SM2-ME02-GPP-059)etc. This procedure complies with therequirements of ASTM E165.2.适用范围:本方法适用于本公司精铸件、锻件、机加工件产品的焊接/补焊及焊接(接焊、焊补、堆焊和表面硬化)件用液体渗透检测方法,检查表面组织中断:如疏松、气孔、龟裂、叠痕、冷隔、渗漏、夹渣和熔合不足(虚焊)等缺陷。

渗透无损检测作业指导书1.0 目的:为了控制产品的质量,确保探伤效果,特制定本办法。
2.0 范围:适用于诺斯石油工具(天津)有限公司对焊缝、锻件、棒材、型材及加工成品件的内部以及外包液体渗透探伤作业。
3.0 职责3.1质量控制部对公司探伤工作全面负责,•并组织贯彻国家探伤专业标准及有关文件实施;负责探伤岗位人员资格培训、质量监督和推动执行以及检测报告的确认。
3.2 技术部负责探伤设备的选型、探伤技术的采用及推广。
3.3 本规范必须有3级以上人员批准后执行。
4.0 程序内容:4.1 表面制备:1)保持零件的焊接、滚轧、铸造或锻造后的状态,就可以得到满意的结果。
如果表面的高低不平,有可能遮蔽某些不能允许的不连续,则应打磨、切削加工或其它方法制备表面;2)每次作液体渗透检验之前,需要检验的制品表面以及相邻的至少(1in)25mm的区域内应当是干燥的,而且不应当有任何可能堵塞表面开口或干扰检验进行的污垢、油脂、纤维屑、锈皮、焊渣、焊接飞溅物、油以及其他的外来物质。
4.2 制备后的干燥清洗后,需要检验的表面应采用正常蒸发或适当的强制热空气或冷空气进行干燥。
干燥的最少时间间隔,应能保证在施加渗透剂之前使清洗溶剂全部蒸发掉。
4.3 渗透处理1)施加渗透剂可以采用浸渍、涂刷或喷涂等任何适当的方法,(优先采用喷涂方式进行,必要时可以刷涂和浸泡方式进行);2)渗透(滞留)时间,注(1):温度范围为5℃至52℃。
当温度范围在5℃至10℃时,最小渗透剂滞留时间应为列出时间值的二倍。
4.4 清洗处理(多余渗透剂的去除)4.4.1 经过规定的渗透时间之后,应清除残留在表面上的任何多余的渗透剂,但要注意尽量避免不连续中的渗透剂被清除掉。
4.4.2 应先用布或吸湿纸揩去多余溶剂清洗型渗透剂,要反复擦揩(不得往复擦拭),直至绝大部分剩余的渗透剂被除去,再用溶剂润湿的布或吸湿纸清擦揩表面,以除去残留的渗透剂痕迹。
为了尽量避免将不连续性中的渗透剂清除掉,要注意防止使用过多的溶剂。
se-165渗透检测标准英文回答:The SE-165 penetration testing standard is a comprehensive framework that outlines the requirements and guidelines for conducting effective penetration testing. It provides a systematic approach to identify vulnerabilities and assess the security posture of an organization's systems and networks. This standard is widely recognized and used by security professionals to ensure the effectiveness and quality of penetration testing.One of the key requirements of the SE-165 standard is the use of multiple testing methodologies. Penetration testers are expected to employ a variety of techniques and tools to simulate real-world attacks and identify potential weaknesses. By using different approaches, such as network scanning, vulnerability assessment, and social engineering, testers can uncover vulnerabilities that may not be apparent with a single method.Another important aspect of the SE-165 standard is the documentation and reporting requirements. Penetration testers are required to document their findings, including the vulnerabilities discovered, the methods used, and the potential impact of these vulnerabilities. This documentation serves as a crucial reference for organizations to understand the risks and take appropriate actions to mitigate them. Additionally, a comprehensive report is expected to be provided, which includes an executive summary, technical details, and recommendations for remediation.Furthermore, the SE-165 standard emphasizes the importance of communication and collaboration between the penetration testing team and the organization being tested. It encourages open dialogue and information sharing throughout the testing process to ensure that all parties have a clear understanding of the objectives, scope, and limitations of the testing. This collaboration helps to align expectations and enables the organization to make informed decisions based on the test results.In summary, the SE-165 penetration testing standard provides a structured approach to ensure the effectiveness and quality of penetration testing. By using multiple testing methodologies, documenting findings, and fostering collaboration, organizations can gain valuable insights into their security posture and take proactive measures to protect their systems and networks.中文回答:SE-165渗透检测标准是一个全面的框架,规定了进行有效渗透测试的要求和指导方针。
ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程(Standard Practice for Steel Castings, Welding, Qualifications of Procedures and Personnel)ASTM A802/A 802M-1995(R2006重新审批) 视觉检测铸钢表面验收标准规程(STANDARD PRACTICE FOR STEEL CASTINGS, SURFACE ACCEPTANCE STANDARDS, VISUAL EXAMINATION)ASTM B108-2006 铝合金永久型铸件标准规范(STANDARD SPECIFICATION FOR ALUMINUM-ALLOY PERMANENT MOLD CASTINGS)ASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规范(STANDARD SPECIFICATION FOR ALUMINUM ALLOYS IN INGOT AND MOLTEN FORMS FOR CASTINGS FROM ALL CASTING PROCESSES)ASTM B26/B26M-2005 铝合金砂铸件标准规范(STANDARD SPECIFICATION FOR ALUMINUM-ALLOY SAND CASTINGS)ASTM D256-2006 测定塑料抗悬臂梁摆锤冲击性的标准试验方法(STANDARD TEST METHODS FOR DETERMINING THE IZOD PENDULUM IMPACT RESISTANCE OF PLASTICS)ASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法(STANDARD TEST METHOD FOR RESISTANCE OF ORGANIC COATINGS TO THE EFFECTS OF RAPID DEFORMATION (IMPACT) )ASTM D3359-2008 胶带试验用测定粘合性的标准试验方法(STANDARD TEST METHODS FOR MEASURING ADHESION BY TAPE TEST)ASTM D3363-2005 铅笔试验法测定涂膜硬度的标准试验方法(STANDARD TEST METHOD FOR FILM HARDNESS BY PENCIL TEST)ASTM D4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法(STANDARD TEST METHOD FOR ABRASION RESISTANCE OF ORGANIC COATINGS BY THE TABER ABRASER)ASTM D4674-2002A 暴露在室内办公室环境下的塑料颜色稳定性加速试验的标准实施规范(STANDARD TEST METHOD FOR ACCELERATED TESTING FOR COLOR STABILITY OF PLASTICS EXPOSED TO INDOOR OFFICE ENVIRONMENTS)ASTM D4752-2003 用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法(STANDARD TEST METHOD FOR MEASURING MEK RESISTANCE OF ETHYL SILICATE (INORGANIC) ZINC-RICH PRIMERS BY SOLVENT RUB)ASTM D4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法(STANDARD TEST METHODS FOR PRACTICAL WASHABILITY OF ORGANIC COATINGS)ASTM D638-2003 塑料拉伸性能标准测试方法(STANDARD TEST METHOD FOR TENSILE PROPERTIES OF PLASTICS)ASTM E1316-2007 无损检测标准术语(STANDARD TERMINOLOGY FOR NONDESTRUCTIVE EXAMINATIONS)ASTM E1444-2005 磁粉检测标准规程(STANDARD PRACTICE FOR MAGNETIC PARTICLE TESTING)ASTM E155-2005 铝、镁铸件检验用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR INSPECTION OF ALUMINUM AND MAGNESIUM CASTINGS)ASTM E165-2002 液体渗透剂检查标准测试方法(STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION)ASTM E165-2002 液体渗透检查的标准试验方法王倩译(STANDARD TEST METHOD FOR LIQUID PENETRANT EXAMINATION)ASTM E192-2004 航天设备蜡模钢铸件的参考放射线照相(STANDARD REFERENCE RADIOGRAPHS OF INVESTMENT STEEL CASTINGS FOR AEROSPACE APPLICATIONS)ASTM E242-2001(2005年重新批准) 在某些参数变化时射线图像外观用标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR APPEARANCES OF RADIOGRAPHIC IMAGES AS CERTAIN PARAMETERS ARE CHANGED)ASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法(STANDARD TEST METHOD FOR OXYGEN CONTENT USING A 14-MEV NEUTRON ACTIVATION AND DIRECT-COUNTING TECHNIQUE)ASTM E426-1998(2007重新审批) 无缝及焊接管产品、沃斯田不锈钢及类似合金的电磁(涡电流)检测操作规程(Standard Practice for Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar Alloys)ASTM E446-98(2004年重新批准)用于厚度在2in(51mm)以下钢铸件的标准参考射线底片(STANDARD REFERENCE RADIOGRAPHS FOR STEEL CASTINGS UP TO 2 IN. (51 MM) IN THICKNESS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3))ASTM E466-2007 金属材料上进行的恒定振幅轴向疲劳试验(STANDARD PRACTICE FOR CONDUCTING FORCE CONTROLLED CONSTANT AMPLITUDE AXIAL FATIGUE TESTS OF METALLIC MATERIALS )ASTM F2357-2004 使用NORMAN工具"RCA"磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法(STANDARD TEST METHOD FOR DETERMINING THE ABRASION RESISTANCE OF INKS AND COATINGS ON MEMBRANE SWITCHES USING THE NORMAN TOOL "RCA" ABRADER)ASTM G154-2006 非金属材料暴露用荧光灯紫外暴露装置的操作规范标准(STANDARD PRACTICE FOR OPERATING FLUORESCENT LIGHT APPARATUS FOR UVEXPOSURE OF NONMETALLIC MATERIALS)ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A? 垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认) 垫片腐蚀试验的标准方法ASTM F336-1992? 用于腐蚀工况的非金属包覆垫片的设计与结构用标准方法ASTM F586-1979(1989年重新确认) 测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规范ASTM A36/A36M-2005版碳结构钢标准规范ASTM A36/A36M-2004 碳结构钢标准规范ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规范ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规范ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规范ASTM A179/A179M-1990a(R2001)版热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规范ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规范ASTM A213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规范ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规范ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98(R2002)版焊接钢和无缝钢管桩的标准规范ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规范ASTM A276-2006版不锈钢棒材和型材标准规范ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规范ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规范ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004a版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规范ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规范ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a版圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a版中温及低温压力容器用碳素钢板的标准规范ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规范ASTM A577/A577M-90(R2001)版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-1991(82002)版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004a版混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004版标准技术条件—承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004a版铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a版标准技术条件—钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规范ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规范ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规范ASTM B209-2004版铝和铝合金薄板和中厚板标准规范ASTM B462-2004版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM B564-2004版镍合金锻件标准规范ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规范符合性作法ASTM E8M-2004版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963(R2003)版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003)版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001)版大口径组装式碳钢法兰标准规范ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)1. ASTM A105/A105M-2002版管道部件用碳钢锻件2. ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3. ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规范4. ASTM A193/A193M-2001版 ?高温用合金钢和不锈钢螺栓材料5. ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范6. ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规范7. ASTM A217/A217M-2002 版高温承压件用马氏体不锈钢和合金钢铸件标准规范8. ASTM A276-2002a版不锈钢棒材和型材9. ASTM A278/A278M-2001版高温不超过650°F(350℃)的承压部件用灰铸铁件10. ASTM A320/A320M-2002 版低温用合金钢栓接材料11. ASTM A350/A350M-2002 版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范12. ASTM A351/A351M-2000 版承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范13. ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规范14. ASTM A395/A395M-1999 版高温用铁素体球墨铸铁承压铸件15. ASTM A439-1983(R1999)版奥氏体球墨铸铁件16. ASTM A536-1984(R1999)版球墨铸铁件17. ASTM A694/A694M-2000? 版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范18. ASTM A965/A965M-2002 版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)1. ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2. ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范3. ASTM B462-2002版高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范4. ASTM F885-1984(R2002)版公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范5. ASTM F992-1986(R2001)版阀门铭牌标准规范6. ASTM F993-1986(R2001)版阀门锁紧装置标准规范7. ASTM F1030-1986(R1998)版阀门操作装置的选择准则8. ASTM F1098-1987(R1998)版公称管径有NPS2~24的蝶阀外形尺寸标准规范9. ASTM F1565-2000版蒸汽用减压阀规范。
Liquid Penetrant Testing Procedure 液体渗透检验程序Prepared by Date _____________编制:日期:Approved by _________________ Date ____________批准:日期:Accepted by _________________ Date ____________认可:日期:Demonstration CertificateI hereby certify that this procedure has been demonstrated to the satisfaction of the Authorized Inspector according to the requirements of ASME Code Section V, T-150.据此,本人保证本程序已经根据ASME规范第V卷,T-150的要求,向AI 提交并获得其批准。
NDT level III:________________AI: _________________________1.0 Scope范围1.1 This procedure describes liquid penetrant examination methods for welds and evaluation of the examination results of the pressure vessels constructed to the ASME Code Section Ⅰ,B31.1and VIII Div.1.本程序规定了按照ASME规范第Ⅰ卷,B31.1和第Ⅷ卷第1分册建造的锅炉/压力容器上焊缝的液体渗透检验方法和检验结果评估。
1.2 This procedure is developed in compliance with the Article 6 - Liquid Penetrant Examination of ASME Code Section V. This procedure also meets the requirements of ASME Code Section VIII, Div. 1, latest Edition.本程序的建立是根据ASME规范第V卷第6篇——液体渗透检验。
渗透系数的测定方法
渗透系数是指物质在一定时间内通过介质单位面积的量。
测定渗透系数的方法有以下几种:
1. 管道渗透试验法:通过在管道上施加一定压力,测量通过管道的流量,计算渗透系数。
2. 液体渗透试验法:将待测物质放置在一定条件下的介质中,测量物质的质量变化,通过计算渗透的质量,计算渗透系数。
3. 气体渗透试验法:将待测物质与介质隔离,在一定条件下测量介质中的气体浓度变化,通过计算气体的渗透量,计算渗透系数。
4. 压力差测量法:在待测物质两侧施加不同的压力,通过测量压力差,计算渗透系数。
5. 色谱法:利用物质在固定相和移动相之间的分配系数,通过色谱分析,计算渗透系数。
6. 透析法:将待测物质放置在半透膜上,通过测量物质在膜两侧的浓度差异,计算渗透系数。
以上是一些常用的渗透系数测定方法,具体选择方法需要根据待测物质和介质的性质以及实验条件来确定。
无损检测技术中的渗透检测方法详解无损检测(Non-destructive testing,简称NDT)技术是一种通过对材料和结构的表面或内部进行检测,而不对其进行任何物理损伤的方法。
在很多行业中,无损检测技术被广泛应用于质量控制和安全评估,以确保产品和设备的完整性和可靠性。
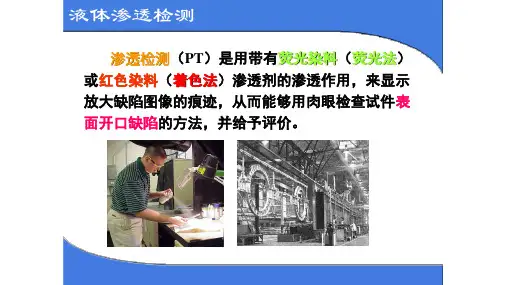
渗透检测是无损检测技术中常用的一种方法,它通过利用材料的表面张力和毛细管现象,检测出材料内或表面的缺陷。
本文将详细解析渗透检测的原理、步骤和应用。
渗透检测的原理是基于液体在毛细管中的行为。
检测材料表面被涂覆上渗透液,它会自动吸附进缺陷中,随后涂覆上开发剂。
开发剂的作用是吸收渗透液,并通过显色反应显示出缺陷的位置和形状。
这种方法适用于各种材料,包括金属、陶瓷、玻璃和塑料等。
渗透检测通常包括以下几个步骤:1. 表面准备: 在进行渗透检测之前,需要将待检材料的表面清洁干净,以确保渗透液能够充分渗透到缺陷区域。
通常会使用溶剂或碱性清洁剂进行表面清洗。
2. 渗透液涂覆:将渗透液均匀地涂覆在待检表面上,并等待一定的时间,以便渗透液进入缺陷中。
渗透液的成分根据待检材料的不同而有所变化。
常见的渗透液有水溶性、疏水性和疏油性等。
3. 洗净表面:待渗透液进入缺陷后,需要将表面上多余的渗透液清洗干净,以免影响后续开发剂的作用。
4. 开发剂涂覆:涂覆开发剂可以使渗透液进入缺陷的部位形成可见的显色剂,并能够将缺陷的位置和形状清晰地显示出来。
5. 观察和评估:通过观察开发剂的显色反应,可以确定材料中是否存在缺陷、缺陷的性质和大小等信息。
专业的无损检测人员可以根据显色的程度和形状来判断缺陷的等级和严重程度。
渗透检测方法适用于多种应用场景。
在航空航天领域,渗透检测技术常用于检测飞机结构中的裂纹、孔洞和疲劳损伤等缺陷,确保飞行安全。
在汽车制造业中,渗透检测可用于检测汽车发动机零部件和车身结构的缺陷,以提高汽车的质量和可靠性。
此外,渗透检测也广泛应用于建筑、钢结构、电力设备和管道等领域。
se-165渗透检测标准英文回答:The SE-165 penetration testing standard is a comprehensive framework that outlines the requirements and guidelines for conducting penetration testing. It providesa structured approach to identify vulnerabilities, assessthe security posture, and evaluate the effectiveness of security controls in an organization's systems and networks.The standard emphasizes the importance of a systematic and methodical approach to penetration testing. It covers various aspects, including scoping and planning, reconnaissance, vulnerability identification, exploitation, post-exploitation, and reporting. By following this standard, organizations can ensure that their penetration testing activities are consistent, thorough, and effective.One of the key requirements of the SE-165 standard isthe need for a well-defined scope for the penetrationtesting engagement. This involves clearly defining the systems, networks, and applications that are to be tested, as well as any limitations or restrictions that may be in place. This ensures that the testing is focused and targeted, and helps to avoid any unintended consequences or disruptions to the organization's operations.Another important aspect of the SE-165 standard is the emphasis on using both automated and manual testing techniques. Automated tools can help to identify common vulnerabilities and perform initial scans, but manual testing is essential for identifying more complex vulnerabilities and validating the findings. By combining both approaches, organizations can achieve a more comprehensive and accurate assessment of their security posture.The SE-165 standard also requires thorough documentation and reporting of the penetration testing activities. This includes documenting the methodologies, tools, and techniques used, as well as the vulnerabilities identified and any successful exploits. The report shouldalso provide recommendations for remediation and mitigation of the identified vulnerabilities, helping the organization to improve its security posture.中文回答:SE-165渗透检测标准是一个全面的框架,概述了进行渗透测试的要求和指南。
ASTM美国材料标准中文版ASTM A488/A488-2007 钢铸件焊接工艺和人员资格评定的标准实施规程(Standar d Practic e for Steel Casting s, Welding, Qualifi cation s of Procedu res and Personn el)ASTM A802/A 802M-1995(R2006重新审批) 视觉检测铸钢表面验收标准规程(STANDAR D PRACTIC E FOR STEEL CASTING S, SURFACE ACCEPTA NCE STANDAR DS, VISUALEXAMINA TION)ASTM B108-2006 铝合金永久型铸件标准规范(STANDAR D SPECIFI CATION FOR ALUMINU M-ALLOY PERMANE NT MOLD CASTING S)ASTM B179-2006 铸造用铝合金原锭及熔融锭在各铸造过程的标准技术规范(STANDAR D SPECIFI CATION FOR ALUMINU M ALLOYSIN INGOT AND MOLTENFORMS FOR CASTING S FROM ALL CASTING PROCESS ES)ASTM B26/B26M-2005 铝合金砂铸件标准规范(STANDAR D SPECIFI CATION FOR ALUMINU M-ALLOY SAND CASTING S)ASTM D256-2006 测定塑料抗悬臂梁摆锤冲击性的标准试验方法(STANDAR D TEST METHODS FOR DETERMI NING THE IZOD PENDULU M IMPACTRESISTA NCE OF PLASTIC S)ASTM D2794-1993(R2004) 有机涂层抗快速形变(冲击)作用的标准试验方法(STANDAR D TEST METHODFOR RESISTA NCE OF ORGANIC COATING S TO THE EFFECTS OF RAPID DEFORMA TION (IMPACT))ASTM D3359-2008 胶带试验用测定粘合性的标准试验方法(STANDAR D TEST METHODS FOR MEASURI NG ADHESIO N BY TAPE TEST)ASTM D3363-2005 铅笔试验法测定涂膜硬度的标准试验方法(STANDAR D TEST METHODFOR FILM HARDNES S BY PENCILTEST)ASTM D4060-2007 用泰伯尔磨蚀机测定有机涂层耐磨性的标准试验方法(STANDAR D TEST METHODFOR ABRASIO N RESISTA NCE OF ORGANIC COATING S BY THE TABER ABRASER)ASTM D4674-2002A 暴露在室内办公室环境下的塑料颜色稳定性加速试验的标准实施规范(STANDAR D TEST METHODFOR ACCELER ATED TESTING FOR COLOR STABILI TY OF PLASTIC S EXPOSED TO INDOOROFFICEENVIRON MENTS)ASTM D4752-2003 用溶剂擦试法测定硅酸乙酯(无机)富锌底漆耐甲乙酮的标准试验方法(STANDAR D TEST METHODFOR MEASURI NG MEK RESISTA NCE OF ETHYL SILICAT E (INORGAN IC) ZINC-RICH PRIMERS BY SOLVENT RUB)ASTM D4828-1994E1(R2003) 有机覆层实际可洗性的标准试验方法(STANDAR D TEST METHODS FOR PRACTIC AL WASHABI LITY OF ORGANIC COATING S)ASTM D638-2003 塑料拉伸性能标准测试方法(STANDAR D TEST METHODFOR TENSILE PROPERT IES OF PLASTIC S)ASTM E1316-2007 无损检测标准术语(STANDAR D TERMINO LOGY FOR NONDEST RUCTIV EEXAMINA TIONS)ASTM E1444-2005 磁粉检测标准规程(STANDAR D PRACTIC E FOR MAGNETI C PARTICL E TESTING)ASTM E155-2005 铝、镁铸件检验用标准参考射线底片(STANDAR D REFEREN CE RADIOGR APHS FOR INSPECT ION OF ALUMINU M AND MAGNESI UM CASTING S)ASTM E165-2002 液体渗透剂检查标准测试方法(STANDAR D TEST METHODFOR LIQUIDPENETRA NT EXAMINA TION)ASTM E165-2002 液体渗透检查的标准试验方法王倩译(STANDAR D TEST METHODFOR LIQUIDPENETRA NT EXAMINA TION)ASTM E192-2004 航天设备蜡模钢铸件的参考放射线照相(STANDAR D REFEREN CE RADIOGR APHS OF INVESTM ENT STEEL CASTING S FOR AEROSPA CE APPLICA TIONS)ASTM E242-2001(2005年重新批准) 在某些参数变化时射线图像外观用标准参考射线底片(STANDAR D REFEREN CE RADIOGR APHS FOR APPEARA NCES OF RADIOGR APHICIMAGESAS CERTAIN PARAMET ERS ARE CHANGED)ASTM E385-2007 使用14兆电子伏特的中子活化和直接计数技术测定含氧量的试验方法(STANDAR D TEST METHODFOR OXYGENCONTENT USING A 14-MEV NEUTRON ACTIVAT ION AND DIRECT-COUNTIN G TECHNIQ UE)ASTM E426-1998(2007重新审批) 无缝及焊接管产品、沃斯田不锈钢及类似合金的电磁(涡电流)检测操作规程(Standar d Practic e for Electro magnet ic (Eddy-Current) Examina tion of Seamles s and WeldedTubular Product s, Austeni tic Stainle ss Steel and Similar Alloys)ASTM E446-98(2004年重新批准)用于厚度在2i n(51mm)以下钢铸件的标准参考射线底片(STANDAR D REFEREN CE RADIOGR APHS FOR STEEL CASTING S UP TO 2 IN. (51 MM) IN THICKNE SS (ALSO SEE ASTM E 446 ADJUNCT SET, ASTM E 446 ADJUNCT V1, ASTM E 446 ADJUNCT V2. AND ASTM E 446 ADJUNCT V3))ASTM E466-2007 金属材料上进行的恒定振幅轴向疲劳试验(STANDAR D PRACTIC E FOR CONDUCT ING FORCE CONTROL LED CONSTAN T AMPLITU DE AXIAL FATIGUE TESTS OF METALLI C MATERIA LS )ASTM F2357-2004 使用NORMA N工具"RCA"磨擦器测定薄膜开关上墨水和涂层抗磨性的标准试验方法(STANDAR D TEST METHODFOR DETERMI NING THE ABRASIO N RESISTA NCE OF INKS AND COATING S ON MEMBRAN E SWITCHE S USING THE NORMANTOOL "RCA" ABRADER)ASTM G154-2006 非金属材料暴露用荧光灯紫外暴露装置的操作规范标准(STANDAR D PRACTIC E FOR OPERATI NG FLUORES CENT LIGHT APPARAT US FOR UVEXPOS URE OF NONMETA LLIC MATERIA LS)ISO,ASME,ASTM,DIN, JIS 国外管道法兰用密封垫片标准汇编ASTM F36-1995? 测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995? 垫片材料密封性的标准试验方法ASTM F38-1995? 垫片材料的蠕变松弛的标准试验方法ASTM F112-1995? 包覆垫片密封性能的标准试验方法ASTM F146-1995A? 垫片材料耐液体标准试验方法ASTM F363-1989(1994年重新确认) 垫片腐蚀试验的标准方法ASTM F336-1992? 用于腐蚀工况的非金属包覆垫片的设计与结构用标准方法ASTM F586-1979(1989年重新确认) 测定垫片汇漏(泄漏率与应力y和系数m的关系)的标准试验方法ASTM A6/A6M-2004 a版结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A27/A27M-2005版一般用途碳钢铸件标准技术条件ASTM A29/A29M-2005版热锻碳素钢和合金钢棒材一般要求标准规范ASTM A36/A36M-2005版碳结构钢标准规范ASTM A36/A36M-2004 碳结构钢标准规范ASTM A48/A48M-2003版灰铸铁铸件标准技术条件ASTM A53/A53M-2005版无镀层及热浸镀锌焊接与无缝公称钢管标准技术条件ASTM A105/A105M-2005版管道部件用碳钢锻件ASTM A106-2006版高温用无缝碳钢公称管规范ASTM A108-2003版冷精整的碳钢和合金钢棒材标准技术条件ASTM A123/A123M-2002版钢铁产品镀锌品层(热浸镀)标准规范ASTM A126-2004版阀门、法兰和管道附件用灰铁铸件ASTM A143-2003版热浸镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A153/A153M-2005版钢铁构件镀锌层(热浸镀)标准规范ASTM A179/A179M-1990a(R2001)版热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002版高压设备用无缝碳钢锅炉管标准规范ASTM A193/A193M-2006版高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2006版高温或高压或高温高压螺栓用碳钢及合金钢螺母标准规范ASTM A209/A209M-2003版锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2002版无缝中碳钢锅炉管和过热器管标准规范ASTM A213/A213Mb-2004版无缝铁素体和奥氏体合金钢锅炉管、过热器管和换热器管标准规范ASTM A216/A216M-2004版高温用可熔焊碳钢铸件标准规范ASTM A234/A234M-2004版中、高温用锻制碳钢和合金钢管道配件ASTM A240/A240M-2005版压力容器用耐热铬及铬-镍不锈钢钢板、薄板和钢带标准技术条件ASTM A250/A250M-2004版锅炉和过热器用电阻焊铁素体碳合金钢管子标准技术条件ASTM A252-98(R2002)版焊接钢和无缝钢管桩的标准规范ASTM A262-2002a版探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004版通用无缝和焊接奥氏体不锈钢管标准规范ASTM A276-2006版不锈钢棒材和型材标准规范ASTM A283/A283M-2003版中、低抗拉强度碳素钢板标准技术条件ASTM A285/A285M-2003版压力容器用中、低抗拉强度碳素钢标准技术条件ASTM A307/A307M-2004版抗拉强度6000PSI碳钢螺栓和螺柱标准技术条件ASTM A312/A312M-2005版无缝和焊接的以及重度冷加工奥氏体不锈钢公称管标准技术条件ASTM A320/A320M-2005版低温用合金钢栓接材料标准规范ASTM A333/A333M-2004版低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004版低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003版高温设备用无缝铁素体合金钢管标准规范ASTM A336/A336M-2005版高温承压件合金钢锻件标准技术条件ASTM A350/A350M-2004a版需切口韧性试验的管道部件用碳钢和低合金钢锻件标准规范ASTM A351/A351M-2006版承压件用奥氏体铸钢件标准规范ASTM A352/A352M-2006版低温承压用铁素体和马氏体铸钢件标准规范ASTM A356/A356M-2005版汽轮机用厚壁碳钢、低合金钢和不锈钢铸件标准技术条件ASTM A370-2005版钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003版压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004版锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004版碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A479/A479M-2005版锅炉和其他压力容器用不锈钢棒材和型材标准技术条件ASTM A484/A484M-2005版不锈钢棒材、钢坯及锻件通用要求标准技术条件ASTM A500-2003a版圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003版中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a版中温及低温压力容器用碳素钢板的标准规范ASTM A519-2003版机械工程用碳素钢和铝合金钢无缝钢管ASTM A530-2003版特种碳素钢和合金钢管一般要求的标准规范ASTM A577/A577M-90(R2001)版钢板超声斜射波检验ASTM A589/A589M-2006版打水井用碳素钢无缝钢管和焊接钢管ASTM A609/A609M-1991(82002)版碳钢、低合金钢和马氏体不锈钢铸件超声波检验ASTM A615/A615M-2004a版混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004版标准技术条件—承压件钢铸件通用要求ASTM A751-2001版钢制品化学分析方法,实验操作和术语ASTM A781/A781M-2004a版铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a版标准技术条件—钢锻件通用要求ASTM A965/A965M-2002版高温承压件用奥氏体钢锻件标准规范ASTM B16/B16M-2005版螺纹切削机用易车削黄铜棒、条和型材标准规范ASTM B62/B62M-2002版青铜或高铜黄铜铸件标准规范ASTM B209-2004版铝和铝合金薄板和中厚板标准规范ASTM B462-2004版高温耐腐蚀用锻制或轧制的U NS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范ASTM B564-2004版镍合金锻件标准规范ASTM E6-2003版关于力学性能试验方法的标准术语ASTM E10-2001版金属材料布氏硬度的标准试验方法ASTM E18-2003版金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002版使用有效数字确定试验数据与规范符合性作法ASTM E8M-2004版金属材料拉伸试验的标准测试方法ASTM E94-2004版放射性检查的标准指南ASTM E125-1963(R2003)版铁铸件的磁粉检验用标准参考照片ASTM E164-2003版焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)版用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004版金属管超声检验方法ASTM E273-2001版焊接公称管和管子制品超声波检验用标准实用规程ASTM E709-2001版磁粉试验的推荐试验方法ASTM F36-1999(R2003)版测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-2000版垫片材料密封性的标准试验方法ASTM F38-2000版垫片材料的蠕变松弛的标准试验方法ASTM F112-2000版包复垫片密封性能的标准试验方法ASTM F146-2004版垫片材料耐液体标准试验方法ASTM F1311-1990(R2001)版大口径组装式碳钢法兰标准规范ASTM G1-2003版腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-2003版使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)1. ASTM A105/A105M-2002版管道部件用碳钢锻件2. ASTM A126-1995(R2001)版阀门、法兰和管道附件用灰铁铸件3. ASTM A181/A181M-2001 版通用管路用碳钢锻件标准规范4. ASTM A193/A193M-2001版 ?高温用合金钢和不锈钢螺栓材料5. ASTM A194/A194M-2001a版高温、高压或高温高压螺栓用碳钢及合金钢螺母标准规范6. ASTM A216/A216M-2001a版高温用可熔焊碳钢铸件标准规范7. ASTM A217/A217M-2002 版高温承压件用马氏体不锈钢和合金钢铸件标准规范8. ASTM A276-2002a版不锈钢棒材和型材9. ASTM A278/A278M-2001版高温不超过650°F(350℃)的承压部件用灰铸铁件10. ASTM A320/A320M-2002 版低温用合金钢栓接材料11. ASTM A350/A350M-2002 版要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范12. ASTM A351/A351M-2000 版承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范13. ASTM A352/A352M-1993(R1998)版低温承压件用铁素体和马氏体钢铸件标准规范14. ASTM A395/A395M-1999 版高温用铁素体球墨铸铁承压铸件15. ASTM A439-1983(R1999)版奥氏体球墨铸铁件16. ASTM A536-1984(R1999)版球墨铸铁件17. ASTM A694/A694M-2000? 版高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范18. ASTM A965/A965M-2002 版高温高压部件用奥氏体钢锻件ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准)1. ASTM A182/A182M-2002版高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件2. ASTM A961-2002版管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范3. ASTM B462-2002版高温耐腐蚀用锻制或轧制的U NS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范4. ASTM F885-1984(R2002)版公称管径为NP S 1/4~2的青铜截止阀外形尺寸标准规范5. ASTM F992-1986(R2001)版阀门铭牌标准规范6. ASTM F993-1986(R2001)版阀门锁紧装置标准规范7. ASTM F1030-1986(R1998)版阀门操作装置的选择准则8. ASTM F1098-1987(R1998)版公称管径有NP S2~24的蝶阀外形尺寸标准规范9. ASTM F1565-2000版蒸汽用减压阀规范。
Liquid Penetrant Testing Procedure 液体渗透检验程序Prepared by Date _____________编制:日期:Approved by _________________ Date ____________批准:日期:Accepted by _________________ Date ____________认可:日期:Demonstration CertificateI hereby certify that this procedure has been demonstrated to the satisfaction of the Authorized Inspector according to the requirements of ASME Code Section V, T-150.据此,本人保证本程序已经根据ASME规范第V卷,T-150的要求,向AI 提交并获得其批准。
NDT level III:________________AI: _________________________1.0 Scope范围1.1 This procedure describes liquid penetrant examination methods for welds and evaluation of the examination results of the pressure vessels constructed to the ASME Code Section Ⅰ,B31.1and VIII Div.1.本程序规定了按照ASME规范第Ⅰ卷,B31.1和第Ⅷ卷第1分册建造的锅炉/压力容器上焊缝的液体渗透检验方法和检验结果评估。
1.2 This procedure is developed in compliance with the Article 6 - Liquid Penetrant Examination of ASME Code Section V. This procedure also meets the requirements of ASME Code Section VIII, Div. 1, latest Edition.本程序的建立是根据ASME规范第V卷第6篇——液体渗透检验。